六角法兰面螺栓的加工装置及其成型加工方法与流程
1.本发明涉及机械技术领域,尤其涉及一种六角法兰面螺栓的加工装置及其成型加工方法。
背景技术:
2.目前,六角法兰面螺栓冷成型工艺采用四工序冷镦成型为,如图1a~图1g。切料;第一工序将材料1挤压变形成螺纹坯径2;第二工序螺栓头部镦粗预成型为预成型料3;第三工序预成型镦制六角,为预成型料4;第四工序镦制六角头法兰面和螺栓杆部尾端倒角,为预成型料5。其中经过二、三工序头部冷镦预成型,材料冷作硬化现象严重,材料的强度会随着变形量的增大而增加,相对材料流动性变差,对第四工序冲压模寿命产生不良影响。并且,螺栓六角头部为平面结构,无凹穴减重结构,材料用量较多。在大批量生产中,现有的冷成型工艺对模具的损耗和材料的损耗都是巨大的。
3.综上可知,现有的六角法兰面螺栓加工的技术在实际使用上,显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
4.针对上述的缺陷,本发明的目的在于提供一种角法兰面螺栓的加工装置及其成型加工方法,以实现六角法兰面螺栓冷成型工艺的精益化生产。
5.为了实现上述发明目的,本发明提供了一种六角法兰面螺栓的加工装置,包括冷镦机,所述加工装置还包括:
6.第一工位冷镦模具,安装在所述冷墩机上,执行第一工位冷镦加工,所述第一工位冷镦模具包括第一工位上模和第一工位下模;所述第一工位上模具有将预制的切料的一端挤压成所述六角法兰面螺栓的预成型头部的一序冲头型腔;所述第一工位下模具有将所述切料的另一端挤压成所述六角法兰面螺栓的螺纹坯径的一序下模型腔;在完成所述第一工位冷镦加工后,制成所述六角法兰面螺栓的预成型模料;
7.第二工位冷镦模具,安装在所述冷墩机上,执行第二工位冷镦加工,所述第二工位冷镦模具包括第二工位上模和第二工位下模;所述第二工位上模具有将所述六角法兰面螺栓的预成型头部挤压膨胀成型为所述六角法兰面螺栓的六角法兰面头部的二序冲头型腔;所述第二工位下模具有将所述螺纹坯径挤压成所述六角法兰面螺栓的杆部尾端倒角的二序下模型腔;在完成所述第二工位冷镦加工后,制成所述六角法兰面螺栓。
8.根据所述的加工装置,所述第一工位上模包括:
9.第一弹簧座,固定在所述冷墩机上;
10.第一弹簧,套设在所述第一弹簧座上;
11.一序冲头,设置在所述第一弹簧座的前端,所述一序冲头的一端具有第一上模顶杆腔体,另一端具有所述一序冲头型腔;
12.第一上模顶杆,设置于所述第一弹簧座的前端,并插入所述第一上模顶杆腔体;
13.一序冲头套,固定在所述冷墩机上,并且套设在所述第一弹簧座和所述一序冲头外侧;所述一序冲头相对于所述一序冲头套滑动;
14.所述第一工位下模包括:
15.第一下模顶杆座,设置于所述第一工位下模的后端,并固定在所述冷镦机上;
16.第一下模垫块,设置于所述第一下模顶杆座的前端,并且在所述第一下模垫块上开设有第一通道腔体;
17.一序下模,设置于所述第一工位下模的前端,其前端设置有所述一序下模型腔,其后端设置有第二通道腔体;
18.第一下模顶杆,由所述第一下模顶杆座伸出,并依次穿过所述第一通道腔体和第二通道腔体,并在完成所述第一工位冷镦加工后,将所述预成型模料顶出。
19.根据所述的加工装置,所述第二工位上模包括:
20.二序冲头,固定在所述冷镦机上;其后端设置有垫块模腔,其前端设置有所述二序冲头型腔;
21.第二弹簧,套设在所述二序冲头的后端上;
22.第二上模垫块,设置于所述垫块模腔内,相对于所述垫块模腔滑动;
23.六方推杆,设置于所述垫块模腔内,并位于所述第二上模垫块的前端;
24.所述第二工位下模包括:
