一种延迟回程的可控氮气缸的制作方法
1.本发明属于金属冲压模具生产技术领域,具体涉及一种延迟回程的可控氮气缸。
背景技术:
2.冲压模具在工业生产中主要用来生产大批量的冲压零部件,是制造业中重要组成部分。在汽车工业中有60%~75%的零件使用冲模来制造,其中,汽车覆盖件由于材料薄、零件的结构尺寸大、尺寸精度高以及曲面的形状复杂,因此制造难度高,是汽车冲压件中重点关注的一类零件。
3.覆盖件在模具的的拉延过程按先后顺序通常经过以下几个步骤:板料放入上下模具之间、压边、板料与凸模接触、板料拉入、压型、下死点和卸载等。由于成形曲面的形状复杂,轮廓内部常有局部凸起或凹进区域,在压型过程中如果简单使板料在下死点处同时贴模,则会造成板材在这个有局部凸起或凹进的部位产生起皱缺陷。为了避免这一现象,通常的做法是设法在压型过程中使板料在模具成形面的局部凸起或凹进部位首先贴模,然后板料的其它部位再逐渐贴模,直至下死点时实现完全贴模。
4.为了实现这种成形顺序,通常在模具的成形面上有局部凸起或凹进的部位嵌入可上下移动的成型滑块。成型滑块的一端作用于板材,另一端作用于普通氮气缸。
5.普通氮气缸由缸体、缸盖和活塞三部分组成,活塞将缸体分成上气室和下气室。在模具压型过程中成型滑块先于模具的其它部位接触板材,并使板材上有局部凸起或凹进的部位首先贴模。同时,在板材成形力的作用下,成型滑块对普通氮气缸中的氮气进行压缩,并使氮气缸的活塞沿着受力方向向上移动。
6.当压力机滑块到达下死点后开始回程。当上模随着压力机滑块向上回程过程中,板材成形已经结束,作用于成型滑块的板材成形力被卸载。由于成型滑块的另一端连接普通氮气缸,在上文叙述的压型过程中普通氮气缸内被压缩的氮气的回复力作用下,普通氮气缸的活塞和成型滑块向下回程,此时由于已成形的覆盖件仍然在压边圈压紧的状态下向上回程,因此向下运动的成型滑块对覆盖件产生力的作用,使该覆盖件再次变形,造成覆盖件的“二次变形”磕碰损伤。此“二次变形”会损伤覆盖件的成形质量,降低生产覆盖件的合格品率。
技术实现要素:
7.为解决上述背景技术中提到的不足,本发明的目的是提供一种延迟回程的可控氮气缸,即,在上模回程时,被压缩的氮气缸的活塞的回程可通过编程控制。在冲压成形后,模具的上模回程过程中,等到上模与工件达到安全距离时给出控制信号,使可控氮气缸的活塞回程。这样就避免了普通氮气缸无法延迟回程而对冲压件造成的“二次变形”的磕碰损伤。
8.本发明的技术方案是通过若干个单向阀、电磁阀和储气缸等器件组成一个能实现延迟回程的可控氮气缸。通过控制高压气体的存储和高压气流的开关和方向,以及控制电
磁阀电信号以实现氮气缸活塞的延迟回程。
9.本发明的具体方案如下:
10.一种延迟回程的可控氮气缸,包括氮气缸活塞、氮气缸缸盖、氮气缸缸体、电磁阀、单向阀、爆破螺塞、储气缸缸盖和储气缸缸体等主要部件。
11.本发明在使用前,需要对氮气缸的上下两个气室,以及储气缸进行充气,上气室的充气压力为p1,下气室的充气压力为p2,储气缸的充气压力为p3。这三个充气压力的关系为p1<p2=p3,在充气时,可以把氮气缸的下气室和储气缸连通,以确保p2和p3的初始充气压力相同。充入压力的具体数值,应根据工艺计算成形力来确定,可在模具调试期间,逐步试验确定充入的压力数值,并做好记录,在批量生产时定期检测充入的氮气压力,在压力不够时,及时充入氮气以保证机构的正常运行。
12.本发明的可控氮气缸安装在冲压模具的上模基座上。使用时,压力机滑块在压型过程中带动上模向下运动并对板材成形,板材的成形力作用于可控氮气缸的活塞,此时控制可控氮气缸上气室中的氮气向下流动的电磁阀保持关闭状态,控制可控氮气缸下气室中的氮气向上流动的电磁阀保持接通状态,可控氮气缸的活塞在板材成形力的驱动下移动,此时上气室的充气压力p1降低,下气室的充气压力p2及储气缸充气压力p3提高。可控氮气缸的下气室氮气一部分经过开通的电磁阀和单向阀流入上气室,另一部分通过开通状态的储气缸电磁阀和单向阀流向储气缸。
