基于振镜与平台轨迹的联动切割系统及其控制方法与流程
1.本发明涉及一种基于振镜与平台轨迹的联动切割系统及其控制方法。
背景技术:
2.目前,激光微加工钻孔或大幅面的切割等方法主要为振镜拼接钻孔以及平台运动钻孔等方式,无法进一步提升加工的效率以及拼接的整体精度。
3.当前振镜拼接方式的加工钻孔或大范围切割,效率较低,而且产生的位置误差主要在于拼接处,缺点较为明显。采用联动切割系统控制时,振镜与平台处于同一控制器振镜控制卡进行控制,振镜运动的同时平台同步进行运动,所有位置参数均由控制卡进行下发,避免了拼接产生的拼接痕以及拼接误差等问题。
技术实现要素:
4.本发明的目的是克服现有技术存在的不足,提供一种基于振镜与平台轨迹的联动切割系统及其控制方法。
5.本发明的目的通过以下技术方案来实现:
6.基于振镜与平台轨迹的联动切割系统,特点是:包含上位机单元、激光器单元、rtc6
‑
syncaxis振镜控制卡、excelliscan14振镜单元、rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口、acs主控制器和acs slec模块,所述上位机单元分别与激光器单元、rtc6
‑
syncaxis振镜控制卡及acs主控制器连接,所述rtc6
‑
syncaxis振镜控制卡与excelliscan14振镜单元、激光器单元和rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口连接,所述acs主控制器与x
‑
y轴加工平台的x轴运动单元和y轴运动单元以及z轴驱动器连接,x轴运动单元上安装有x轴光栅尺反馈单元,y轴运动单元上安装有y轴光栅尺反馈单元,z轴驱动器上安装有z轴光栅尺反馈单元,x轴光栅尺反馈单元和y轴光栅尺反馈单元及z轴光栅尺反馈单元与acs主控制器相连,所述acs主控制器与acs slec模块连接,acs slec模块连接rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口。
7.进一步地,上述的基于振镜与平台轨迹的联动切割系统,其中,上位机单元通过ethercat总线与acs主控制器相连,通过ethercat总线与激光器单元相连。
8.进一步地,上述的基于振镜与平台轨迹的联动切割系统,其中,上位机单元通过pcie总线与rtc6
‑
syncaxis振镜控制卡相连,rtc6
‑
syncaxis振镜控制卡安装于上位机pc主板内pcie卡槽之中,通过pcie总线通讯控制rtc6
‑
syncaxis振镜控制卡。
9.进一步地,上述的基于振镜与平台轨迹的联动切割系统,其中,rtc6
‑
syncaxis振镜控制卡通过sl2
‑
100通讯方式与excelliscan14振镜单元通信连接,rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口通过sl2
‑
100通讯方式与acs slec模块通信连接。
10.进一步地,上述的基于振镜与平台轨迹的联动切割系统,其中,激光器单元通过高频控制线与rtc6
‑
syncaxis振镜控制卡相连,rtc6
‑
syncaxis振镜控制卡通过ttl电平控制激光器出光。
11.进一步地,上述的基于振镜与平台轨迹的联动切割系统,其中,acs主控制器为spiiplusec运动控制器,rtc6
‑
syncaxis振镜控制卡是型号为tms320dm642aznz的数字信号处理控制器,激光器单元为marble nx
‑
15激光控制器。
12.本发明基于振镜与平台轨迹的联动切割控制方法,包括以下步骤:
13.1)上位机单元通过acs主控制器控制x
‑
y轴加工平台的x轴运动单元和y轴运动单元以及z轴驱动器的运动,x轴光栅尺反馈单元和y轴光栅尺反馈单元及z轴光栅尺反馈单元向acs主控制器适时反馈运动数据;acs主控制器通过acs slec模块与rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口进行实时通讯数据交换;
14.2)rtc6
‑
syncaxis振镜控制卡通过sl2
‑
100协议控制excelliscan14振镜单元;
15.3)rtc6
‑
syncaxis振镜控制卡通过db15母头的pin2与pin10引脚发出ttl电平信号控制激光器单元进行开关光控制;
