一种燃气轮机火焰筒前部环的加工方法与流程
1.本发明属于燃气轮机周边零件领域,尤其涉及一种燃气轮机火焰筒前部环的加工方法。
背景技术:
2.随着燃气轮机设计性能的不断提高,机匣结构的设计越来越复杂,而特种材料复杂薄壁零件成形历来是燃气轮机零件加工领域的一个难点,尤其是随着新材料的不断出现,解决这个问题显得越来越迫切。如某燃气轮机火焰筒各筒环均采用1.5mm厚gh3044板材,各段单独成型后通过氩弧焊及电阻焊焊接装配成型。
3.现有技术前部环大多采用分瓣冲压成形或旋压成形,分瓣成形使用冲压设备较复杂,且三瓣焊接时由于焊接焊缝处硬化及变形量不可控,导致前部环外型难以达到装配要求;而旋压成形则需专用工装设备,加工成本加较高。
技术实现要素:
4.本发明的目的是提供一种燃气轮机火焰筒前部环的加工方法,以解决前部环成型加工精度低及成本较高的问题。
5.本发明采用以下技术方案:一种燃气轮机火焰筒前部环的加工方法,前部环自头端向尾端由相互焊接的头部环和锥筒环组成,头部环为入口小出口大的环状结构,且头部环靠近锥筒环的一端开口大,头部环的侧壁上贯穿开设有多个通孔,通孔用于调节空气流量,锥筒环为入口大出口小的环状结构、且其靠近头部环的一端开口大,
6.前部环的加工方法由以下步骤组成:
7.利用车床制作出与头部环结构相似的锥形环,
8.在锥形环靠近开口较大一侧的侧壁上、绕锥形环一周开设防折叠槽,
9.将锥形环放置在冲压模具上,使得与头部环内壁型面贴合的冲头对锥形环进行冲压得到头部环状体,
10.将头部环状体套设在冲头外围,利用车床对头部环状体的较小的一端进行切割,使得头部环状体的开口较小的一端的结构与头部环的头端相同,
11.将头部环状体固定在切割装置上,利用切割机对头部环状体的较大的一端进行切割,将较大一端的褶皱部分切除,使得头部环状体的开口较大的一端的结构与头部环的尾端相同,进而得到头部环,
12.然后利用钣金卷圆成型得到锥筒环,
13.将头部环和锥筒环套装在连接装置外侧、且与连接装置同轴设置,使得头部环的尾端和锥筒环的头端相触,然后将头部环的尾端和锥筒环的头端焊接即得前部环。
14.进一步地,冲压模具包括位于下方的柱状凹模和位于上方的冲头,柱状凹模的内凹结构与冲头的下部相互配合对锥形环进行冲压,使得锥形环被冲头冲压然后形成与柱状凹模内凹结构相同的头部环状体。
15.进一步地,切割装置包括圆形的挡板和压块,挡板和压块同轴设置、且通过螺栓相互固定,挡板的外壁用于头部环状体开口较小的一端套入,挡板呈圆形、且其外壁逐渐向外凸出进而与头部环状体开口较小的一端内壁型面贴合,压块的直径大于挡板和头部环状体开口较小一端的直径,压块靠近挡板的一侧用于头部环状体开口较小的一端抵在其侧壁上,进而使得挡板和压块将头部环状体进行固定,便于对头部环状体开口较大一端进行切割。
16.进一步地,连接装置的外壁与前部环的内壁型面贴合,
17.连接装置包括呈弧形的左配装体、中配装体和右配装体,左配装体、中配装体和右配装体的两端依次拼接形成中空的圆环状连接装置,连接装置用于头部环和锥筒环套设在其外壁上,方便对相互接触的头部环的尾端和锥筒环的头端焊接,
18.左配装体、中配装体和右配装体靠近其弧心的一端为配装内端,远离弧心的一端为配装外端,左配装体、中配装体和右配装体的配装内端沿轴向的两个边沿向内凹陷形成配装固定槽,各配装固定槽用于对左配装体、中配装体和右配装体进行固定形成中空圆环状的连接装置。
19.进一步地,连接装置还包括:封板,
20.封板为圆环状,封板用于通过螺栓将其固定在左配装体、中配装体和右配装体依次拼接形成圆环状的配装固定槽内,进而将左配装体、中配装体和右配装体拼接成圆环状的连接装置。