25.第二下模顶杆座,设置于所述第二工位下模的后端,并固定在所述冷镦机上;
26.第二下模垫块,设置于所述第二下模顶杆座的前端,并且在所述第二下模垫块上开设有第三通道腔体;
27.二序下模,设置于所述第二工位下模的前端,其前端设置有所述二序下模型腔,其后端设置有第四通道腔体;
28.第二下模顶杆,由所述第二下模顶杆座伸出,并依次穿过所述第三通道腔体和第四通道腔体,并在完成所述第二工位冷镦加工后,将所述预成型模料顶出。
29.根据所述的加工装置,所述六角法兰面螺栓的预成型头部为倒锥型结构;其中所述倒锥型结构的顶部圆弧在所述一序冲头型腔内成型,所述倒锥型结构的下方锥形部分在所述一序下模型腔内成型。
30.根据所述的加工装置,所述六方推杆的前端具有凹穴腔,所述凹穴腔成型所述六角法兰面螺栓头部的减重凹穴。
31.为了实现本发明另一发明目的,本发明还提供了一种利用上述任一项所述的加工装置加工六角法兰面螺栓的方法,包括:
32.将预制的切料运送到第一工位冷镦模具的第一工位上模和第一工位下模之间;所述第一工位上模向所述第一工位下模方向移动,所述预制的切料被挤压入所述第一工位上模的一序冲头型腔和所述第一工位下模的一序下模型腔;在所述第一工位上模和第一工位下模贴合再开模后,制成所述六角法兰面螺栓的预成型模料;
33.将所述预成型模料运送到第二工位冷镦模具的第二工位上模和第二工位下模之间;所述第二工位上模向所述第二工位下模方向移动,所述预成型模料被挤压入所述第二工位上模的二序冲头型腔和所述第二工位下模的二序下模型腔;在所述第二工位上模和第二工位下模贴合再开模后,制成所述六角法兰面螺栓。
34.根据所述的方法,所述第一工位上模向所述第一工位下模方向移动,所述预制的切料被挤压入所述第一工位上模的一序冲头型腔和所述第一工位下模的一序下模型腔;在所述第一工位上模和第一工位下模贴合再开模后,制成所述六角法兰面螺栓的预成型模料包括:
35.所述第一工位上模向所述第一工位下模方向移动;
36.在所述第一工位上模与所述第一工位下模贴合时,所述预制的切料被挤压入所述一序冲头的一序冲头型腔和所述一序下模的一序下模型腔,分别挤压成型所述六角法兰面螺栓的预成型头部和所述六角法兰面螺栓的螺纹坯径;
37.在所述第一工位上模与所述第一工位下模开模时,所述第一工位上模远离所述第一工位下模;所述第一下模顶杆将所述六角法兰面螺栓的预成型模料顶出。
38.根据所述的方法,所述第二工位上模向所述第二工位下模方向移动,所述预成型模料被挤压入所述第二工位上模的二序冲头型腔和所述第二工位下模的二序下模型腔;在所述第二工位上模和第二工位下模贴合再开模后,制成所述六角法兰面螺栓包括:
39.所述第二工位上模向所述第二工位下模方向移动;
40.在所述第二工位上模与所述第二工位下模贴合时,所述六角法兰面螺栓的预成型模料被挤压入所述二序冲头的二序冲头型腔和所述二序下模的二序下模型腔,分别挤压成型所述六角法兰面螺栓的六角法兰面头部和所述六角法兰面螺栓的杆部尾端倒角;
41.在所述第二工位上模与所述第二工位下模开模时,所述第二工位上模远离所述第二工位下模;所述第二下模顶杆将所述六角法兰面螺栓顶出。
42.根据所述的方法,所述六角法兰面螺栓的预成型头部为倒锥型结构;其中所述倒锥型结构的顶部圆弧在所述一序冲头型腔内成型,所述倒锥型结构的下方锥形部分在所述一序下模型腔内成型;
43.所述六方推杆的前端具有凹穴腔,所述凹穴腔成型所述六角法兰面螺栓头部的减重凹穴。
44.为实现本发明另一发明目的,本发明还提供了一种利用上述任一项所述的加工装置加工的六角法兰面螺栓。
