构造部件的制造方法以及制造装置与流程
1.本发明涉及构造部件的制造方法以及制造装置。
2.本技术基于2019年7月4日在日本提交的特愿2019-125318号并主张优先权,将其内容援用于此。
背景技术:
3.作为汽车车身的构造部件的悬架构件是对汽车的操纵稳定性产生影响的重要构件。例如,前下臂(以下,有时简称为“下臂”)起到保持轮胎的位置及朝向、保持车辆转向时的横向力、在冲击输入时阻断冲击向车身侧传递、保持驶上路缘石时的强度等作用。本发明人针对这些作用进行了用于实现较高性能的研究,结果得出以下结论:在下臂的各部位中,提高弯曲边缘的部分的强度尤其重要。
4.专利文献1~3公开了对平板原材料进行加工而提高强度的加工技术。
5.即,专利文献1所记载的技术为如下方法:将平板状的加工材成型为闭合截面构造体,该闭合截面构造体具备形成于宽度方向中央部侧的底部、位于该底部的宽度方向两侧的左右的侧壁部、以及形成于该左右的侧壁部的宽度方向端部的一对凸缘部。并且,该闭合截面构造体的成型方法具备以下各工序:第1工序,在长度方向以及宽度方向上将上述加工材冲压成型为最终的闭合截面形状所要求的曲率形状;第2工序,对于在上述第1工序中成型出的上述加工材,从板厚方向通过第1冲头和衬垫夹入上述底部,以使上述左右的侧壁部对置的方式进行弯曲成型;以及第3工序,在将在上述第2工序中成型出的上述加工材的上述底部配置在上述衬垫上的状态下,通过一对按压凸轮的压入动作使上述左右的侧壁部朝相互接近的方向移动而使上述一对凸缘部彼此对接,通过上述衬垫的支承上述底部的支承面和上述一对按压凸轮的压入上述左右的侧壁部的压入面来划分出与最终的闭合截面形状为相同空间形状的型腔,并且通过配置在上述一对凸缘部上方的第2冲头的压下部将上述一对凸缘部朝上述型腔侧压下,由此将上述底部以及上述左右的侧壁部按压于上述型腔的上述支承面以及上述压入面。
6.此外,专利文献2所记载的技术为如下方法:使平板状的加工材在成为沿着长度方向延伸的多个弯曲线的位置处弯曲而成型为具备形成于上述加工材的宽度方向中央部侧的底部以及位于该底部的宽度方向两侧的左右的侧壁部的闭合截面构造体。并且,该闭合截面构造体的成型方法具备以下各工序:第1工序,通过冲压成型,将上述加工材在长度方向以及宽度方向上成型为最终的闭合截面形状所要求的曲率形状,并且,对在最终的闭合截面形状中成为弯曲线的位置赋予弯曲引导线;第2工序,对于在上述第1工序中成型出的上述加工材,从板厚方向通过冲头和衬垫夹入上述底部,将上述冲头压入一对冲模之间,由此向上述左右的侧壁部接近的方向弯曲成型;以及第3工序,在上述第2工序中成型出的上述加工材的上述底部上配置了与上述最终的闭合截面形状为相同外周形状的坯料的状态下,通过将上述底部以及上述左右的侧壁部按压于上述坯料的外周,由此以上述弯曲引导线为边界对上述底部及上述左右的侧壁部进行弯曲成型。
7.此外,专利文献3所记载的技术为如下方法:将平板状的加工材成型为底面部沿着长度方向弯曲的闭合截面构造而制造闭合截面构造部件。并且,该闭合截面构造部件的制造方法具备以下各工序:第1成型工序,对于上述加工材的至少底面部位置,沿着上述长度方向形成多个分别由凹形状或者凸形状形成的第1面外变形部,并且形成弯曲部;以及第2成型工序,在通过衬垫与冲头夹入了上述加工材的底面部位置的状态下,将上述冲头压入冲模之间,由此通过衬垫与冲头压溃上述第1面外变形部并且对上述弯曲部进行弯曲成型。
8.此外,专利文献4所记载的技术为一种冲压装置,具备:冲头;压料圈,与上述冲头邻接配置;以及冲模,包括冲模肩以及压板面,沿着上述冲模肩的延伸方向将上述冲模肩的一部分区域弯曲成凹形状。并且,在该冲压装置中,由上述冲模肩的除了弯曲成上述凹形状的区域以外的区域中的上述冲模肩的上述压板面侧的圆角端定义的冲模肩边界线与上述压料圈的边缘在水平方向上的距离,比上述冲模肩的弯曲成上述凹形状的区域中的上述冲模肩边界线与上述压料圈的边缘在水平方向上的距离长。
9.此外,专利文献5所记载的技术是一种车辆用悬架臂,具备与载荷的输入面大致平行地配置的板状的主体部、以及沿着该主体部的至少一侧边缘连续设置的大致管状的加强部。
10.此外,专利文献6所记载的技术是一种构造部件,具有:顶板部,具有第1边缘部以及与上述第1边缘部对置的第2边缘部;壁部,从上述第2边缘部朝与上述顶板部交叉的方向延伸;以及上述闭合截面部,设置于上述第1边缘部。在该构造部件中,上述第1边缘部在对上述顶板部俯视时朝向上述顶板部的内侧弯曲,当将从上述构造部件的上述第1边缘部到上述第2边缘部的距离设为构造部件宽度时,上述闭合截面部设置于上述顶板部的弯曲内侧,在沿着上述构造部件宽度的方向的上述构造部件的垂直截面中形成闭合截面,沿着上述构造部件宽度的方向的上述构造部件的垂直剖切面具有开放截面,包括上述闭合截面部的上述构造部件的上述垂直剖切面的形状相对于上述构造部件宽度的长度中央非对称。
11.现有技术文献
12.专利文献
13.专利文献1:日本特开2013-244511号公报
14.专利文献2:日本特开2013-244512号公报
15.专利文献3:日本特开2012-152765号公报
16.专利文献4:日本特开2017-127898号公报
17.专利文献5:日本特开平8-188022号公报
18.专利文献6:国际公开第2019/103152号
技术实现要素:
19.发明要解决的课题
20.但是,专利文献1~5所公开的技术均不是能够形成下臂的弯曲边缘那样在远离中立轴的位置弯曲的加强部的技术。另外,此处所说的中立轴是指通过下臂的弯曲边缘和处于与弯曲边缘相反侧的边缘之间的中心位置的轴线。
21.尤其是,难以如下臂的弯曲边缘那样,在残留了平板状的顶板部的状态下,沿着其边缘部形成具有较小曲率半径的弯曲的加强部。例如,在想要应用专利文献1~5的技术的
情况下,也可以考虑基于这些公开的技术来制造管状的其他构件,并将该其他构件焊接于弯曲边缘来作为加强部。在专利文献6中公开了其一例。但是,从焊接施工性以及制作成本的观点出发,将其他构件焊接于弯曲边缘来作为加强部存在课题。原本使用专利文献1~6所公开的技术就难以成型具有较小曲率半径的加强部,在沿着其长度方向观察的情况下局部的截面形状有产生损坏的可能性较高。此外,即使为了防止损坏而使用型芯,此时在成型后无法拔出型芯的可能性也较高。