21.进一步地,封板设置有两个,两个封板用于分别固定在左配装体、中配装体和右配装体内端沿轴向的两个边沿向内凹陷形成两个配装固定槽内。
22.进一步地,左配装体与中配装体、右配装体与中配装体相互拼接处均设置为倒角。
23.进一步地,左配装体上、与右配装体拼接的一端开设有凹槽,右配装体上、与左配装体拼接的一端设置为三角的凸起,凸起与凹槽相互配合,使得左配装体和右配装体方便拼接。
24.本发明的有益效果是:本发明中的冲压模具结构简单,成形好,方便操作,降低了加工成本;同时避免了型面尺寸的校型,节省了加工时间,提高生产效率;本发明的加工方法有效的保证搭接口部尺寸的一致性,使各筒环装配后达到理想焊接间隙;同时避免了口部尺寸的校型;本发明中利用切割装置和冲压模具相互配合对前部环进行加工,使得前部环中的头部环和锥筒环搭接口尺寸一致,便于加工;通过设置连接装置使得头部环和锥筒环在保证搭接口尺寸一致的情况下进行焊接,进而得到的前部环成形好,一致性高。
附图说明
25.图1为本发明火焰筒的结构示意图;
26.图2为本发明火焰筒颈部环的结构示意图;
27.图3为本发明加工装置的结构示意图;
28.图4为本发明火焰筒各筒环的结构示意图;
29.图5为本发明筒环装置的结构示意图;
30.图6为本发明前部环的结构示意图;
31.图7为本发明冲压模具的结构示意图;
32.图8为本发明切割装置的结构示意图;
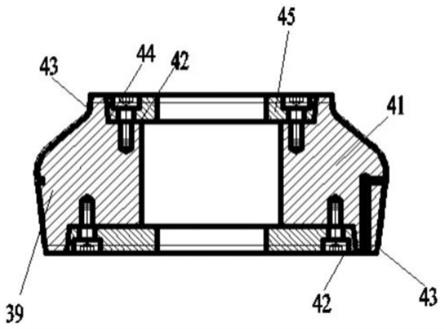
33.图9为本发明连接装置的结构示意图;
34.图10为本发明筒环装置的正视图;
35.图11为本发明装配装置的结构示意图。
36.其中:1.颈部环;2.前部环;3.火焰筒第一段;4.火焰筒第二段;5.火焰筒第三段;6.火焰筒第四段;7.火焰筒第五段;8.后部环;9.底座;10.芯轴;11.第一凸台;12.第二凸台;13.第三凸台;14.第四凸台;15.第五凸台;16.第六凸台;17.颈部盘;18.头端凹槽;20.第一定位盘;21.第二定位盘;22.第三定位盘;23.第四定位盘;24.第五定位盘;25.第六定位盘;26.前圆环;27.锥面环;28.固定筋;29.前压盖;30.后压盖;31.楔形槽;32.支撑柱;33.头部环;34.锥筒环;35.柱状凹模;36.冲头;37.挡板;38.压块;39.左配装体;40.固定螺杆;41.右配装体;42.配装内端;43.配装外端;44.配装固定槽;45.封板;46.前筒环;47.后筒环;48.左支撑体;49.中支撑体;50.右支撑体;51.支撑内端;52.支撑外端;53.支撑固定槽;54.盖板。
具体实施方式
37.下面结合附图和具体实施方式对本发明进行详细说明。
38.本发明公开了一种燃气轮机火焰筒前部环的加工方法,如图6所示,前部环2自头端向尾端由相互焊接的头部环33和锥筒环34组成,头部环33为头端直径小尾端直径大的环状结构、且其靠近锥筒环34的一端为尾端,头部环33的侧壁上贯穿开设有多个通孔,通孔用于调节空气流量,锥筒环34为头端直径大尾端直径小的环状结构、且其靠近头部环33的一端为头端,并且锥筒环34的尾端的直径大于头部环33的头端的直径。
39.前部环2的加工方法由以下步骤组成:
40.利用车床制作出与头部环33结构相似的锥形环,
41.在锥形环靠近开口较大一侧的侧壁上、绕锥形环一周开设防折叠槽,
42.将锥形环放置在冲压模具上,使得与头部环33内壁型面贴合的冲头36对锥形环进行冲压得到头部环状体,
43.将头部环状体套设在冲头36外围,利用车床对头部环状体的较小的一端进行切割,使得头部环状体的开口较小的一端的结构与头部环33的头端相同,