45.本发明通过将六角法兰面螺栓的加工装置设置为包括第一工位冷镦模具,所述第一工位冷镦模具包括第一工位上模和第一工位下模;第二工位冷镦模具包括第二工位上模和第二工位下模;其中第一工位冷镦模具执行第一工序是六角法兰面螺栓头部预成型,六角法兰面螺栓杆部挤压变形成螺纹坯径,六角法兰面螺栓预成型头部采用倒锥型结构,六角法兰面螺栓头部预成型部分的顶部圆弧在上模腔内成型,下方倒锥形部分在下模腔内成型。此预成型结构在镦粗过程中有利于材料流动,对下工序加压变形有所帮助。第二工位冷镦模具执行第二工序是镦制成型六角头法兰面和螺栓杆部尾端倒角,此第二工序通过上模和下模的挤压,将第一工序预成型的结构挤压镦制成六角法兰面螺栓尺寸要求。此外,六角法兰面螺栓的头部的具有减重凹穴。由此,本发明实现了六角法兰面螺栓冷成型工艺的精益化生产。
附图说明
46.图1a是现有技术加工六角法兰面螺栓的切料的结构示意图;
47.图1b是现有技术的第一工序加工的六角法兰面螺栓的结构示意图;
48.图1c是现有技术的第二工序加工的六角法兰面螺栓的结构示意图;
49.图1d是现有技术的第三工序加工的六角法兰面螺栓的结构示意图;
50.图1e是现有技术的第三工序加工的六角法兰面螺栓的俯视图;
51.图1f是现有技术的第三工序加工的六角法兰面螺栓的结构示意图;
52.图1g是现有技术的第三工序加工的六角法兰面螺栓的俯视图;
53.图2a是本发明实施例中的加工六角法兰面螺栓的切料的结构示意图;
54.图2b是本发明实施例中第一工序加工的六角法兰面螺栓的结构示意图;
55.图2c是本发明实施例中第二工序加工的六角法兰面螺栓的结构示意图;
56.图2d是本发明实施例中第二工序加工的六角法兰面螺栓的俯视图;
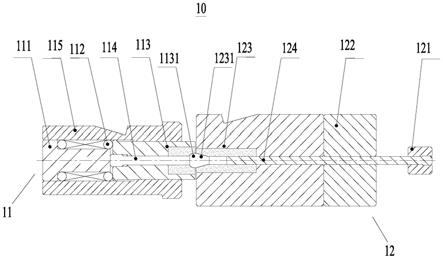
57.图3a是本发明实施例中的第一工位冷镦模具的结构示意图;
58.图3b是本发明实施例中的一序冲头的结构示意图;
59.图3c是图3b中a处的放大图;
60.图3d是本发明实施例中的一序下模的结构示意图;
61.图3e是本发明实施例中的第一下模垫块的结构示意图;
62.图4a是本发明实施例中的第二工位冷镦模具的结构示意图;
63.图4b是本发明实施例中的二序冲头的结构示意图;
64.图4c是图4b中b处的放大图;
65.图4d是图4b中b处的超硬部局部图;
66.图4e是本发明实施例中的二序下模的结构示意图;
67.图4f是本发明实施例中的第二下模垫块的结构示意图;
68.图5是本发明实施例中的加工装置加工六角法兰面螺栓的方法流程图。
具体实施方式
69.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
70.参见图2a~图4f,在本发明的一个实施例中,提供了一种六角法兰面螺栓的加工装置,包括冷镦机,所述加工装置还包括:
71.第一工位冷镦模具10,安装在所述冷墩机上,执行第一工位冷镦加工,所述第一工位冷镦模具10包括第一工位上模11和第一工位下模12;所述第一工位上模11具有将预制的切料30的一端挤压成所述六角法兰面螺栓33的预成型头部311的一序冲头型腔1131;所述第一工位下模12具有将所述切料的另一端挤压成所述六角法兰面螺栓33的螺纹坯径312的一序下模型腔1231;在完成所述第一工位冷镦加工后,制成所述六角法兰面螺栓33的预成型模料31;
72.第二工位冷镦模具20,安装在所述冷墩机上,执行第二工位冷镦加工,所述第二工位冷镦模具20包括第二工位上模21和第二工位下模22;所述第二工位上模21具有将所述六角法兰面螺栓33的预成型头部311挤压膨胀成型为所述六角法兰面螺栓33的六角法兰面头部331的二序冲头型腔2112;所述第二工位下模22具有将所述螺纹坯径312挤压成所述六角