22.本发明是鉴于上述事实而完成的,其目的在于提供不使用其他构件就能够加强顶板部的弯曲边缘的构造部件的制造方法以及制造装置。
23.用于解决课题的手段
24.为了解决上述课题而实现所述目的,本发明采用以下的方法。
25.(1)本发明的一方案的构造部件的制造方法,是由平板原材料制造构造部件的方法,上述构造部件具有:顶板部,具有弯曲边缘;以及弯曲加强部,沿着上述弯曲边缘的延伸方向与上述顶板部一体地形成,且与上述弯曲边缘的延伸方向正交的截面为闭合截面形状或者开放截面形状,上述构造部件的制造方法具有:中间工序,在夹持了上述平板原材料中与上述顶板部对应的第1部位的状态下,将与上述第1部位相连的第2部位朝与上述平板原材料的面交叉的方向进行冲压,由此沿着上述平板原材料中成为上述弯曲边缘的部位形成槽部以及与上述槽部相连的纵壁部;以及弯曲工序,在上述中间工序之后,将上述纵壁部的上端缘在允许接近上述顶板部的移动的状态下朝向上述槽部压下,由此将上述上端缘朝向上述顶板部折弯,在上述中间工序中,通过上述冲压,在上述槽部的底壁上,在沿着上述槽部的延伸方向纵截面观察的中途位置与将上述中途位置夹在之间的两侧相邻位置之间设置高低差,由此在上述底壁上形成在俯视时呈凹型弯曲形状且在上述纵截面观察时呈凸型弯曲形状的第1弯曲部、以及在俯视时呈凸型弯曲形状且在上述纵截面观察时呈凹型弯曲形状的第2弯曲部中的至少一方。
26.根据上述(1)所记载的构造部件的制造方法,通过中间工序的冲压,在沿着延伸方向纵截面观察的底壁上设置第1弯曲部和第2弯曲部中的至少一方,因此能够在下一工序之前对底壁赋予与构造部件的弯曲加强部的弯曲方向为相同方向的弯曲。并且,通过以在底壁上形成第1弯曲部和第2弯曲部中的至少一方的方式进行弯曲,由此能够使与该底壁相连的纵壁部的上端缘进行拉伸凸缘变形或者收缩凸缘变形。通过该拉伸凸缘变形或者收缩凸缘变形,能够使纵壁部以其上端缘接近第1部位的方式倾斜,因此在接下来的弯曲工序中容易折弯纵壁部。因而,即使不使用型芯,也能够形成具有闭合截面形状或者开放截面形状的弯曲加强部,能够提高构造部件的刚性。此处,在弯曲工序时,能够将弯曲加强部的形状不损坏地成型和不产生裂纹这两点被列举为要点。在上述方案中,通过中间工序,对纵壁部进行拉伸凸缘变形或者收缩凸缘变形这样的预变形,能够使材料的变形范围不限定于局部而在较大范围内进行。由此,能够实现上述两点。
27.另外,在中间工序的冲压成型时,不将与顶板部对应的第1部位完全固定,而成为夹持的状态。因此,限制第1部位朝其平面外移动以及变形,但允许第1部位的一部分朝向第2部位的金属流动。
28.通过上述中间工序的上述冲压,在上述底壁上形成在俯视时呈凹型弯曲形状且在上述纵截面观察时呈凸型弯曲形状的第1弯曲部的情况下,能够在弯曲加强部形成在俯视
时呈凹型的部分。此外,通过上述中间工序的上述冲压,在上述底壁上形成在俯视时呈凸型弯曲形状且在上述纵截面观察时呈凹型弯曲形状的第2弯曲部的情况下,能够在弯曲加强部形成在俯视时呈凸型的部分。此处,第1弯曲部以及第2弯曲部可以分别是底壁的一部分、也可以是底壁的全部。
29.并且,在弯曲工序之后,如果将上端缘与顶板部接合,则形成闭合截面形状的加强部。此外,在弯曲工序之后,如果保持使上端缘从顶板部分离的状态,则形成开放截面形状的弯曲加强部。
30.另外,上述“弯曲”的形状并不仅限于具有恒定曲率半径的圆弧形状,例如也可以包括椭圆形状、抛物形状那样并非圆弧形状的曲线形状。并且,在弯曲形状中也可以在一部分包括直线形状。此外,“弯曲”的形状也可以是在俯视时以其长度方向的中央位置为边界呈对称形状以及非对称形状的任一种。
31.(2)在上述(1)所记载的方案中也可以为,通过上述中间工序的上述冲压,在观察上述槽部的沿着与上述槽部的延伸方向正交的截面的内部形状的截面线长时,使上述中途位置处的上述截面线长除以上述两侧相邻位置处的上述截面线长而得到的比在0.7~1.3的范围内。
32.在上述(2)所记载的方案的情况下,能够使弯曲加强部的沿着延伸方向的各位置处的截面形状的大小大致相等。并且,能够防止弯曲加强部中在俯视时与顶板部重叠的部分产生裂纹、褶皱等成型不良情况。
33.(3)在上述(1)或者(2)所记载的方案中也可以为,通过上述中间工序的上述冲压,在上述第1弯曲部和上述第2弯曲部中的至少一方,使上述底壁在俯视时的通过宽度方向中央位置的中心线的曲率半径r(mm)除以上述底壁的上述纵截面观察时的曲率半径r1(mm)而得到的r/r1比在0.2~1.2的范围内。
34.在上述(3)所记载的方案的情况下,能够防止中间工序后的第1弯曲部及/或第2弯曲部中的上述高低差过度变大或变小。由此,能够避免弯曲加强部产生尺寸不良、缩颈、断裂这样的不良情况。
35.在包括多个第1弯曲部或者第2弯曲部的情况下,曲率半径r、r1采用曲率半径r中具有最小值的位置处的曲率半径r、r1的组合。
36.(4)在上述(1)~(3)任一项所记载的方案中也可以为,在上述弯曲工序之后还具有如下的接合工序:将上述纵壁部的上端缘的至少一部分与上述顶板部重合而接合,形成具有上述闭合截面形状的上述弯曲加强部。
37.在上述(4)所记载的方案的情况下,能够沿着顶板部的弯曲边缘形成闭合截面形状的弯曲加强部。
38.(5)在上述(4)所记载的方案中也可以为,在上述接合工序中,限制上述上端缘超过上述顶板部中的接合预定位置的移动。
39.在上述(5)所记载的方案的情况下,纵壁部的上端缘受到以使其不超过接合预定位置地移动的方式进行限制的力。将该力作为反力而得到的纵壁部以其截面形状膨胀的方式进行变形,因此即使不使用型芯也能够形成适当的闭合截面形状。
40.(6)在上述(4)或者(5)所记载的方案中也可以为,还具有如下的上端缘弯曲工序:在上述接合工序之前形成上述接合工序时的上述上端缘朝向上述顶板部的弯曲部。
41.在上述(6)所记载的方案的情况下,通过在上端缘预先形成弯曲部,由此在将上端缘压下而使纵壁部弯曲时,能够降低对上端缘进行加压的面(例如模具的加压面)的负载。
42.(7)在上述(1)~(3)任一项所记载的方案中也可以为,上述弯曲工序包括如下的折返工序:将上述纵壁部进一步弯曲,直到在与上述顶板部对置的俯视时上述上端缘的至少一部分与上述顶板部重叠、而在侧视时上述上端缘从上述顶板部分离的状态为止,由此形成具有上述开放截面形状的上述弯曲加强部。