44.将头部环状体固定在切割装置上,利用切割机对头部环状体的较大的一端进行切割,将较大一端的褶皱部分切除,使得头部环状体的开口较大的一端的结构与头部环33的尾端相同,进而得到头部环33,
45.然后利用钣金卷圆成型得到锥筒环34,
46.将头部环33和锥筒环34套装在连接装置外侧、且与连接装置同轴设置,使得头部环33的尾端和锥筒环34的头端相触,然后将头部环33的尾端和锥筒环34的头端焊接即得前部环2。
47.如图7所示,冲压模具包括位于下方的柱状凹模35和位于上方的冲头36,柱状凹模35的内凹结构与冲头36的下部相互配合对锥形环进行冲压,使得锥形环被冲头36冲压然后形成与柱状凹模35内凹结构相同的头部环状体。
48.如图8所示,切割装置包括圆形的挡板37和压块38,挡板37和压块38同轴设置、且
通过螺栓相互固定,挡板37的外壁用于头部环状体开口较小的一端套入,挡板37呈圆形、且其外壁逐渐向外凸出进而与头部环状体开口较小的一端内壁型面贴合,压块38的直径大于挡板37和头部环状体开口较小一端的直径,压块38靠近挡板37的一侧用于头部环状体开口较小的一端抵在其侧壁上,进而使得挡板37和压块38将头部环状体进行固定,便于对头部环状体开口较大一端进行切割。
49.如图9所示,连接装置的外壁与前部环2的内壁型面贴合,连接装置包括呈弧形的左配装体39、中配装体和右配装体41,左配装体39、中配装体和右配装体41的两端依次拼接形成中空的圆环状连接装置,连接装置用于头部环33和锥筒环34套设在其外壁上,方便对相互接触的头部环33的尾端和锥筒环34的头端焊接。
50.左配装体39、中配装体和右配装体41靠近其弧心的一端为配装内端42,远离弧心的一端为配装外端43,左配装体39、中配装体和右配装体41的配装内端42沿轴向的两个边沿向内凹陷形成配装固定槽44,各配装固定槽44用于对左配装体39、中配装体和右配装体41进行固定形成中空圆环状的连接装置。
51.如图9所示,连接装置还包括封板45,封板45为圆环状,封板45用于通过螺栓将其固定在左配装体39、中配装体和右配装体41依次拼接形成圆环状的配装固定槽44内,进而将左配装体39、中配装体和右配装体41拼接成圆环状的连接装置。
52.封板45设置有两个,两个封板45用于分别固定在左配装体39、中配装体和右配装体41内端沿轴向的两个边沿向内凹陷形成两个配装固定槽44内,左配装体39与中配装体、右配装体41与中配装体相互拼接处均设置为倒角。
53.左配装体39上、与右配装体41拼接的一端开设有凹槽,右配装体41上、与左配装体39拼接的一端设置为三角的凸起,凸起与凹槽相互配合,使得左配装体39和右配装体41方便拼接。
54.如图1所示,本发明中火焰筒自头端向尾端依次由同轴设置且均呈环状的:颈部环1、前部环2、火焰筒第一段3、火焰筒第二段4、火焰筒第三段5、火焰筒第四段6、火焰筒第五段7、后部环8组成。本发明中的火焰筒是燃气轮机燃烧室中的重要部件,本发明的火焰筒沿圆周安装于同一个内外壳体间的环腔内,相邻火焰筒通过联焰管联通。
55.如图2所示,颈部环1自头端向尾端由一体连接的前圆环26和锥面环27组成,锥面环27的直径大于前圆环26的直径、构成喇叭状的颈部环1,锥面环27的外壁上、自前圆环26向锥面环27的方向固定连接有固定筋28,固定筋28用于支撑前部环2,并且起到整流的作用。
56.如图6所示,前部环2自头端向尾端由相互焊接的头部环33和锥筒环34组成,头部环33为入口小出口大的环状结构,且头部环33靠近锥筒环34的一端开口大,头部环33的侧壁上贯穿开设有多个通孔,通孔用于调节空气流量,锥筒环34为入口大出口小的环状结构、且其靠近头部环33的一端开口大。