法兰面螺栓33的杆部332尾端倒角的二序下模型腔2231;在完成所述第一工位冷镦加工后,制成所述六角法兰面螺栓33。
73.在该实施例中,提供的六角法兰面螺栓33的加工装置,包括冷镦机、第一工位冷镦模具10以及第二工位冷镦模具20。其中,第一工位冷镦模具10执行第一工位冷镦加工,包括第一工位上模11和第一工位下模12;第一工位上模11具的一序冲头型腔1131用于将预制的切料30的一端挤压成所述六角法兰面螺栓33的预成型头部311;而第一工位下模12的一序下模型腔1231用于将所述切料的另一端挤压成所述六角法兰面螺栓33的螺纹坯径312。优选的,所述六角法兰面螺栓33的预成型头部311为倒锥型结构;其中所述倒锥型结构的顶部圆弧在所述一序冲头型腔1131内成型,所述倒锥型结构的下方锥形部分在所述一序下模型腔1231内成型;此预成型结构在镦粗过程中有利于材料流动,对下一个工序加压变形有所帮助。
74.而第二工位冷镦模具20执行第二工位冷镦加工,所述第二工位冷镦模具20包括第二工位上模21和第二工位下模22;第二工位上模21的二序冲头型腔2112用于将所述六角法兰面螺栓33的预成型头部311挤压膨胀成型为所述六角法兰面螺栓33的六角法兰面头部331;第二工位下模22的二序下模型腔2231用于将所述螺纹坯径312挤压成所述六角法兰面螺栓33的杆部332尾端倒角;在完成所述第二工位冷镦加工后,制成所述六角法兰面螺栓33。在本技术的多个实施例的附图中,冷镦机未示出。
75.参见图2a~图4f在本发明的一个实施例中,所述第一工位上模11包括:
76.第一弹簧111,固定在所述冷墩机上;
77.第一弹簧112,套设在所述第一弹簧111上;具体的该第一弹簧112套设在第一弹簧112底座的中部,在第一弹簧112受到一序冲头113压缩后,对一序冲头113起到向前推动的作用。
78.一序冲头113,设置在所述第一弹簧111的前端,所述一序冲头113的一端具有第一上模顶杆腔体1132,另一端具有所述一序冲头型腔1131;一序冲头型腔1131将预制的切料30的一端挤压成所述六角法兰面螺栓33的预成型头部311;
79.第一上模顶杆114,设置于所述第一弹簧111的前端,并插入所述第一上模顶杆腔体1132;第一上模顶杆114可推动在一序冲头型腔1131中的预制的切料30;该预制的切料30通常是按照六角法兰面螺栓33的尺寸要求,切割相应体积的金属材料。
80.一序冲头套115,固定在所述冷墩机上,并且套设在所述第一弹簧111和所述一序冲头113外侧;所述一序冲头113相对于所述一序冲头套115滑动;一序冲头套115可选的通过锁紧螺钉固定在冷镦机上。
81.所述第一工位下模12包括:
82.第一下模顶杆座121,设置于所述第一工位下模12的后端,并固定在所述冷镦机上;
83.第一下模垫块122,设置于所述第一下模顶杆座121的前端,并且在所述第一下模垫块122上开设有第一通道腔体1221;
84.一序下模123,设置于所述第一工位下模12的前端,其前端设置有所述一序下模型腔1231,其后端设置有第二通道腔体1232;
85.第一下模顶杆124,由所述第一下模顶杆座121伸出,并依次穿过所述第一通道腔
体1221和第二通道腔体1232,并在完成所述第一工位冷镦加工后,将所述预成型模料31顶出。
