一种4G/5G基站辅扣件冷切边模具的制作方法
一种4g/5g基站辅扣件冷切边模具
技术领域
1.本发明涉及基站辅扣件加工模具技术领域,具体为一种4g/5g基站辅扣件冷切边模具。
背景技术:
2.随着社会经济的快速发展,基站即公用移动通信基站,是移动设备接入互联网的接口设备,也是无线电台站的一种形式,是指在一定的无线电覆盖区中,通过移动通信交换中心,与移动电话终端之间进行信息传递的无线电收发信电台,移动通信基站的建设是移动通信运营商投资的重要部分,移动通信基站的建设一般都是围绕覆盖面、通话质量、投资效益、建设难易、维护方便等要素进行,基站辅扣件是在基站进行建造时使用的一种辅助工件。
3.但是,现有的基站辅扣件在进行加工时都采用热切边模具进行生产,生产出的产品切边后毛刺大、使用寿命短;因此,不满足现有的需求,对此我们提出了一种4g/5g基站辅扣件冷切边模具。
技术实现要素:
4.本发明的目的在于提供一种4g/5g基站辅扣件冷切边模具,以解决上述背景技术中提出的现有的基站辅扣件在进行加工时都采用热切边模具进行生产,生产出的产品切边后毛刺大、使用寿命短等问题。
5.为实现上述目的,本发明提供如下技术方案:一种4g/5g基站辅扣件冷切边模具,包括定模座,所述定模座的中间设置有落料口,所述定模座的表面设置有定模,所述定模的中间设置有成型凸模,所述成型凸模的外侧设置有两个成型辅助机构,所述成型辅助机构包括旋转板,两个所述旋转板的中间设置有弯曲凹模,所述旋转板的两端均设置有转轴,所述转轴的一端插接在旋转板的端部内侧,所述旋转板的内部设置有电磁板,所述电磁板的底面设置有连接电线,所述连接电线的底端贯穿定模和定模座与电源连接,所述旋转板的下方设置有转接滑轮,所述转接滑轮位于定模的内部,所述转接滑轮的下方设置有调节滑轮,所述调节滑轮的中间贯穿设置有轴销,所述轴销的两端外侧均设置有调节滑块,所述调节滑块卡接在定模的内壁中与定模滑动连接,所述调节滑块的中间贯穿设置有调节杆,所述调节滑块的上方设置有调节弹簧,所述调节弹簧套在调节杆的外侧;
6.所述定模的上方设置有动模座,所述动模座的表面贯穿设置有贯穿孔,所述动模座与定模的中间设置有成型凸模机构,所述成型凸模机构包括定模板,所述定模板与动模座的底面连接,所述定模板的中间贯穿设置有成型凸模,所述成型凸模的两侧均设置有两个对称的缓冲杆,所述缓冲杆的顶端贯穿定模板,所述缓冲杆的顶端两侧均设置有限位半环,所述缓冲杆的底端设置有活动模板,所述成型凸模的底端穿过活动模板,所述缓冲杆与活动模板连接的端部外侧套有缓冲弹簧,所述成型凸模穿过活动模板的底端两侧均设置有弯曲凸模,所述弯曲凸模的上表面设置有悬挂导向杆,所述悬挂导向杆的顶端贯穿活动模
板,所述活动模板与定模板的中间设置有弯曲弹簧,所述弯曲弹簧的底端套在悬挂导向杆的顶端外侧。
7.优选的,所述限位半环的底面设置有l形导向滑块,所述缓冲杆的顶端两侧均设置有限位滑槽,所述l形导向滑块的底端卡接在限位滑槽的内侧与缓冲杆滑动连接。
8.优选的,l形导向滑块的顶端端部与限位半环的底面完全贴合,所述l形导向滑块与限位半环通过一体化铸造成型。
9.优选的,所述活动模板的上表面设置有定位孔,所述悬挂导向杆的顶端穿过活动模板的底面和定位孔的上端延伸至活动模板的上表面,所述弯曲弹簧的底端设置在定位孔内侧,所述弯曲弹簧的下方设置有悬挂板,所述悬挂板通过焊接固定在悬挂导向杆的端部外表面,所述悬挂板的外径与定位孔的内径一致。
10.优选的,所述成型凸模的底端口径比成型凸模的上端口径大,所述成型凸模的内壁为倾斜的斜面,所述落料口的内形尺寸与成型凸模的底端口径尺寸一致。
11.优选的,所述缓冲弹簧的弹簧预紧力大于弯曲弹簧的弹簧预紧力,所述弯曲凸模与成型凸模的底端侧面贴合的端面和成型凸模的底端侧面均光滑。
12.优选的,所述调节滑轮的上方设置有防摩擦滑轮,所述连接电线的端部在防摩擦滑轮的外侧缠绕一圈后与电磁板连接,所述防摩擦滑轮和转接滑轮的中间均贯穿设置有轴销,所述轴销的两端插接在定模的内壁中。
13.优选的,所述转轴的一端插接在定模的内壁中,所述转轴插接在定模中间的端部外侧套有扭簧。
14.优选的,所述成型凸模的上端外侧设置有台阶,所述成型凸模与定模板通过螺钉连接。