16.4)上位机单元通过acs主控制器与rtc6
‑
syncaxis振镜控制卡实时采集x
‑
y轴加工平台的位置数据,进入联动模式后,主控转为rtc6
‑
syncaxis振镜控制卡,x
‑
y轴加工平台位置数据与振镜单元两个摆轴的位置均由rtc6
‑
syncaxis振镜控制卡进行计算下发,acs主控制器作为rtc6
‑
syncaxis振镜控制卡的执行机构执行rtc6
‑
syncaxis振镜控制卡下发的位置指令。
17.更进一步地,上述的基于振镜与平台轨迹的联动切割控制方法,其中,acs主控制器对x
‑
y轴加工平台位置实时跟踪,通过光栅尺反馈单元反馈的脉冲信号进行位置计算;上位机单元通过acs主控制器获取位置信息,同时rtc6
‑
syncaxis振镜控制卡通过pcie总线与上位机单元进行数据交互,上位机单元获取振镜单元的状态及位置信息,上位机单元通过rtc6
‑
syncaxis振镜控制卡与acs slec模块连接进行两个系统的串联,并通过sl2
‑
100协议进行通讯,进入联动模式;
18.联动模式下acs主控制器中x
‑
y的轴控作为rtc6
‑
syncaxis振镜控制卡的从站单元,同时x
‑
y轴的位置信息在联动模式下均为振镜控制卡tms320dm642aznz进行位置参数的计算及控制,振镜单元的x
‑
y摆镜位置同样由tms320dm642aznz进行位置参数的计算及控制;位置运动时rtc6
‑
syncaxis振镜控制卡将运动轨迹进行分配并可设置x
‑
y轴以及振镜单元的x
‑
y摆轴的运动比例。
19.更进一步地,上述的基于振镜与平台轨迹的联动切割控制方法,其中,激光器单元通过ethercat总线与上位机单元通讯,调节激光器的脉冲、频率参数。
20.本发明与现有技术相比具有显著的优点和有益效果,具体体现在以下方面:
21.本发明由acs主控制器通过acs slec模块与rtc6
‑
syncaxis振镜控制卡构成闭环,实现振镜联动的联动加工,联动切割系统控制时,振镜与平台处于同一控制器振镜控制卡进行控制,振镜运动的同时平台同步进行运动,所有位置参数均由控制卡进行下发,避免了拼接产生的拼接痕以及拼接误差等问题。
22.本发明的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明具体实施方式了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
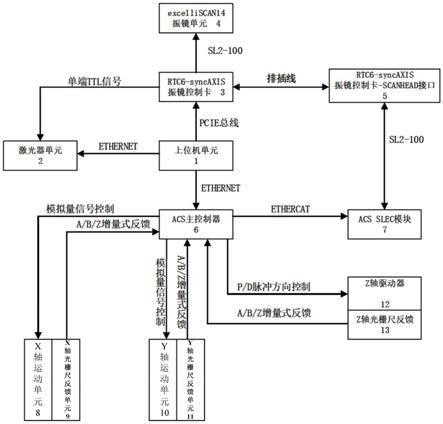
24.图1:本发明系统的结构示意图。
具体实施方式
25.下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,方位术语和次序术语等仅用于区分描述,而不能理解为指示或暗示相对重要性。
27.如图1所示,基于振镜与平台轨迹的联动切割系统,包含上位机单元1、激光器单元2、rtc6
‑
syncaxis振镜控制卡3、excelliscan14振镜单元4、rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口5、acs主控制器6和acs slec模块7,上位机单元1通过ethercat总线与acs主控制器6相连,上位机单元1通过ethercat总线与激光器单元2相连,上位机单元1通过pcie总线与rtc6
‑
syncaxis振镜控制卡3相连,rtc6
‑
syncaxis振镜控制卡3安装于上位机pc主板内pcie卡槽之中,通过pcie总线通讯控制rtc6
‑
syncaxis振镜控制卡3,激光器单元2通过高频控制线与rtc6
‑
syncaxis振镜控制卡3相连,rtc6
‑
syncaxis振镜控制卡3通过ttl电平控制激光器出光,rtc6
‑
syncaxis振镜控制卡3通过sl2
‑
100通讯方式与excelliscan14振镜单元4通信,rtc6
‑
syncaxis振镜控制卡3与rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口5连接;
28.acs主控制器6与x
‑