13.进一步地,在压力机滑块到达下死点时,氮气缸活塞接触到氮气缸缸体的底面,上气室压力p1降至最低,下气室接近无氮气状态,储气缸的充气压力p3达到最大值。此时通过控制信号使所有电磁阀变为关闭状态,由于气路被堵塞,氮气缸活塞在氮气缸缸体底面保持不动。
14.进一步地,当压力机滑块回程时,压力机滑块向上移动,当移动到允许氮气缸回程的位置时,通过控制信号打开气流流向下气室的电磁阀,使高压氮气通过电磁阀和单向阀由储气缸和上气室流向下气室,推动氮气缸活塞返回到初始位置,最终得以实现氮气缸的延迟回程。
15.本发明的有益效果:
16.1.可以实现冲压件在成形过程中控制成形顺序,避免冲压件起皱。
17.2.提高冲压件的变形程度,提升冲压件的刚性。
18.3.在一次冲压结束后,实现氮气缸延迟回程,避免冲压件的“二次变形”。
附图说明
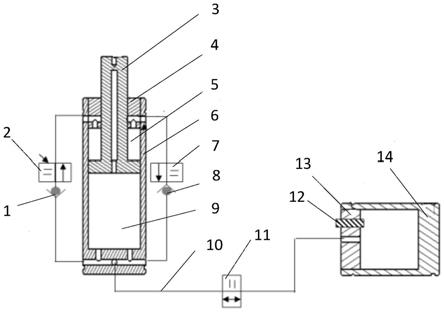
19.图1延迟回程的可控氮气缸的结构示意图,图中:1、单向阀;2、电磁阀;3、氮气缸活塞;4、氮气缸缸盖;5、上气室;6、氮气缸缸体;7、电磁阀;8、单向阀;9、下气室;10、耐压软管11、电磁阀;12、爆破螺塞;13、储气缸缸盖;14、储气缸缸体。
20.图2安装有延迟回程的可控氮气缸的模具的初始状态。
21.图中:15、普通氮气缸;16、下模基座;17、板料;18、普通氮气缸;19、储气缸;20、上模基座;21、普通氮气缸;22、成型滑块;23、可控氮气缸;24、普通氮气缸;25、上模;26、普通氮气缸;27、压边圈;28、普通氮气缸;a区域是指成形面上有局部凸起或凹进的部位。
22.图3安装有延迟回程的可控氮气缸的模具在压型过程中首先实现板材在成型滑块
处贴模;
23.图4安装有延迟回程的可控氮气缸的模具到达下死点时实现板材的完全贴模;
24.图5安装有延迟回程的可控氮气缸的模具在压力机滑块回程时可控氮气缸的活塞不回程;
25.图6安装有延迟回程的可控氮气缸的模具在压力机滑块回程时可控氮气缸的活塞延迟回程到初始位置;
26.图7无可控氮气缸和成型滑块的模具;
27.图8安装有普通氮气缸的模具在回程时对成形件造成的“二次变形”磕碰损伤。
28.图中:29、普通氮气缸。
29.在本发明的描述中,对图3~图8中的零件名称若没有特别说明则与图2中的零件名称相同;图2~图6是按照成形过程的先后顺序,即按照模具从工作前的初始状态到模具回程到初始位置的顺序排列。图3~图8中的箭头表示当前状态的上模的运动方向。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚完整的描述。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
31.需要说明的是,在本发明的描述中,术语“上”“下”“高”“低”指示的方向和位置关系的术语是基于附图所示的方向和位置关系,这仅仅是为了便于描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为本发明的限制。
32.一种延迟回程的可控氮气缸,如图1所示,氮气缸活塞3,氮气缸缸盖4,氮气缸缸体6组成氮气缸;爆破螺塞12,储气缸缸盖13,储气缸缸体14组成储气缸;氮气缸活塞3将氮气缸缸体6分为上气室5和下气室9。当储气缸内的气压超过限定的安全气压时,爆破螺塞12弹出,使储气缸内的气压降低,达到保护储气缸的目的。单向阀1和电磁阀2通过耐压软管10分别连接上气室5和下气室9。在这个气路中当电磁阀2开通时气体只能从下气室9流向上气室5,而不能从上气室5流向下气室9,而当电磁阀2关闭时此气路堵塞;同样,单向阀8和电磁阀7通过耐压软管10分别连接上气室5和下气室9。在这个气路中当电磁阀7开通时气体只能从上气室5流向下气室9,而不能从下气室9流向上气室5,而当电磁阀7关闭状态时此气路堵塞。