86.在该实施例中,第一工位冷镦加工为第一工序,其是本发明的关键成型工序。通过该第一工序使六角法兰面螺栓33的头部和杆部332的预成型。其中,一序冲头套115通过锁紧螺钉固定在冷镦机上,一序下模123通过锁紧螺钉固定在冷镦机上。序号111~115模具组成整体第一工位上模11结构,一序冲头套115与一序冲头113之间可以相互滑动,上模部分做往复运动,金属材料(即所述预制的切料30)在第一工位上模11和第一工位下模12之间挤压变形。首先,切断的金属材料通过冷镦机机械夹钳运送到上下模之间,随后111~115第一工位上模11开始向靠近第一工位下模12方向移动,金属材料在一序冲头型腔1131内挤压膨胀变形,在一序下模型腔1231内挤压收缩为螺纹坯径312。当第一工位上模11和第一工位下模12贴合后,一序螺栓预变形完成,随后第一工位上模11开始向远离第一工位下模12方向移动,第一下模顶杆124将预成型模料31从一序下模123的一序下模型腔1231内顶出,冷镦机机械夹钳将预成型模料31夹住,准备运送到第二工位冷镦模具20加工变形。
87.参见图2a~图4f在本发明的一个实施例中,所述第二工位上模21包括:
88.二序冲头211,固定在所述冷镦机上;其后端设置有垫块模腔2111,其前端设置有所述二序冲头型腔2112;
89.第二弹簧212,套设在所述二序冲头211的后端上;具体的该第二弹簧212套设在二序冲头211的后端,在第二弹簧212受到二序冲头211压缩后,对二序冲头211起到向前推动的作用。
90.第二上模垫块213,设置于所述垫块模腔2111内,相对于所述垫块模腔2111滑动;
91.六方推杆214214,设置于所述垫块模腔2111内,并位于所述第二上模垫块213的前端;此外,优选的所述六方推杆214的前端具有凹穴腔2141,所述凹穴腔2141成型所述六角法兰面螺栓33头部的减重凹穴。该减重凹穴可减少减重凹穴的重量,节约加工材料。
92.所述第二工位下模22包括:
93.第二下模顶杆座221,设置于所述第二工位下模22的后端,并固定在所述冷镦机上;
94.第二下模垫块222,设置于所述第二下模顶杆座221的前端,并且在所述第二下模垫块222上开设有第三通道腔体2221;
95.二序下模223,设置于所述第二工位下模22的前端,其前端设置有所述二序下模型腔2231,其后端设置有第四通道腔体2232;
96.第二下模顶杆224,由所述第二下模顶杆座221伸出,并依次穿过所述第三通道腔体2221和第四通道腔体2232,并在完成所述第二工位冷镦加工后,将所述预成型模料31顶出。
97.在该实施例中,第二工位冷镦加工为第二工序,其是本发明的成型最终工序。二序冲头211通过限位销固定在冷镦机上,二序下模223通过锁紧螺钉固定在冷镦机上。序号211~214模具组成整体第二工位上模21结构,第二工位上模21部分做往复运动,一序的预成型模料31在第二工位上模21和第二工位下模22之间挤压变形。首先,预成型模料31通过冷镦机机械夹钳运送到第二工位上模21和第二工位下模22之间,随后211~214第二工位上模21开始向靠近第二工位下模22方向移动,预成型模料31在二序冲头型腔2112内挤压膨胀成型
为六角法兰面头部331,六方推杆214成型螺栓头部减重凹穴333,在二序下模型腔2231内挤压螺栓杆部332尾端倒角。当第二工位上模21和第二工位下模22贴合后,二序螺栓变形完成,达到六角法兰面螺栓33尺寸要求。
98.在本发明的一个实施例中,优选的,所述六角法兰面螺栓33的预成型头部311为倒锥型结构;其中所述倒锥型结构的顶部圆弧在所述一序冲头型腔1131内成型,所述倒锥型结构的下方锥形部分在所述一序下模型腔1231内成型。
99.参见图2a~图4f以及图5,在本发明的一个实施例中,还提供了一种利用上述任一实施例所述的加工装置加工六角法兰面螺栓33的方法,包括:
