立式铣、钻销加工用工装的制作方法
1.本发明涉及机械技术领域,具体涉及一种立式铣、钻销加工用工装。
背景技术:
2.在机械加工中,工件的定位、夹紧是加工前必不可少的辅助步骤。该步骤不但不产生直接经济效益,还要占用加工时间,因此在保证加工质量的前提下,尽可能缩短工件加工前的定位、夹紧所需要的时间是提高机械加工效率,进而提高加工经济效益的一个有效手段。现有技术中的立式铣、钻销加工用工装由于只能每次定位、夹紧一个零件,导致占用加工时间长,加工效率低。
技术实现要素:
3.本发明的目的在于克服上述缺点而提供一种工件加工时间短,加工效率高的立式铣、钻销加工用工装。
4.本发明的目的及解决其主要技术问题是采用以下技术方案来实现的:本发明的一种立式铣、钻销加工用工装,其特征在于;联动杆中部套上定位块插入防转销b,两端分别套上复位弹簧、 压板分别插入防转销a拧上螺帽连接,复位弹簧两端头分别抵住定位块、压板,底座穿入螺钉拧入定位块连接。
5.所述压板、复位弹簧分别有两个,分别镜像安装在联动杆上下两端。
6.所述定位块、压板均可在联动杆上移动。
7.所述联动杆上设置有凹槽,防转销a插入压板穿出进入联动杆上设置的凹槽内。
8.所述防转销b插入定位块穿出进入联动杆上设置的凹槽内。
9.所述定位块的上、下两面各设置有两个v形凹槽。
10.所述压板两端分别倾斜凸起。
11.本发明与现有技术相比,具有明显的有益效果;从以上技术方案可知:通过联动杆中部套上定位块插入防转销b,两端分别套上复位弹簧、 压板分别插入防转销a拧上螺帽连接,复位弹簧两端头分别抵住定位块、压板,底座穿入螺钉拧入定位块连接。调整固定好工装相对机床的位置,将四个需加工的工件杆部放入定位块的v形槽中,工件杆部端面贴实底座上表面或工件大头台阶面贴实定位块的上表面,然后顺时针旋转螺母,带动联动杆做轴线移动,防转销a限制联动杆转动,两块压板分别在螺母和联动杆大头端部台阶的推动下同时相向移动直至接触工件,螺母继续施加扭矩夹紧工件,就可以加工了,此时两个复位弹簧被压缩,工件加工完成,逆时针旋松螺母,两个被压缩的复位弹簧分别同时推动两块压板向离开工件的方向移动,工件被松开,就可取出工件。实现了工件加工时间短,加工效率高。
12.附图说明
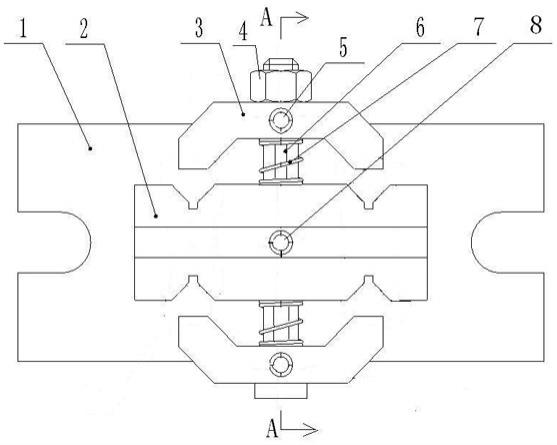
13.图1是本发明的主视图;
图2是图1a-a的剖视图;图3是本发明联动杆的主视图;图4是本发明的使用状态图;图5是本发明工件的右视图;图6是本发明工件的主视图。
14.图中标记1. 底座,2. 定位块,3. 压板,4.螺帽,5. 防转销a,6. 联动杆,7. 复位弹簧,8. 防转销b ,9.工件。
具体实施方式
15.以下结合附图及实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
16.本发明的一种立式铣、钻销加工用工装,其特征在于;联动杆6中部套上定位块2插入防转销b8,两端分别套上复位弹簧7、 压板3分别插入防转销a5拧上螺帽4连接,复位弹簧7两端头分别抵住定位块2、压板3,底座1穿入螺钉拧入定位块2连接。
17.所述压板3、复位弹簧7分别有两个,分别镜像安装在联动杆6上下两端。
18.所述定位块2、压板3均可在联动杆6上移动。
19.所述联动杆6上设置有凹槽,防转销a5插入压板3穿出进入联动杆6上设置的凹槽内。
20.所述防转销b8插入定位块2穿出进入联动杆6上设置的凹槽内。
21.所述定位块2的上、下两面各设置有两个v形凹槽。
22.所述压板3两端分别倾斜凸起。
23.使用时,调整固定好工装相对机床的位置,将四个需加工的工件9杆部放入定位块2的v形槽中,工件杆部端面贴实底座1上表面或工件大头台阶面贴实定位块2的上表面,然后顺时针旋转螺母4,带动联动杆6做轴线移动,防转销a8限制联动杆6转动,两块压板3分别在螺母4和联动杆6大头端部台阶的推动下同时相向移动直至接触工件9,螺母8继续施加扭矩夹紧工件,即可加工,此时两个复位弹簧7被压缩,工件加工完成,逆时针旋松螺母4,两个被压缩的复位弹簧7分别同时推动两块压板3向离开工件的方向移动,工件4被松开,取出工件即可。
技术特征:
1. 一种立式铣、钻销加工用工装,其特征在于;联动杆(6)中部套上定位块(2)插入防转销b(8),两端分别套上复位弹簧(7)、 压板(3)分别插入防转销a(5)拧上螺帽(4)连接,复位弹簧(7)两端头分别抵住定位块(2)、压板(3),底座(1)穿入螺钉拧入定位块(2)连接。2.如权利要求1所述的立式铣、钻销加工用工装,其特征在于;所述压板(3)、复位弹簧(7)分别有两个,分别镜像安装在联动杆(6)上下两端。3.如权利要求1所述的立式铣、钻销加工用工装,其特征在于;所述定位块(2)、压板(3)均可在联动杆(6)上移动。4.如权利要求1所述的立式铣、钻销加工用工装,其特征在于;所述联动杆(6)上设置有凹槽,防转销a(5)插入压板(3)穿出进入联动杆(6)上设置的凹槽内。5.如权利要求1所述的立式铣、钻销加工用工装,其特征在于;所述防转销b(8)插入定位块(2)穿出进入联动杆(6)上设置的凹槽内。6.如权利要求1所述的立式铣、钻销加工用工装,其特征在于;所述定位块(2)的上、下两面各设置有两个v形凹槽。7.如权利要求1所述的立式铣、钻销加工用工装,其特征在于;所述压板(3)两端分别倾斜凸起。
技术总结
本发明公开了一种立式铣、钻销加工用工装,其特征在于;联动杆(6)中部套上定位块(2)插入防转销B(8),两端分别套上复位弹簧(7)、压板(3)分别插入防转销A(5)拧上螺帽(4)连接,复位弹簧(7)两端头分别抵住定位块(2)、压板(3),底座(1)穿入螺钉拧入定位块(2)连接。本发明工件加工时间短,加工效率高。加工效率高。加工效率高。
技术研发人员:刘长军
受保护的技术使用者:中国航空工业标准件制造有限责任公司
技术研发日:2021.11.23
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1