y轴加工平台的x轴运动单元8和y轴运动单元10以及z轴驱动器12连接,x轴运动单元8上安装有x轴光栅尺反馈单元9,y轴运动单元10上安装有y轴光栅尺反馈单元11,z轴驱动器12上安装有z轴光栅尺反馈单元13,x轴光栅尺反馈单元9和y轴光栅尺反馈单元11及z轴光栅尺反馈单元13与acs主控制器6相连,acs主控制器6与acs slec模块7连接,rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口5通过sl2
‑
100通讯方式与acs slec模块7通信。
29.其中,acs主控制器6为spiiplusec运动控制器,rtc6
‑
syncaxis振镜控制卡3是型号为tms320dm642aznz的数字信号处理控制器,激光器单元2为marble nx
‑
15激光控制器。
30.acs主控制器6通过acs slec模块7与rtc6
‑
syncaxis振镜控制卡3构成闭环。x
‑
y轴加工平台为叠加型驱动单元构成,直线电机驱动,反馈方式采用增量式光栅尺,z轴为步进电机控制,反馈方式同样采用增量式光栅尺反馈。
31.基于振镜与平台轨迹的联动切割控制方法,包括以下步骤:
32.1)上位机单元1通过acs主控制器6控制x
‑
y轴加工平台的x轴运动单元8和y轴运动
单元10以及z轴驱动器12的运动,x轴光栅尺反馈单元9和y轴光栅尺反馈单元11及z轴光栅尺反馈单元13向acs主控制器6适时反馈运动数据;acs主控制器6通过acs slec模块7与rtc6
‑
syncaxis振镜控制卡
‑
scanhead接口5进行实时通讯数据交换;
33.2)rtc6
‑
syncaxis振镜控制卡3通过sl2
‑
100协议控制excelliscan14振镜单元4;
34.3)rtc6
‑
syncaxis振镜控制卡3通过db15母头的pin2与pin10引脚发出ttl电平信号控制激光器单元2进行开关光控制;
35.4)上位机单元1通过acs主控制器6与rtc6
‑
syncaxis振镜控制卡3实时采集x
‑
y轴加工平台的位置数据,进入联动模式后,主控转为rtc6
‑
syncaxis振镜控制卡3,x
‑
y轴加工平台位置数据与振镜单元两个摆轴的位置均由rtc6
‑
syncaxis振镜控制卡3进行计算下发,acs主控制器6作为rtc6
‑
syncaxis振镜控制卡3的执行机构执行rtc6
‑
syncaxis振镜控制卡3下发的位置指令;实现振镜联动的联动加工。
36.acs主控制器6对x
‑
y轴加工平台位置实时跟踪,通过光栅尺反馈单元反馈的脉冲信号进行位置计算;上位机单元1通过acs主控制器6获取位置信息,同时rtc6
‑
syncaxis振镜控制卡3通过pcie总线与上位机单元1进行数据交互,上位机单元1获取振镜单元的状态及位置信息,上位机单元1通过rtc6
‑
syncaxis振镜控制卡3与acs slec模块7连接进行两个系统的串联,并通过sl2
‑
100协议进行通讯,进入联动模式;
37.联动模式下acs主控制器6中x
‑
y的轴控作为rtc6
‑
syncaxis振镜控制卡3的从站单元,同时x
‑
y轴的位置信息在联动模式下均为振镜控制卡tms320dm642aznz进行位置参数的计算及控制,振镜单元的x
‑
y摆镜位置同样由tms320dm642aznz进行位置参数的计算及控制;位置运动时rtc6
‑
syncaxis振镜控制卡将运动轨迹进行分配并可设置x
‑
y轴以及振镜单元的x
‑
y摆轴的运动比例。
38.激光器单元2通过ethercat总线与上位机单元1通讯,调节激光器的脉冲、频率参数。
39.综上所述,本发明由acs主控制器通过acs slec模块与rtc6
‑
syncaxis振镜控制卡构成闭环,实现振镜联动的联动加工,联动切割系统控制时,振镜与平台处于同一控制器振镜控制卡进行控制,振镜运动的同时平台同步进行运动,所有位置参数均由控制卡进行下发,避免了拼接产生的拼接痕以及拼接误差等问题。
40.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
41.上述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。
42.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要
素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1