57.如图4所示,火焰筒第一段3、火焰筒第二段4、火焰筒第三段5、火焰筒第四段6、火焰筒第五段7自头端向尾端沿轴向均由外壁呈波形折弯的前筒环46和外壁呈锥形的后筒环47组成。
58.本发明中火焰筒的焊接装配方法由以下步骤组成:
59.将颈部环1的尾端和前部环2的头端通过氩弧焊进行焊接,
60.将火焰筒第一段3的头端通过电阻焊焊接至前部环2的尾端,
61.将火焰筒第二段4的头端通过电阻焊焊接至火焰筒第一段3的尾端,
62.在火焰筒第一段3上利用激光切割机切割形成用于连同其他火焰筒的联通孔,
63.在火焰筒第一段3外壁上、对应联通孔处焊接联焰管,
64.将火焰筒第三段5的头端通过电阻焊焊接至火焰筒第二段4的尾端,
65.将火焰筒第四段6的头端通过电阻焊焊接至火焰筒第三段5的尾端,
66.将火焰筒第五段7的尾端与后部环8的头端通过氩弧焊相互焊接得到火焰筒第五段7与后部环8的连接体,
67.将连接体中火焰筒第五段7的头端与火焰筒第四段6的尾端通过电阻焊相互焊接,
68.在火焰筒第四段6和火焰筒第五段7上开设用于调节火焰筒内空气流量的的节流孔即可。
69.现有技术的加工方法为一般是从头端到尾端或从尾端到头端逐层焊接装配安装,与现有技术相比,本发明的加工方法的优点是:在逐层装配火焰筒第五段7和后部环8时提前将两者通过氩弧焊焊接为一体,然后将连接体通过装配工装装配到位后用电阻焊焊接完毕,从而避免了因最后一层氩弧焊焊接变形较大而导致的筒体同轴度差的问题。
70.在焊接装配时,将颈部环1、前部环2、火焰筒第一段3、火焰筒第二段4、火焰筒第三段5、火焰筒第四段6、火焰筒第五段7、后部环8套入装配装置进行装配和校正,以此保证各个部件的平行度和同轴度。
71.如图11所示,装配装置包括底座9、芯轴10、多个定位盘,底座9呈倒t形,底座9的横向段在下、竖向段在上,底座9的横向段与机床固定连接,芯轴10竖向设置,芯轴10呈柱状,芯轴10与底座9的竖向段同轴设置、且其下端与底座9固定连接,芯轴10的直径自上而下逐渐增大、且沿芯轴10一周轴向设置有多个凸台,各凸台用于装配各环件时保证各个环件的同轴度,多个定位盘呈圆盘状,各定位盘中央位置开设有定位孔,各定位孔用于芯轴10伸入、且与芯轴10的凸台相互配合对对应部件的装配度进行测量和校正。
72.各定位盘的下边沿向内凹陷形成圆形的定位槽,各定位槽的水平段用于搭在位于对应定位盘下侧的部件上,以便检测下侧部件的平行度,各定位槽的竖向段用于下侧部件外边沿伸入,并与下侧部件的内壁相互贴合,以便检测下侧部件的同轴度。
73.芯轴10的凸台设置有六个,自下而上依次为第一凸台11、第二凸台12、第三凸台13、第四凸台14、第五凸台15、第六凸台16,定位盘设置有六个,自下而上依次为第一定位盘20、第二定位盘21、第三定位盘22、第四定位盘23、第五定位盘24、第六定位盘25,第一定位盘20、第二定位盘21、第三定位盘22、第四定位盘23、第五定位盘24、第六定位盘25依次与第一凸台11、第二凸台12、第三凸台13、第四凸台14、第五凸台15、第六凸台16相互对应设置,第一凸台11、第二凸台12、第三凸台13、第四凸台14、第五凸台15、第六凸台16分别用于卡住第一定位盘20、第二定位盘21、第三定位盘22、第四定位盘23、第五定位盘24、第六定位盘25。
74.各定位盘的定位孔的上边沿向内收缩形成内边沿,进而使得各定位孔上小下大,定位孔的内边沿用于卡在芯轴10的凸台上,进而使得定位盘卡在芯轴10的相对的凸台上。