100.步骤s501,将预制的切料30运送到第一工位冷镦模具10的第一工位上模11和第一工位下模12之间;所述第一工位上模11向所述第一工位下模12方向移动,所述预制的切料30被挤压入所述第一工位上模11的一序冲头型腔1131和所述第一工位下模12的一序下模型腔1231;在所述第一工位上模11和第一工位下模12贴合再开模后,制成所述六角法兰面螺栓33的预成型模料31;该步骤为粗镦步骤;
101.步骤s502,将所述预成型模料31运送到第二工位冷镦模具20的第二工位上模21和第二工位下模22之间;所述第二工位上模21向所述第二工位下模22方向移动,所述预成型模料31被挤压入所述第二工位上模21的二序冲头型腔2112和所述第二工位下模22的二序下模型腔2231;在所述第二工位上模21和第二工位下模22贴合再开模后,制成所述六角法兰面螺栓33;该步骤为精镦步骤。
102.在该实施例中,根据六角法兰面螺栓33的尺寸,切割相应的体积切料;该切料为金属材料制成,例如金属铜或者铝等。第一工位冷镦模具10是用于执行第一工位冷镦加工的,本加工方法的第一工序是六角法兰面螺栓33的头部预成型,角法兰面螺栓的杆部332挤压变形成螺纹坯径312,六角法兰面螺栓33的预成型头部311采用倒锥型结构,六角法兰面螺栓33的头部预成型部分的顶部圆弧在上模腔内成型,下方锥形部分在下模腔内成型。此预成型结构在镦粗过程中有利于材料流动,对下工序加压变形有所帮助。第二工位冷镦模具20是用于执行第二工位冷镦加工的,本加工方法的第二工序是镦制六角法兰面螺栓33的六角头法兰面和六角法兰面螺栓33的螺栓杆部332尾端倒角,此第二工序通过第二工位上模21和第二工位下模22的复合挤压,将第一工序预成型的结构挤压镦制成六角法兰面螺栓33尺寸要求,最终制成所述六角法兰面螺栓33。
103.在本发明的一个实施例中,所述第一工位上模11向所述第一工位下模12方向移动,所述预制的切料30被挤压入所述第一工位上模11的一序冲头型腔1131和所述第一工位下模12的一序下模型腔1231;在所述第一工位上模11和第一工位下模12贴合再开模后,制成所述六角法兰面螺栓33的预成型模料31包括:
104.所述第一工位上模11向所述第一工位下模12方向移动;
105.在所述第一工位上模11与所述第一工位下模12贴合时,所述预制的切料30被挤压入所述一序冲头113的一序冲头型腔1131和所述一序下模123的一序下模型腔1231,分别挤压成型所述六角法兰面螺栓33的预成型头部311和所述六角法兰面螺栓33的螺纹坯径312;
106.在所述第一工位上模11与所述第一工位下模12开模时,所述第一工位上模11远离所述第一工位下模12;所述第一下模顶杆124将所述六角法兰面螺栓33的预成型模料31顶出。
107.在该实施例中,第一工位下模12固定不动,第一工位上模11向所述第一工位下模12方向移动;在所述第一工位上模11与所述第一工位下模12贴合时,预制的切料30被挤压入所述一序冲头113的一序冲头型腔1131和所述一序下模123的一序下模型腔1231,分别挤压变形六角法兰面螺栓33的预成型头部311和六角法兰面螺栓33的螺纹坯径312,制成六角法兰面螺栓33的预成型模料31。该预成型模料31由于预成型头部311为倒锥型结构,有利于下一工序的材料流动,由此避免了现有技术四工序加工过程中,经过二、三工序头部冷镦预成型,金属材料冷作硬化现象严重,金属材料的强度会随着变形量的增大而增加,相对金属材料流动性变差,对第四工序冲压模寿命产生不良影响的问题。