43.在上述(7)所记载的方案的情况下,能够沿着顶板部的弯曲边缘形成开放截面形状的弯曲加强部。
44.(8)在上述(7)所记载的方案中也可以为,当在上述折返工序中将上述纵壁部进一步弯曲时,限制上述上端缘超过规定位置的上述移动。
45.在上述(8)所记载的方案的情况下,纵壁部的上端缘受到以使其不超过规定位置地移动的方式进行限制的力。将该力作为反力而得到的纵壁部以其截面形状膨胀的方式变形,因此即使不使用型芯也能够形成适当的开放截面形状。
46.(9)在上述(7)或者(8)所记载的方案中也可以为,还具有如下的上端缘弯曲工序:在上述折返工序之前形成上述折返工序时的上述上端缘朝向上述顶板部的弯曲部。
47.在上述(9)所记载的方案的情况下,通过在上端缘预先形成弯曲部,由此在将上端缘压下而使纵壁部弯曲时,能够降低对上端缘进行加压的面(例如模具的加压面)的负载。
48.(10)在上述(1)~(9)任一项所记载的方案中也可以为,在上述中间工序中通过上述冲压形成上述第1弯曲部以及上述第2弯曲部的双方,由此在上述弯曲工序之后,形成在与上述顶板部对置的俯视时包括凹型弯曲形状以及凸型弯曲形状的双方的上述弯曲加强部。
49.在上述(10)所记载的方案的情况下,能够得到在同一弯曲加强部内具有多个弯曲形状(凹凸形状)的构造部件。
50.(11)本发明的一个方案的构造部件的制造装置,是由平板原材料制造构造部件的装置,上述构造部件具有:顶板部,具有弯曲边缘;以及弯曲加强部,沿着上述弯曲边缘的延伸方向与上述顶板部一体地形成,且与上述弯曲边缘的延伸方向正交的截面为闭合截面形状,上述构造部件的制造装置具备:第1冲模,形成有在俯视时弯曲的第1模具槽;第1冲头,相对于上述第1模具槽相对地接近或分离;第2冲模,具有在俯视时比上述第1模具槽细的第2模具槽;第1支架,具有与上述第2模具槽对应的形状的弯曲凸部;第2冲头,相对于上述第2模具槽相对地接近或分离,具有在俯视时在水平方向上隔开5mm以上50mm以下的距离与上述第1支架的第1纵壁面对置配置的第2纵壁面;第2支架,与上述第2冲模重叠地配置;以及衬垫,具有相对于上述第2模具槽接近或分离的加压面,上述第1模具槽的底面在沿着上述第1模具槽的延伸方向纵截面观察时的中途位置与将上述中途位置夹在之间的两侧相邻位置之间具有高低差,上述第1冲头的加压面具有与上述第1模具槽的上述底面对应的高低差,上述第1模具槽的上述底面具有在上述俯视时呈凹型弯曲形状且在上述纵截面观察时呈凸型弯曲形状的第1模具弯曲面和在上述俯视时呈凸型弯曲形状且在上述纵截面观察时呈凹型弯曲形状的第2模具弯曲面中的至少一方,上述衬垫的加压面相对于上述第2冲模的第1顶板支承面在成型下止点时的间隙,大于上述第2支架的加压面相对于上述第2冲模的第1顶板支承面在成型下止点时的间隙。
51.根据上述(11)所记载的构造部件的制造装置,通过在第1金属槽与第1冲头的加压面之间夹着平板原材料来进行成型,由此能够预先对平板原材料赋予具有与构造部件的弯曲加强部的弯曲方向为相同方向的弯曲的底壁的槽部。并且,能够将平板原材料弯曲为对槽部的底壁赋予与第1模具弯曲面以及第2模具弯曲面对应的凹凸形状,因此能够使与该底壁相连的纵壁部的上端缘进行拉伸凸缘变形或者收缩凸缘变形。通过该拉伸凸缘变形或者收缩凸缘变形,能够使纵壁部以其上端缘接近成为顶板部的部位的方式倾斜,因此在接下来的工序中容易使纵壁部折弯。另外,第1冲头的加压面中的“对应的高低差”是指第1冲头的加压面向与第1模具槽的底面相同方向弯曲而形成的高低差,优选与第1模具槽的高低差相同。
52.在第1模具槽的底面包括在俯视时呈凹型弯曲形状且在纵截面观察时呈凸型弯曲形状的第1模具弯曲面的情况下,能够在弯曲加强部形成在俯视时呈凹型的部分。此外,在第1模具槽的底面包括在俯视时呈凸型弯曲形状且在纵截面观察时呈凹型弯曲形状的第2模具弯曲面的情况下,能够在弯曲加强部形成在俯视时呈凸型的部分。此处,第1弯曲部以及第2弯曲部分别为,第1模具弯曲面以及第2模具弯曲面可以是第1模具槽的底面的一部分也可以是全部。
53.并且,如上所述,上述构造部件的制造装置具备第2冲模、第1支架以及第2冲头。根据该构成,在通过第1冲模以及第1冲头对平板原材料形成了槽部以及纵壁部之后,以槽部被夹入第2模具槽与弯曲凸部之间的方式将平板原材料夹持在第2冲模与第1支架之间。然后,通过使第2冲头接近平板原材料,由此能够对槽部的底壁赋予弯曲。其结果,底壁的一部分成为纵壁部的一部分,且能够在该底壁的一部分与原来的纵壁部之间预先赋予在下一工序中使用的弯曲。
54.并且,如上所述,上述构造部件的制造装置还具备第2支架以及衬垫。并且,上述衬垫的加压面相对于第2冲模的第1顶板支承面在成型下止点时的间隙大于第2支架的加压面相对于第2冲模的第1顶板支承面在成型下止点时的间隙。根据该构成,在将通过第2冲头使一部分折弯后的底壁收纳在第2模具槽以及第3模具槽内之后,在第2冲模与第2支架之间夹入平板原材料。然后,通过使衬垫的加压面与纵壁部的上端缘接触并压下,由此使纵壁部弯曲并在第2冲模与衬垫之间的间隙中与顶板部抵接,能够形成闭合截面形状的弯曲加强部。此处,衬垫的加压面相对于第2冲模的第1顶板支承面在成型下止点时的间隙大于第2支架的加压面相对于第2冲模的第1顶板支承面在成型下止点时的间隙。因此,能够在第2支架中牢固地夹持顶板部,此外能够在衬垫中得到用于在与第2冲模之间夹入顶板部以及纵壁部的上端缘的接合量。
55.(12)在上述(11)所记载的方案中也可以为,在观察上述第1模具槽的沿着与上述第1模具槽的延伸方向正交的截面中的内部形状的截面线长时,上述中途位置处的上述截面线长除以上述两侧相邻位置处的上述截面线长而得到的比在0.7~1.3的范围内。
56.在上述(12)所记载的方案的情况下,在通过该构造部件的制造装置得到的构造部件中,能够使弯曲加强部的沿着延伸方向的各位置处的截面形状的大小大致相等。并且,能够防止在弯曲加强部中在俯视时与顶板部重叠的部分产生裂纹、褶皱等成型不良情况。
57.(13)在上述(11)或者(12)所记载的方案中也可以为,在上述第1模具槽的上述底面的上述第1模具弯曲面和上述第2模具弯曲面中的至少一方,在俯视时通过宽度方向中央
位置的中心线的曲率半径r(mm)除以上述纵截面观察时的曲率半径r1(mm)而得到的r/r1比在0.2~1.2的范围内。