33.电磁阀11通过耐压软管10分别与下气室9和储气缸缸盖13的气口相连。当电磁阀11开通状态时,下气室9和储气缸的气路相通;当电磁阀11关闭状态时,下气室9和储气缸的气路堵塞。
34.本发明的可控氮气缸在使用前对氮气缸的上气室5、下气室9和储气缸进行充气,上气室5的充气压力为p1,下气室9的充气压力为p2,储气缸的充气压力为p3。这三个充气压力的关系为p1<p2=p3。
35.如图1和图2所示,冲压成形前将板料17放在上模25和压边圈27之间,本发明的可控氮气缸23安装在冲压模具的上模基座20上。可控氮气缸23在使用前下气室9的充气压力p2大于上气室5的充气压力p1,并且普通氮气缸21,24的额定载荷远小于可控氮气缸23的额
定载荷,确保模具在使用前的初始状态下成型滑块22向下抵紧在上模25上。
36.如图3所示,模具成形作业开始后,压力机滑块带动上模基座20和上模25如箭头所示向下移动,成型滑块22先于模具成形面的其它部位与板材接触并使之首先贴膜。这个过程中由于成型滑块22和氮气缸活塞3承受板材的成形力,氮气缸下气室9里的氮气在成形力作用下受压缩,此时电磁阀7保持关闭状态,电磁阀2,11保持接通状态,上气室的充气压力p1降低,下气室的充气压力p2及储气缸充气压力p3提高。下气室氮气将分别经单向阀1和电磁阀2,11流向上气室和储气缸;
37.如图4所示,当完成图3所示的成型滑块22贴模后,压力机滑块带动上模基座20和上模25继续如箭头所示向下移动,这个过程中板材在除成型滑块22处以外的成形面上成形并贴模,直至压力机滑块向下移动到下死点为止。板材在局部凸起或凹陷处(如图2的a区域所示)先成形,而在成形面的其它部位后成形。这种成形顺序避免了成形过程中板材在a区域产生的起皱缺陷。当压力机滑块到达下死点时,氮气缸活塞3接触到氮气缸缸体6的底面,上气室5内的压力p1降至最低,下气室9接近无氮气状态,储气缸的充气压力p3达到最大值。此时将电磁阀2,7,11都设置为关闭状态,所有气路处于堵塞状态,氮气缸活塞3将保持在最低点不动。
38.如图5所示,当完成图4所示的压力机滑块到达下死点后,压力机滑块带动上模基座20和上模25向上做回程运动。由于此时电磁阀2,7,11都为关闭状态,所以气路不通,氮气缸活塞3相对于氮气缸缸体6保持静止,即此时氮气缸活塞3不回程。
39.如图6所示,完成图5所示的运动后,当压力机滑块上移到压边力已完全消除,并且可控氮气缸活塞3的回程不会使成型滑块22对板材成形件17造成“二次变形”损伤的安全位置时,给出控制电信号打开电磁阀7,11,氮气将通过电磁阀7,11和单向阀8,分别由储气缸和上气室5流向下气室9,推动氮气缸活塞3返回到初始位置。
40.以上,在冲压模具中使用具有延迟功能的可控氮气缸,其主要目的是,首先可以避免如图7所示的整体一次压型而造成的板材在局部凸起或凹进部位产生起皱缺陷的问题,其次又可以避免如图8所示的对成型滑块22的力作用使用传统的普通氮气缸29造成回程时出现的板材成形件“二次变形”磕碰的问题,从而最终实现板料17在局部凸起或凹进部位(图2的a区域)首先成形贴模,然后其它部位再成形的成形顺序,达到提高冲压件的成形质量的效果。
41.使用本发明的注意事项:
42.1.储气缸的初始氮气压力过大,当超出额定压力时,储气缸充气堵塞将会爆开。
43.2.氮气缸活塞在压力机的滑块到达下死点时,氮气缸活塞的底面要与氮气缸缸体底面接触,确保氮气缸下气室没有氮气。
44.3.不能用于工艺力过大的冲压模具,所以成形力的工艺计算特别重要。
45.4.每年2次或每100,000次冲程检查系统内氮气压力。
46.5.为了便于监控系统安全,安装监控表监督整个系统压力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1