15.优选的,所述悬挂导向杆的底端与弯曲凸模的上表面完全贴合,所述悬挂导向杆与弯曲凸模通过焊接固定。
16.与现有技术相比,本发明的有益效果是:
17.1、本发明通过将原料放置在定模的表面通过电磁板进行吸附固定,然后启动模具,使得弯曲凸模、活动模板和定模板进行下移,通过弯曲凸模下移对原料进行弯曲,并且在弯曲凸模对原料弯曲后通过活动模板对原料进行二次弯曲,在二次弯曲后通过成型凸模下移配合成型凸模对原料进行冲压,可以对产品进行冷切边处理,有效的降低产品在切边后产生的毛刺,方便进行表面处理,且有效的延长模具整体的使用寿命;
18.2、本发明通过在模具加工过程中对原料进行弯曲操作时,通过旋转板和配合原料的两端进行翘起,且在原料两端翘起后配合活动模板进行二次弯曲,可以保证原料高效的成型,有效的降低模具在加工过程中原料的破损概率,有效的提高产生质量。
附图说明
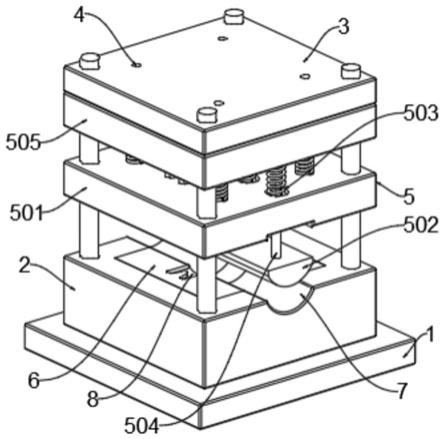
19.图1为本发明整体的结构示意图;
20.图2为本发明成型凸模机构的结构示意图;
21.图3为本发明成型辅助机构的结构示意图;
22.图4为本发明图2中a处的结构放大图;
23.图5为本发明图2中b处的结构放大图;
24.图6为本发明图3中c处的结构放大图;
25.图7为本发明调节滑块的结构示意图。
26.图中:1、定模座;2、定模;3、动模座;4、贯穿孔;5、成型凸模机构;501、活动模板;502、弯曲凸模;503、弯曲弹簧;504、悬挂导向杆;505、定模板;506、成型凸模;507、缓冲杆;508、限位半环;509、缓冲弹簧;510、l形导向滑块;511、限位滑槽6、成型辅助机构;601、旋转板;602、电磁板;603、连接电线;604、转接滑轮;605、调节滑轮;606、防摩擦滑轮;607、调节弹簧;608、调节滑块;609、调节杆;610、转轴;611、扭簧;7、弯曲凹模;8、成型凸模;9、落料口。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
28.请参阅图1至图7,本发明提供的一种实施例:一种4g/5g基站辅扣件冷切边模具,包括定模座1,定模座1的中间设置有落料口9,定模座1的表面设置有定模2,定模2的中间设置有成型凸模8,成型凸模8的外侧设置有两个成型辅助机构6,成型辅助机构6包括旋转板601,两个旋转板601的中间设置有弯曲凹模7,电磁板602的两端均设置有转轴610,转轴610的一端插接在旋转板601的端部内侧,旋转板601的内部设置有电磁板602,电磁板602的底面设置有连接电线603,连接电线603的底端贯穿定模2和定模座1与电源连接,旋转板601的下方设置有转接滑轮604,转接滑轮604位于定模2的内部,转接滑轮604的下方设置有调节滑轮605,调节滑轮605的中间贯穿设置有轴销,轴销的两端外侧均设置有调节滑块608,调节滑块608卡接在定模2的内壁中与定模2滑动连接,调节滑块608的中间贯穿设置有调节杆609,调节滑块608的上方设置有调节弹簧607,调节弹簧607套在调节杆609的外侧;
29.定模2的上方设置有动模座3,动模座3的表面贯穿设置有贯穿孔4,动模座3与定模2的中间设置有成型凸模机构5,成型凸模机构5包括定模板505,定模板505与动模座3的底面连接,定模板505的中间贯穿设置有成型凸模506,成型凸模506的两侧均设置有两个对称的缓冲杆507,缓冲杆507的顶端贯穿定模板505,缓冲杆507的顶端两侧均设置有限位半环508,缓冲杆507的底端设置有活动模板501,成型凸模506的底端穿过活动模板501,缓冲杆507与活动模板501连接的端部外侧套有缓冲弹簧509,成型凸模506穿过活动模板501的底端两侧均设置有弯曲凸模502,弯曲凸模502的上表面设置有悬挂导向杆504,悬挂导向杆504的顶端贯穿活动模板501,活动模板501与定模板505的中间设置有弯曲弹簧503,弯曲弹簧503的底端套在悬挂导向杆504的顶端外侧。
30.进一步,限位半环508的底面设置有l形导向滑块510,缓冲杆507的顶端两侧均设置有限位滑槽511,l形导向滑块510的底端卡接在限位滑槽511的内侧与缓冲杆507滑动连接,l形导向滑块510的一端卡接在限位滑槽511的内侧,可以对缓冲杆507的行程进行限制,保证缓冲杆507不会从定模板505的中间掉落。