58.在上述(13)所记载的方案的情况下,在对平板原材料进行了成型时,能够防止由第1模具弯曲面或者第2模具弯曲面形成的上述高低差过度变大或变小。由此,能够避免弯曲加强部产生尺寸不良、缩颈、断裂这样的不良情况。
59.在第1模具槽的底面包括多个第1模具弯曲面以及第2模具弯曲面的情况下,曲率半径r、r1采用曲率半径r中具有最小值的位置处的曲率半径r、r1。
60.(14)本发明的另一方案的构造部件的制造装置,是由平板原材料制造构造部件的装置,上述构造部件具有:顶板部,具有弯曲边缘;以及弯曲加强部,沿着上述弯曲边缘的延伸方向与上述顶板部一体地形成,与上述弯曲边缘的延伸方向正交的截面为开放截面形状,上述构造部件的制造装置具备:第3冲模,具有包括在俯视时弯曲的第1模具弯曲边缘的第2顶板支承面;第3支架,相对于上述第2顶板支承面接近或分离;第4冲模,具有在俯视时与上述第1模具弯曲边缘邻接配置的第4模具槽;第4冲头,相对于上述第4模具槽接近或分离;第5冲模,具有包括在俯视时弯曲的第2模具弯曲边缘的第3顶板支承面;第4支架,相对于上述第3顶板支承面接近或分离;第5冲头,具有在俯视时在水平方向上隔开5mm以上50mm以下的距离与上述第4支架的第3纵壁面对置配置的第4纵壁面;第6冲模,具有包括在俯视时弯曲的第3模具弯曲边缘的第4顶板支承面;第5支架,相对于上述第4顶板支承面接近或分离;以及第6冲头,相对于上述第6冲模接近或分离,具有在俯视时重叠在上述第3模具弯曲边缘上的加压面,上述第4模具槽的底面在沿着上述第4模具槽的延伸方向纵截面观察时的中途位置与将上述中途位置夹在之间的两侧相邻位置之间具有高低差,上述第4冲头的加压面具有与上述第4模具槽的上述底面对应的高低差,上述第4模具槽的上述底面具有在上述俯视时呈凹型弯曲形状且在上述纵截面观察时呈凸型弯曲形状的第3模具弯曲面和在上述俯视时呈凸型弯曲形状且在上述纵截面观察时呈凹型弯曲形状的第4模具弯曲面中的至少一方,上述第6冲头的加压面相对于上述第6冲模的上述第4顶板支承面在成型下止点时的间隙大于上述第5支架的加压面相对于上述第6冲模的上述第4顶板支承面在成型下止点时的间隙。
61.根据上述(14)所记载的构造部件的制造装置,通过在第4金属槽与第4冲头的加压面之间夹着平板原材料来进行成型,由此能够预先对平板原材料赋予具有与构造部件的弯曲加强部的弯曲方向为相同方向的弯曲的底壁的槽部。并且,将平板原材料弯曲为对槽部的底壁赋予与第3模具弯曲面以及第4模具弯曲面对应的凹凸形状,因此能够使与该底壁相连的纵壁部的上端缘进行拉伸凸缘变形或者收缩凸缘变形。通过该拉伸凸缘变形或者收缩凸缘变形,能够使纵壁部以其上端缘接近成为顶板部的部位的方式倾斜,因此在接下来的工序中容易折弯纵壁部。另外,第4冲头的加压面的“对应的高低差”是指第4冲头的加压面向与第4模具槽的底面相同方向弯曲而形成的高低差,优选与第4模具槽的高低差相同。
62.在第4模具槽的底面包括在俯视时呈凹型弯曲形状且在纵截面观察时呈凸型弯曲形状的第3模具弯曲面的情况下,能够在弯曲加强部形成在俯视时呈凹型的部分。此外,在第4模具槽的底面包括在俯视时呈凸型弯曲形状且在纵截面观察时呈凹型弯曲形状的第4模具弯曲面的情况下,能够在弯曲加强部形成在俯视时呈凸型的部分。
63.并且,如上所述,上述构造部件的制造装置具备第5冲模、第4支架以及第5冲头。根
据该构成,在通过第4冲模以及第4冲头对平板原材料形成了槽部以及纵壁部之后,以槽部夹入第5冲模与第4支架之间的方式将平板原材料夹持在第5冲模与第4支架之间。然后,通过使第5冲头接近平板原材料,由此能够对槽部的底壁赋予弯曲。其结果,底壁的一部分成为纵壁部的一部分,且能够在该底壁的一部分与原来的纵壁部之间预先赋予在下一工序中使用的弯曲。
64.并且,如上所述,上述构造部件的制造装置具备第6冲模、第5支架以及第6冲头。并且,第6冲头的加压面相对于第6冲模的第4顶板支承面在成型下止点时的间隙大于第5支架的加压面相对于第6冲模的第4顶板支承面在成型下止点时的间隙。根据该构成,在将形成了纵壁部之后的平板原材料夹持在第6冲模与第5支架之间的状态下,通过第6冲头的加压面将纵壁部的上端缘压下。由此,进行纵壁部的弯曲加工而形成开放截面形状的弯曲加强部。此处,第6冲头的加压面相对于第6冲模的第4顶板支承面在成型下止点时的间隙大于第5支架的加压面相对于第6冲模的第4顶板支承面在成型下止点时的间隙。因此,能够在第5支架中牢固地夹持顶板部,此外在第6冲头中在与第6冲模之间能够得到开放截面形状的弯曲加强部。
65.(15)在上述(14)所记载的方案中也可以为,在观察上述第4模具槽的沿着与上述第4模具槽的延伸方向正交的截面中的内部形状的截面线长时,上述中途位置处的上述截面线长除以上述两侧相邻位置处的上述截面线长而得到的比在0.7~1.3的范围内。
66.在上述(15)所记载的方案的情况下,在通过该构造部件的制造装置得到的构造部件中,能够使弯曲加强部的沿着延伸方向的各位置处的截面形状的大小大致相等。并且,能够防止在弯曲加强部中在俯视时与顶板部重叠的部分产生裂纹、褶皱等成型不良情况。
67.(16)在上述(14)或者(15)所记载的方案中也可以为,在上述第4模具槽的上述底面的上述第3模具弯曲面和上述第4模具弯曲面中的至少一方,在俯视时通过宽度方向中央位置的中心线的曲率半径r(mm)除以上述纵截面观察时的曲率半径r1(mm)而得到的r/r1比在0.2~1.2的范围内。
68.在上述(16)所记载的方案的情况下,在成型了平板原材料时,能够防止由第3模具弯曲面或者第4模具弯曲面形成的上述高低差变得过大或过小。由此,能够避免弯曲加强部产生尺寸不良、缩颈、断裂这样的不良情况。
69.在第4模具槽的底面包括多个第3模具弯曲面以及第4模具弯曲面的情况下,曲率半径r、r1采用曲率半径r中具有最小值的位置处的曲率半径r、r1。
70.发明的效果
71.根据上述各方案所涉及的构造部件的制造方法以及制造装置,能够制造对弯曲边缘进行加强而具有较高刚性的构造部件。
附图说明
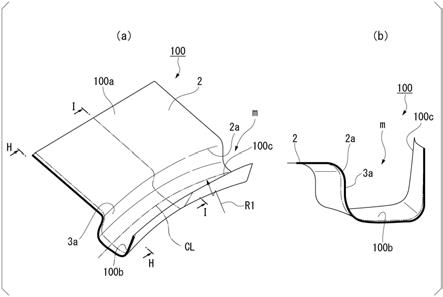
72.图1是表示通过本发明的第1实施方式的构造部件的制造方法制造的构造部件的图,(a)是立体图,(b)是俯视图。
73.图2是表示在说明该实施方式的效果时成为比较对象的比较例的图,且是在第1工序中使用的各模具以及坯料的立体图。