108.在本发明的一个实施例中,所述第二工位上模21向所述第二工位下模22方向移动,所述预成型模料31被挤压入所述第二工位上模21的二序冲头型腔2112和所述第二工位下模22的二序下模型腔2231;在所述第二工位上模21和第二工位下模22贴合再开模后,制成所述六角法兰面螺栓33包括:
109.所述第二工位上模21向所述第二工位下模22方向移动;
110.在所述第二工位上模21与所述第二工位下模22贴合时,所述六角法兰面螺栓33的预成型模料31被挤压入所述二序冲头211的二序冲头型腔2112和所述二序下模223的二序下模型腔2231,分别挤压成型所述六角法兰面螺栓33的六角法兰面头部331和所述六角法兰面螺栓33的杆部332尾端倒角;
111.在所述第二工位上模21与所述第二工位下模22开模时,所述第二工位上模21远离所述第二工位下模22;所述第二下模顶杆224将所述六角法兰面螺栓33顶出。
112.在本发明的一个实施例中,第二工位下模22固定不动,第二工位上模21向所述第二工位下模22方向移动;在所述第二工位上模21与所述第二工位下模22贴合时,所述预成型模料31分别被挤压入二序冲头211的二序冲头型腔2112和二序下模223的二序下模型腔2231,即六角法兰面螺栓33的预成型头部311挤压成型所述六角法兰面螺栓33的六角法兰面头部331;所述六角法兰面螺栓33的螺纹坯径312挤压成型所述六角法兰面螺栓33的杆部332尾端倒角;最后第二工位上模21与所述第二工位下模22开模后,由第二下模顶杆224将所述六角法兰面螺栓33顶出,完成六角法兰面螺栓33的加工。优选的,所述六方推杆214的前端具有凹穴腔2141,所述凹穴腔2141成型所述六角法兰面螺栓33头部的减重凹穴。由此加工的六角法兰面螺栓33的头部的具有减重凹穴。
113.此外,在本发明的一个实施例中,还提供了一种上述任一实施例所述的加工装置加工的六角法兰面螺栓33,并且所述六角法兰面螺栓33的头部的具有减重凹穴333。
114.由此可见,本发明上说多个的实施例所述的加工装置和加工方法,采用精益化冷镦成型工艺生产的六角法兰面螺栓33,其加工工序只需要两个工序比现有的加工方式少了两个工序,避免了现有技术中的四工序中,经过二、三工序头部冷镦预成型,金属材料冷作硬化现象严重,金属材料的强度会随着变形量的增大而增加,相对材料流动性变差,对第四工序冲压模寿命产生不良影响的问题,提高了加工效率。此外,由于六角法兰面螺栓33的头部的具有减重凹穴的结构设计,因此六角法兰面螺栓33重量比现有成型工艺制成的六角法兰面螺栓33的重量减重5%,节省了材料。此外,由于第一、二工位冷镦模具的变形工序由四工序降低为两工序,冷镦模具费用降低50%,节省了模具费用,实现了六角法兰面螺栓33冷成型工艺的精益化生产。
115.本发明通过将六角法兰面螺栓的加工装置设置为包括第一工位冷镦模具,所述第一工位冷镦模具包括第一工位上模和第一工位下模;第二工位冷镦模具包括第二工位上模和第二工位下模;其中第一工位冷镦模具执行第一工序是六角法兰面螺栓头部预成型,六角法兰面螺栓杆部挤压变形成螺纹坯径,六角法兰面螺栓预成型头部采用倒锥型结构,六角法兰面螺栓头部预成型部分的顶部圆弧在上模腔内成型,下方倒锥形部分在下模腔内成型。此预成型结构在镦粗过程中有利于材料流动,对下工序加压变形有所帮助。第二工位冷镦模具执行第二工序是镦制成型六角头法兰面和螺栓杆部尾端倒角,此第二工序通过上模和下模的挤压,将第一工序预成型的结构挤压镦制成六角法兰面螺栓尺寸要求。此外,六角法兰面螺栓的头部的具有减重凹穴。由此,本发明实现了六角法兰面螺栓冷成型工艺的精益化生产。
116.当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1