75.如图11所示,装配装置还包括颈部盘17,颈部盘17呈圆形,颈部盘17的一端开口大、另一端开口小,颈部盘17的外侧壁自下而上逐渐向外凸出进而与颈部环1的头端内壁型
面贴合,颈部盘17的中间开设有限位孔,限位孔用于底座9的竖向段伸入,底座9的竖向段用于卡住颈部盘17,使得颈部环1的头端卡在颈部盘17外壁外围,进而依次对其他部件进行固定和焊接。
76.在加工燃气轮机火焰筒时,装配装置的使用方法由以下步骤组成:
77.将颈部盘17的较小开口的一端套设在底座9的竖向段外侧,
78.将颈部环1的头端向下套入颈部盘17的外侧,
79.将第一定位盘20套入芯轴10的定位孔内、且卡在第一凸台11上,使得第一定位盘20的定位槽搭在前部环2的尾端,
80.当第一定位盘20、芯轴10、前部环2的平行度和同轴度一致时,拆掉第一定位盘20,将火焰筒第一段3的头端套入前部环2的尾端,并将火焰筒第一段3的头端与前部环2的尾端焊接,
81.将第二定位盘21套入芯轴10的定位孔内、且卡在第二凸台12上,使得第二定位盘21的定位槽搭在火焰筒第一段3的尾端,
82.当第二定位盘21、芯轴10、火焰筒第一段3的平行度和同轴度一致时,拆掉第二定位盘21,将火焰筒第二段4的头端套入火焰筒第一段3的尾端,并将火焰筒第二段4的头端与火焰筒第一段3的尾端焊接,
83.将第三定位盘22套入芯轴10的定位孔内、且卡在第三凸台13上,使得第三定位盘22的定位槽搭在火焰筒第二段4的尾端,
84.当第三定位盘22、芯轴10、火焰筒第二段4的平行度和同轴度一致时,拆掉第三定位盘22,将火焰筒第三段5的头端套入火焰筒第二段4的尾端,并将火焰筒第三段5的头端与火焰筒第二段4的尾端焊接,
85.将第四定位盘23套入芯轴10的定位孔内、且卡在第四凸台14上,使得第四定位盘23的定位槽搭在火焰筒第三段5的尾端,
86.当第四定位盘23、芯轴10、火焰筒第三段5的平行度和同轴度一致时,拆掉第四定位盘23,将火焰筒第四段6的头端套入火焰筒第三段5的尾端,并将火焰筒第四段6的头端与火焰筒第三段5的尾端焊接,
87.将第五定位盘24套入芯轴10的定位孔内、且卡在第五凸台15上,使得第五定位盘24的定位槽搭在火焰筒第四段6的尾端,
88.当第五定位盘24、芯轴10、火焰筒第四段6的平行度和同轴度一致时,拆掉第五定位盘24,将火焰筒第五段7的头端套入火焰筒第四段6的尾端,并将火焰筒第五段7的头端与火焰筒第四段6的尾端焊接,
89.将第六定位盘25套入芯轴10的定位孔内、且卡在第六凸台16上,使得第六定位盘25的定位槽搭在后部环8的尾端,当第六定位盘25、芯轴10、后部环8的平行度和同轴度一致时装配结束。
90.如图4所示,火焰筒第一段3、火焰筒第二段4、火焰筒第三段5、火焰筒第四段6、火焰筒第五段7沿轴向均由外壁呈波形折弯的前筒环46和外壁呈锥形的后筒环47组成,前筒环46先利用车加工,然后通过线切割,再打磨而得,后筒环47先进行线切割、然后卷圆、焊接,最后将前筒环46和后筒环47通过氩弧焊相互焊接得到各筒环,待焊接完成后入炉去除应力,然后打磨焊缝,将打磨好的各筒环重新装配于工装上进行电火花打孔。现有技术中通
常是先将分瓣冲压或旋压成型得到的火焰筒各段再焊接成型,然后再将各段装配进行焊接得到,现有技术中得到的火焰筒圆柱段焊缝是顺着火焰筒各段自头端向尾端走向,火焰筒圆柱段圆柱度及装配要求较难保证,从而影响火焰筒的性能,而本发明中焊缝是环绕筒环设置,并且通过筒环装置逐层加工得到火焰筒,本发明的加工方法加工过程简单,仅需卷制锥筒和车加工波形前筒段,同时常规方法即可保证两端接口尺寸精度,避免了接口处焊缝不规整而影响后续装配精度。