74.图3是表示在该比较例中使用的冲模的模具槽底面的形状的图,(a)是(b)的a-a向
视图,(b)是从与长度方向正交的方向观察的侧视图。
75.图4是表示在该比较例的第1工序中成型出的坯料的图,(a)是立体图,(b)是(a)的b-b向视图。
76.图5是表示该比较例的第1工序后的坯料的图,且是图4的(a)的c-c向视图。
77.图6的(a)是在该比较例的第2工序以及第1实施方式的第2工序中使用的各模具的立体图。(b)是对在第1实施方式的第2工序中使用的支架与冲头之间的水平方向上的相对位置关系的图,且是模具槽m1的延伸方向中央位置处的纵截面图。
78.图7是表示该比较例的第2工序后的坯料的图,(a)是立体图,(b)是(a)的d-d向视图。
79.图8是在该比较例的第3工序以及第1实施方式的第3工序中使用的各模具的立体图。
80.图9是表示该比较例的第3工序开始之前的坯料形状的图,且是图7的(a)的e-e向视图。
81.图10是表示该比较例的第3工序中的坯料的图,(a)是立体图,(b)是(a)的f-f向视图。
82.图11是按照(a)~(f)的顺序以时间序列排列了该比较例的第2工序到第3工序的坯料的形状变化的立体图。
83.图12是本发明的第1实施方式中在第1工序中使用的各模具以及坯料的立体图。
84.图13是表示在该实施方式中使用的冲模的模具槽底面的形状的图,(a)是(b)的g-g向视图,(b)是从与长度方向正交的方向观察的侧视图。
85.图14是表示在该实施方式的第1工序中成型出的坯料的图,(a)是立体图,(b)是(a)的h-h向视图。
86.图15是表示该实施方式的第1工序后的坯料的图,且是图14的(a)的i-i向视图。
87.图16是表示该实施方式的第2工序后的坯料的图,(a)是立体图,(b)是(a)的j-j向视图。
88.图17是表示该实施方式的第3工序开始之前的坯料形状的图,且是图16的(a)的k-k向视图。
89.图18是表示该实施方式的第3工序后的坯料的图,(a)是立体图,(b)是(a)的l-l向视图。
90.图19是表示该实施方式的变形例的图,且是以图18的(a)所示的m-m线观察第3工序中的坯料的截面图。
91.图20是按照(a)~(f)的顺序以时间序列排列了该比较例的第2工序到第3工序的坯料的形状变化的立体图。
92.图21是表示通过本发明的第2实施方式的构造部件的制造方法制造的构造部件的图,(a)是立体图,(b)是俯视图。
93.图22是该实施方式中在第1工序中使用的各模具以及坯料的立体图。
94.图23是表示在该实施方式中使用的冲模的模具槽底面的形状的图,(a)是(b)的n-n向视图,(b)是从与长度方向正交的方向观察的侧视图。
95.图24是表示在该实施方式的第1工序中成型出的坯料的图,(a)是立体图,(b)是
(a)的o-o向视图。
96.图25是表示该实施方式的第1工序后的坯料的图,且是图24的(a)的p-p向视图。
97.图26是在该实施方式的第2工序中使用的各模具的立体图。
98.图27是表示该实施方式的第2工序后的坯料的图,(a)是立体图,(b)是(a)的q-q向视图。
99.图28是在该实施方式的第3工序中使用的各模具的立体图。
100.图29是表示该实施方式的第3工序开始之前的坯料形状的图,且是图27的(a)的r-r向视图。
101.图30是表示该实施方式的第3工序后的坯料的图,(a)是立体图,(b)是(a)的s-s向视图。
102.图31是表示该实施方式的变形例的图,且是以图30的(a)所示的t-t线观察第3工序中的坯料的截面图。
103.图32是按照(a)~(f)的顺序以时间序列排列了该实施方式的第2工序到第3工序的坯料的形状变化的立体图。
104.图33是表示通过本发明的第3实施方式的构造部件的制造方法制造的构造部件的立体图。
105.图34是对该实施方式的构造部件的制造方法进行说明的概要图,且是按照(a)~(c)的顺序以时间序列排列了坯料的形状变化的立体图。
106.图35是表示该实施方式的构造部件的制造方法的第1工序的图,(a)是在该工序中使用的各模具的立体图,(b)是坯料的立体图,(c)是从(b)的向视u1观察坯料的侧视图。
107.图36是表示该实施方式的构造部件的制造方法的第2工序的图,(a)是在该工序中使用的各模具的立体图,(b)是坯料的立体图,(c)是从(b)的向视u2观察坯料的侧视图。
108.图37是表示该实施方式的构造部件的制造方法的第3工序的图,(a)是在该工序中使用的各模具的立体图,(b)是坯料的立体图,(c)是从(b)的向视u3观察坯料的侧视图。
109.图38是按照(a)~(i)的顺序以时间序列排列了该实施方式的构造部件的制造方法中的坯料的形状变化的立体图。
110.图39是表示通过本发明的第4实施方式的构造部件的制造方法制造的构造部件的立体图。
111.图40是对该实施方式的构造部件的制造方法进行说明的概要图,且是按照(a)~(c)的顺序以时间序列排列了坯料的形状变化的立体图。
112.图41是表示该实施方式的构造部件的制造方法的第1工序的图,(a)是在该工序中使用的各模具的立体图,(b)是坯料的立体图,(c)是从(b)的向视v1观察坯料的侧视图。
113.图42是表示该实施方式的构造部件的制造方法的第2工序的图,(a)是在该工序中使用的各模具的立体图,(b)是坯料的立体图,(c)是从(b)的向视v2观察坯料的侧视图。
114.图43是表示该实施方式的构造部件的制造方法的第3工序的图,(a)是在该工序中使用的各模具的立体图,(b)是坯料的立体图,(c)是从(b)的向视v3观察坯料的侧视图。
115.图44是按照(a)~(i)的顺序以时间序列排列了该实施方式的构造部件的制造方法中的坯料的形状变化的立体图。
116.图45是表示第1实施例的中间工序后的坯料的图,(a)是从(b)的x-x向视观察的侧
视图,(b)是主视图。
117.图46是表示第1实施例的构造部件的图,(a)是从(b)的y-y向视观察的侧视图,(b)是主视图。
118.图47是表示第2实施例的中间工序后的坯料的图,(a)是从(b)的x1-x1向视观察的侧视图,(b)是主视图。
119.图48是表示第2实施例的构造部件的图,(a)是从(b)的y1-y1向视观察的侧视图,(b)是主视图。