31.进一步,l形导向滑块510的顶端端部与限位半环508的底面完全贴合,l形导向滑块510与限位半环508通过一体化铸造成型,一体化铸造成型后的部件整体连接稳定、机械强度高,不会轻易出现损坏或断裂,使用寿命长。
32.进一步,活动模板501的上表面设置有定位孔,悬挂导向杆504的顶端穿过活动模
板501的底面和定位孔的上端延伸至活动模板501的上表面,弯曲弹簧503的底端设置在定位孔内侧,弯曲弹簧503的下方设置有悬挂板,悬挂板通过焊接固定在悬挂导向杆504的端部外表面,悬挂板的外径与定位孔的内径一致,悬挂板对悬挂导向杆504和弯曲凸模502提供支撑力,且保证弯曲弹簧503可以对悬挂导向杆504施加压力,保证原料顺利的进行弯曲。
33.进一步,成型凸模8的底端口径比成型凸模8的上端口径大,成型凸模8的内壁为倾斜的斜面,落料口9的内形尺寸与成型凸模8的底端口径尺寸一致,保证被成型凸模506冲下的料物可以直接从成型凸模8和落料口9的中间落下,方便进行收集和集中处理。
34.进一步,缓冲弹簧509的弹簧预紧力大于弯曲弹簧503的弹簧预紧力,弯曲凸模502与成型凸模506的底端侧面贴合的端面和成型凸模506的底端侧面均光滑,保证在模具进行加工时,在原料被弯曲凸模502进行挤压且弯曲后,活动模板501才会进行后续操作。
35.进一步,调节滑轮605的上方设置有防摩擦滑轮606,连接电线603的端部在防摩擦滑轮606的外侧缠绕一圈后与电磁板602连接,防摩擦滑轮606和转接滑轮604的中间均贯穿设置有轴销,轴销的两端插接在定模2的内壁中,保证在旋转板601因为原料弯曲而围绕转轴610轴线旋转时,连接电线603的端部不会与定模2之间出现摩擦,避免连接电线603出现断裂。
36.进一步,转轴610的一端插接在定模2的内壁中,转轴610插接在定模2中间的端部外侧套有扭簧611,扭簧611可以在电磁板602因为原料弯曲而旋转后,辅助旋转板601进行复位,保证旋转板601不会干扰活动模板501的正常下移。
37.进一步,成型凸模506的上端外侧设置有台阶,成型凸模506与定模板505通过螺钉连接,成型凸模506上端外侧设置有台阶方便成型凸模506与成型凸模506进行安装且保证成型凸模506不会向下掉落,同时方便对磨损过度的成型凸模506进行取下维护或更换。
38.进一步,悬挂导向杆504的底端与弯曲凸模502的上表面完全贴合,悬挂导向杆504与弯曲凸模502通过焊接固定,方便悬挂导向杆504穿过活动模板501和弯曲凸模502进行连接,且保证弯曲凸模502在使用过程中不会轻易出现掉落。
39.工作原理:使用时,首先将原料放置在定模2的表面摆正,然后通过电源向连接电线603输送电流,使得电磁板602通电并对原料进行吸附,此时贯穿孔4在模具的驱动组件的带动下下移,使得定模板505和活动模板501同步下移,在定模板505和活动模板501下移时两个弯曲凸模502会首先与原料进行接触,并对原料中间向下进行挤压,使得原料中间进行弯曲而两个进行翘起,此时两个电磁板602随着原料同步翘起,在原料翘起后弯曲凸模502受到定模2的限制无法下移,此时活动模板501会逐渐与弯曲凸模502接近并使得弯曲弹簧503被压缩,直至活动模板501的底面与定模2的表面贴合,而此过程中活动模板501会与翘起的原料两端接触,并将原料的两端进行复原,使得旋转板601和原料两端与定模2表面保持平齐,再然后活动模板501停止下移,而定模板505在动模座3的带动下继续下移,此时缓冲弹簧509会受到压缩,而成型凸模506从两个弯曲凸模502和活动模板501的中间穿过并且底端对原料进行冲压,并将冲压的料物冲入成型凸模8中间通过落料口9落下,可以对产品进行冷切边处理,有效的降低产品在切边后产生的毛刺,方便进行表面处理,且有效的延长模具整体的使用寿命。
40.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论
从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1