91.在加工得到前筒环46和后筒环47后,前筒环46和后筒环47装配在筒环装置上,使得前筒环46的尾端和后筒环47的头端相触,然后将前筒环46的尾端和后筒环47的头端焊接分别得到火焰筒第一段3、火焰筒第二段4、火焰筒第三段5、火焰筒第四段6、火焰筒第五段7。
92.如图10和图5所示,筒环装置的外壁与各筒环的内壁型面贴合,筒环装置的结构与连接装置的结构非常相似,筒环装置包括呈弧形的左支撑体48、中支撑体49和右支撑体50,左支撑体48、中支撑体49和右支撑体50的两端依次拼接形成中空的圆环状筒环装置,筒环装置用于前筒环46和后筒环47套设在其外壁上,方便将前筒环46的尾端和后筒环47的头端焊接。
93.左支撑体48、中支撑体49和右支撑体50靠近其弧心的一端为支撑内端51,远离弧心的一端为支撑外端52,左支撑体48、中支撑体49和右支撑体50的支撑内端51沿轴向的两个边沿向内凹陷形成支撑固定槽53,各支撑固定槽53用于对左支撑体48、中支撑体49和右支撑体50进行固定形成中空圆环状的筒环装置。
94.如图5所示,筒环装置还包括盖板54,盖板54为圆环状,盖板54用于通过螺栓将其固定在左支撑体48、中支撑体49和右支撑体50依次拼接形成圆环状的支撑固定槽53内,进而将左支撑体48、中支撑体49和右支撑体50拼接成圆环状的筒环装置。
95.盖板54设置有两个,两个盖板54用于分别固定在左支撑体48、中支撑体49和右支撑体50内端沿轴向的两个边沿向内凹陷形成两个支撑固定槽53内,左支撑体48与中支撑体49、右支撑体50与中支撑体49相互拼接处均设置为倒角。
96.左支撑体48上、与右支撑体50拼接的一端开设有凹槽,右支撑体50上、与左支撑体48拼接的一端设置为三角的凸起,凸起与凹槽相互配合,使得左支撑体48和右支撑体50方便拼接。
97.如图2所示,颈部环1自头端向尾端由一体连接的前圆环26和锥面环27组成,锥面环27的直径大于前圆环26的直径、进而构成喇叭状的颈部环1,即前圆环26的尾端与锥面环27的头端一体链接,颈部环1的两端分别为前圆环26的头端和锥面环27的尾端,锥面环27的外壁上、自前圆环26向锥面环27的方向固定连接有固定筋28,固定筋28用于支撑前部环2,并且起到整流的作用。
98.颈部环1在加工时需要利用加工装置来完成,如图3所示,加工装置包括:前压盖29和后压盖30,前压盖29为圆板状,前压盖29一侧的边沿向内凹陷形成头端凹槽18,头端凹槽18用于前圆环26的头端伸入,进而使得前圆环26的轴线和前压盖29的轴线重合,后压盖30为圆板状,后压盖30与前压盖29平行设置,后压盖30上、靠近前压盖29一侧的边沿自前向后呈慢坡状,并形成楔形槽31,即后压盖30上、靠近前压盖29的一侧直径与前压盖29直径相同,而后压盖30上、远离前压盖29的一侧直径略大于前压盖29的直径,进而利用后压盖30倾
斜的边沿形成楔形槽31,楔形槽31用于锥面环27的尾端伸入,前压盖29和后压盖30相对设置且相互配合将颈部环1相互夹持,进而使得四轴加工设备对颈部环1进行铣加工,在加工时先用四轴加工设备的四爪卡盘将加工装置夹紧并固定,然后再对颈部环1进行铣加工。
99.后压盖30的另一侧固定连接有支撑柱32,支撑柱32呈柱状,支撑柱32的轴线与后压盖30的轴线重合,支撑柱32用于四轴加工设备的四爪卡盘对其进行夹持,进而对加工装置进行固定,前压盖29上贯穿开设有前通孔,后压盖30上贯穿开设有后通孔,前通孔和后通孔均用于固定螺杆40穿过,依次将前压盖29、颈部环1、后压盖30进行固定。
100.以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1