具体实施方式
120.以下,参照附图对本发明的构造部件的制造方法以及制造装置的各实施方式以及实施例进行说明。
121.[第1实施方式]
[0122]
在本实施方式中,说明用于由平板原材料对图1所示的构造部件1进行成型的制造方法和制造装置。另外,图1是通过本实施方式的构造部件的制造方法制造的构造部件1的图,(a)是立体图,(b)是俯视图。
[0123]
图1所示的构造部件1具有:顶板部2,具有弯曲边缘2a;以及弯曲加强部3,沿着弯曲边缘2a的延伸方向与顶板部2一体地形成,与上述延伸方向正交的截面为闭合截面形状。另外,在图1的(a)中,为了容易理解弯曲边缘2a以及弯曲加强部3的形状,稍微分开地图示接合部位,但实际上在接合部位无间隙地结合,弯曲加强部3形成闭合截面形状。在其他附图中有时也同样地图示。
[0124]
顶板部2是由相互平行的一对两侧边缘2b、2c、与该两侧边缘2b、2c之间相连且形成前边缘的上述弯曲边缘2a、以及与该弯曲边缘2a对置且连接在两侧边缘2b、2c之间的后边缘2d划分出的平板。其中,两侧边缘2b、2c以及后边缘2d分别具有直线形状。另一方面,弯曲边缘2a具有中央比其两端接近后边缘2d的凹型弯曲形状。作为该凹型弯曲形状在俯视时的曲率半径r,例示100mm~400mm。但是,曲率半径r并不限定于该范围内。
[0125]
弯曲加强部3具备:内壁3a,与顶板部2的弯曲边缘2a相连且朝向铅垂下方;底壁3b,与内壁3a相连且朝向从顶板部2水平地分离的方向;外壁3c,与底壁3b相连且朝向铅垂上方;以及上壁3d,与外壁3c相连且与顶板部2的上表面2e接合。
[0126]
内壁3a的铅垂方向的高度尺寸,在从沿着弯曲加强部3的延伸方向的一端到另一端的各位置处相同。并且,该内壁3a在水平截面观察时具有在与弯曲边缘2a相同的方向上具有相同的曲率半径的凹型弯曲形状。
[0127]
底壁3b的水平方向的宽度尺寸,在从沿着弯曲加强部3的延伸方向的一端到另一端的各位置处相同。并且,该底壁3b在侧视时与顶板部2平行,在仰视时具有朝与弯曲边缘2a相同的方向弯曲的凹型弯曲形状。
[0128]
外壁3c的铅垂方向的高度尺寸,在从沿着弯曲加强部3的延伸方向的一端到另一端的各位置处相同。并且,该外壁3c在水平截面观察时具有朝与弯曲边缘2a相同的方向弯曲的凹型弯曲形状。
[0129]
上壁3d的水平方向的宽度尺寸,在从沿着弯曲加强部3的延伸方向的一端到另一端的各位置处相同,且比底壁3b宽幅。并且,该上壁3d在纵截面观察时与顶板部2平行,在俯
视时具有朝与弯曲边缘2a相同的方向弯曲的凹型弯曲形状。另外,上壁3d在朝向后边缘2d超过弯曲边缘2a的位置处与顶板部2的上表面2e接合。作为其接合方法,例如能够适当使用焊接、粘接、螺栓固定等。
[0130]
内壁3a与外壁3c相互平行,此外,上壁3d与底壁3b相互平行。并且,通过该内壁3a、底壁3b、外壁3c、上壁3d这四个壁部,形成闭合截面形状。即,在本实施方式中,在弯曲加强部3内形成有凹型弯曲形状的空间,并且仅在沿着弯曲加强部3的延伸方向的一端以及另一端的两个部位,上述空间与外部连通。
[0131]
根据具有以上说明的构成的构造部件1,利用具有闭合截面形状的弯曲加强部3的刚性,能够防止顶板部2的面外变形。此外,对于沿着弯曲边缘2a的延伸方向的压缩载荷、拉伸载荷,也能够发挥较高的刚性。
[0132]
接着,在对本实施方式的制造方法以及制造装置进行说明之前,使用图2~图11先对比较例进行说明。
[0133]
在本比较例中,通过以下说明的第1工序~第3工序尝试进行图1所示的构造部件1的制造。首先,使用图2~图5从第1工序开始进行说明。
[0134]
[比较例/第1工序]
[0135]
图2是在本比较例的第1工序中使用的各模具以及坯料100的立体图。如该图2所示,本比较例的构造部件的制造装置具备:冲模10a,用于载放坯料100;支架20a,对于坯料100中成为上述顶板部2的部位从其上方进行按压;冲头30a,在坯料100中成为上述弯曲加强部3的部位形成凹槽;以及分别独立地驱动支架20a以及冲头30a的驱动部(未图示)。
[0136]
冲模10a具备:顶板支承面11a,支承坯料100中成为上述顶板部2的部位;模具槽12a,与该顶板支承面11a相连;以及水平面13a,与该模具槽12a相连。顶板支承面11a是包括边缘11aa的水平面,该边缘11aa朝与上述弯曲边缘2a相同的方向以相同的曲率半径弯曲。
[0137]
模具槽12a在边缘11aa与顶板支承面11a相连,具有图3所示的形状。另外,图3是表示模具槽12a的形状的图,(a)是(b)的a-a向视图,(b)是从与长度方向正交的方向观察的侧视图。在图3的(a)以及(b)中,为了使两个图中的端缘的位置关系清楚,而用粗线表示端缘。另外,在以下的各图中有时也同样使用粗线表示位置关系。
[0138]
如该图3所示,模具槽12a具备:模具槽侧面12aa,与上述边缘11aa相连且朝向铅垂下方;模具槽底面12ab,与模具槽侧面12aa相连且朝向从顶板支承面11a水平地分离的方向;以及模具槽侧面12ac,与模具槽底面12ab相连且朝向铅垂上方。
[0139]
模具槽侧面12aa以及模具槽侧面12ac的铅垂方向的高度尺寸,在从沿着它们的延伸方向的一端到另一端的各位置处相同。并且,这些模具槽侧面12aa以及模具槽侧面12ac在俯视时具有朝与上述边缘11aa相同的方向弯曲的凹型弯曲形状。
[0140]
模具槽底面12ab的水平方向的宽度尺寸,在从沿着其延伸方向的一端到另一端的各位置处相同。并且,该模具槽底面12ab在俯视时具有朝与上述边缘11aa相同的方向弯曲的凹型弯曲形状。进而,如图3的(b)所示,模具槽底面12ab从模具槽12a的一端到另一端成为没有凹凸的水平面。
[0141]
返回到图2,支架20a具有:在与上述边缘11aa相同的方向上具有相同的曲率半径的凹型弯曲形状的边缘20aa;以及按压坯料100的上表面100a的平坦的下表面20ab。
[0142]
冲头30a具有与模具槽12a大致相同的形状的加压面30aa。考虑到坯料100的板厚,
加压面30aa具有比模具槽12a的形状小一圈的形状。加压面30aa的最下表面从其一端到另一端成为没有凹凸的水平面。
[0143]
上述驱动部具备:使支架20a朝向冲模10a接近或分离的驱动机构;以及使冲头30a朝向模具槽12a接近或分离的其他驱动机构。因而,能够单独地驱动支架20a以及冲头30a。
[0144]
在通过具有以上说明的构成的构造部件的制造装置进行第1工序时,首先,在冲模10a的顶板支承面11a上载放坯料100,然后使支架20a下降而在与冲模10a之间夹持坯料100。此时,坯料100的端部在以到达冲模10a的水平面13a上的方式进行了配置之后进行固定。
[0145]
接着,通过上述驱动机构使冲头30a下降,由此将坯料100的端部夹入冲模10a的模具槽12a与加压面30aa之间而使其塑性变形。之后,通过上述驱动机构使冲头30a上升并且使支架20a上升,由此从冲模10a上取出第1工序后的坯料100。
[0146]
图4以及图5表示如此冲压加工后的坯料100。图4的(a)是立体图,(b)是(a)的b-b向视图。并且,图5是图4的(a)的c-c向视图。在第1工序之后,顶板部2和经由弯曲边缘2a而与顶板部2相连的内壁3a一体地形成。坯料100中的由加压面30aa的下端面加压的凹型的带状圆弧壁部100b的上表面以及下表面,从其延伸方向的一端到另一端成为水平面。该带状圆弧壁部100b是经过接下来的第2工序以及第3工序而成为底壁3b、外壁3c以及上壁3d的预定部分。
[0147]
此外,在坯料100中也形成有与带状圆弧壁部100b相连且朝上方立起的纵壁部100c。纵壁部100c被夹入在加压面30aa与模具槽12a之间而塑性变形为凹型弯曲形状,但其上端缘的拉伸凸缘变形不充分,因此如图5所示那样,以远离上述弯曲边缘2a的方式倾斜地后退。
[0148]
[比较例/第2工序]
[0149]
接着,使用图6的(a)以及图7对比较例的第2工序进行说明。图6的(a)是在第2工序中使用的各模具的立体图。此外,图7是表示第2工序后的坯料的图,(a)是立体图,(b)是(a)的d-d向视图。
[0150]
本比较例的构造部件的制造装置还具备图6的(a)所示的模具。这些模具具备:冲模40a,用于载放第1工序后的坯料100;支架50a,从上方按压坯料100中成为上述顶板部2的部位以及成为上述底壁3b的部位;冲头60a,通过将上述带状圆弧壁部100b局部地推起而折弯来形成上述外壁3c;驱动机构(未图示),使支架50a相对于冲模40a接近或分离;以及其他驱动机构(未图示),使冲头60a相对于坯料100接近或分离。
[0151]
冲模40a具有:顶板支承面41a,支承坯料100中成为上述顶板部2的部位;以及模具槽(第2模具槽)m1,与该顶板支承面41a相连。模具槽m1具有:模具槽侧面42a,与顶板支承面41a相连且朝向铅垂下方地形成;以及模具槽底面43a,与该模具槽侧面42a相连且朝向从顶板支承面41a水平地分离的方向。
[0152]
模具槽侧面42a的铅垂方向的高度尺寸,在从沿着其延伸方向的一端到另一端的各位置处相同。并且,该模具槽侧面42a在俯视时具有凹型弯曲形状,该凹型弯曲形状在与上述边缘11aa相同的方向上具有相同的曲率半径。
[0153]
模具槽底面43a的水平方向的宽度尺寸,在从沿着其延伸方向的一端到另一端的各位置处相同。并且,该模具槽底面43a在俯视时具有朝与上述边缘11aa相同的方向弯曲的
凹型弯曲形状。进而,模具槽底面43a从其一端到另一端成为没有凹凸的水平面。
[0154]
支架50a具备:凹型弯曲形状的边缘50aa,在与上述边缘11aa相同的方向上具有相同的曲率半径;平坦的下表面50ab,按压坯料100的上表面100a;内壁面50ac,经由边缘50aa与下表面50ab相连;下表面50ad,与该内壁面50ac相连;以及纵壁面50ae,与下表面50ad相连且从铅垂上方立起。
[0155]
内壁面50ac与纵壁面50ae相互平行,并且具有朝与边缘50aa相同的方向弯曲的凹型弯曲形状。
[0156]
此外,下表面50ad在仰视时具有朝与上述边缘11aa相同的方向弯曲的凹型弯曲形状。并且,其宽度尺寸与构造部件1的底壁3b的宽度尺寸对应。即,下表面50ad的宽度尺寸比带状圆弧壁部100b的宽度尺寸窄,以便仅对图4所示的带状圆弧壁部100b中成为底壁3b的部分进行加压。因此,在带状圆弧壁部100b中未被下表面50ad加压的部分受到冲头60a的推起的情况下,朝铅垂上方弯曲而成为上述外壁3c。更详细来说,在图6的(a)所示的下表面50ad的棱线50ad1与带状圆弧壁部100b的宽度方向中央接触的状态下,带状圆弧壁部100b弯曲。因此,以该弯曲位置为边界形成包括底壁3b和在下一工序中成为外壁3c的部分的纵壁部100c。
[0157]
冲头60a在俯视时具有朝与支架50a的棱线50ad1相同的方向弯曲的凸型弯曲形状的棱线60aa。并且,在使冲头60a上升时,该棱线60aa与带状圆弧壁部100b的背面侧接着,并与上述棱线50ad1协作而施加弯曲。
[0158]
在使用以上说明的各模具进行第2工序时,首先,在冲模40a的顶板支承面41a上载放第1工序后的坯料100,然后使支架50a下降,以在与冲模40a之间夹入坯料100的方式进行加压。由此,坯料100的内壁3a被夹入在模具槽侧面42a与内壁面50ac之间并被固定。进而,坯料100的带状圆弧壁部100b的一部分被夹入并固定在模具槽底面43a与下表面50ad之间而残留其他部分。
[0159]
接着,通过上述驱动机构使冲头60a上升,将带状圆弧壁部100b的上述其他部分从其下方朝向上方推起。其结果,在带状圆弧壁部100b中的成为底壁3b的部分与成为纵壁部100c的部分之间形成折痕。
[0160]
图7表示如此在第2工序中冲压加工后的坯料100。在第2工序之后,形成顶板部2、经由弯曲边缘2a而一体地形成的内壁3a、与该内壁3a相连的底壁3b、以及与该底壁3b相连的纵壁部100c。通过对带状圆弧壁部100b的一部分施加弯曲,由此通过与图4的(b)的对比可知,纵壁部100c的铅垂方向的高度尺寸伸长。此外,在第1工序时,纵壁部100c的上端缘的由于拉伸凸缘变形不充分而后退的状态,在第2工序之后仍残留。
[0161]
[比较例/第3工序]
[0162]
接着,以下使用图8~图10对本比较例的第3工序进行说明。
[0163]
图8是在第3工序中使用的各模具的立体图。图9是表示第3工序开始之前的坯料100的形状的图,且是图7的(a)的e-e向视图。图10是表示第3工序中的坯料的图,(a)是立体图,(b)是(a)的f-f向视图。
[0164]
本比较例的构造部件的制造装置还具备图8所示的模具。这些模具具备:上述冲模40a,继续载放第2工序后的坯料100;支架70a,配置在冲模40a的上方且上下移动;冲头80a,与冲模40a邻接配置且上下移动;衬垫90a,配置在冲头80a上且上下移动;驱动机构(未图
示),使支架70a相对于冲模40a接近或分离;使冲头80a相对于坯料100接近或分离的其他驱动机构(未图示);以及使衬垫90a相对于冲头80a接近或分离的其他驱动机构(未图示)。
[0165]
支架70a具备:凹型弯曲形状的棱线70aa,在俯视时朝与述边缘11aa相同的方向弯曲;平坦的下表面70ab,按压坯料100的上表面100a;以及纵壁面70ac,经由棱线70aa与下表面70ab相连且朝铅垂上方立起。
[0166]
冲头80a具有:模具槽(第3模具槽)m2,在俯视时具有朝与支架70a的棱线70aa相同的方向弯曲的凸型弯曲形状的边缘80aa,并且与冲模40a邻接;以及平坦的上表面80ab,与边缘80aa相连。当使冲头80a上升时,其边缘80aa与坯料100的纵壁部100c的下端部分接触而对其施加弯曲。
[0167]
衬垫90a具有:平坦的下表面90aa;与该下表面90aa相连的凸型弯曲形状的倾斜面90ab;以及与该倾斜面90ab相连的凸型弯曲形状的下表面90ac。在下表面90aa与下表面90ac之间经由倾斜面90ab形成有阶差。此外,下表面90ac的边缘90ac1具有在与棱线70aa相同的方向上具有相同的曲率半径的凸型弯曲形状。
[0168]
在使用以上说明的各模具进行第3工序时,首先,保持在冲模40a的顶板支承面41a上载放第2工序后的坯料100的状态,代替上述支架50a而使用支架70a,将顶板部2夹持在该支架70a与顶板支承面41a之间。
[0169]
接着,在图9中使冲头80a朝箭头up方向上升而从外周围支承坯料100的底壁3b、以及纵壁部100c中成为外壁3c的部分。
[0170]
之后,此次,在图9中使衬垫90a朝箭头dw方向下降,使衬垫90a的下表面90aa与冲头80a的上表面80ab抵接。此时,如果坯料100的纵壁部100c的上端缘全部位于倾斜面90ab或者下表面90ac的下方位置,则能够将纵壁部100c朝向顶板部2侧折弯。但是,在本比较例中,在第1工序以及第2工序之后,保持纵壁部100c朝从顶板部2后退的方向倾斜的状态不变,因此当在第3工序中使衬垫90a下降时,纵壁部100c的上端缘与其下表面90aa抵接。然后,受到被压下的衬垫90a的加压而纵壁部100c朝与原来相反的方向倾倒,最终被夹入下表面90aa与上表面80ab之间而被压溃。
[0171]
其结果,如图10所示,在顶板部2的侧方未形成闭合截面形状的弯曲加强部3,因此取法得到图1所示的构件形状。
[0172]
图11表示按照(a)~(f)顺序以时间序列排列了以上说明的各工序中的第2工序到第3工序的坯料100的形状变化的立体图。另外,图11中的(a)~(c)表示第2工序,(d)~(f)表示第3工序。
[0173]
首先,在图11的(a)中,将第1工序后的坯料100夹入冲模40a与支架50a之间。然后,通过使冲头60a上升而成为图11的(b)所示的状态。此时,纵壁部100c的上端缘意欲沿着其延伸方向进行拉伸凸缘变形,但无法得到充分的变形量。因此,纵壁部100c无法朝箭头a所示的方向倒下。其结果,即便使冲头60a进一步上升,在纵壁部100c中也难以产生成为外壁3c的部分与成为上壁3d的部分的边界的折痕,因此纵壁部100c的上端缘保持从顶板部2分离的状态。
[0174]
在接下来的第3工序中,在坯料100的纵壁部100c的倒下不充分的状态下通过衬垫90a将纵壁部100c的上端缘压下,因此如图11的(d)至(e)所示,纵壁部100c朝与原来相反的方向倒下,然后如(f)所示那样被压溃。
[0175]
如以上说明的那样,对于具有弯曲边缘2a的平板状的坯料100难以沿着弯曲边缘2a形成弯曲加强部3,本发明人对其理由进行了深刻研究,结果发现原因在于在第2工序中的图11的(b)中拉伸凸缘变形不充分。以下,使用图12~图20说明对这一点进行了改良的第1实施方式。
[0176]
[第1实施方式/第1工序]
[0177]
图12是在本实施方式的第1工序中使用的各模具以及坯料100的立体图。如该图12所示,本实施方式的构造部件的制造装置具备:冲模110,用于载放坯料100;支架120,从上方按压坯料100中成为上述顶板部2的部位;冲头130,在坯料100中的形成上述弯曲加强部3的部位形成凹槽;以及驱动部(未图示),分别独立地驱动支架120以及冲头130。
[0178]
冲模110具备:顶板支承面111,支承坯料100中成为上述顶板部2的部位;模具槽112,与该顶板支承面111相连;以及水平面113,与该模具槽112相连。顶板支承面111是具有朝与上述弯曲边缘2a相同的方向以相同的曲率半径弯曲的边缘111a的水平面。
[0179]
模具槽112在边缘111a与顶板支承面111相连,具有图13所示的形状。另外,图13是表示模具槽112的形状的图,(a)是(b)的g-g向视图,(b)是从与长度方向正交的方向观察的侧视图。在图13的(a)以及(b)中,为了使两个图中的端缘的位置关系清楚,而用粗线表示端缘。另外,在以下的各图中有时也同样使用粗线表示位置关系。
[0180]
如该图13所示,模具槽112具备:模具槽侧面112a,与上述边缘111a相连且朝向铅垂下方;模具槽底面112b,与模具槽侧面112a相连且朝向从顶板支承面111水平地分离的方向;以及模具槽侧面112c,与模具槽底面112b相连且朝向铅垂上方。
[0181]
模具槽侧面112a以及模具槽侧面112c的铅垂方向的高度尺寸,在沿着它们的延伸方向的中央位置与两端位置之间设置有差。即,在侧视的情况下,模具槽侧面112a以及模具槽侧面112c的上端缘呈直线形状,而下端缘呈朝向铅垂上方为凸型的弯曲线形状。该弯曲线形状的曲率半径r1优选大于图1所示的构造部件1中的上述弯曲边缘2a的曲率半径r。关于其理由将在后面叙述。
[0182]
分别具有这种拱形的下端缘的模具槽侧面112a以及模具槽侧面112c的铅垂方向的高度尺寸为,在它们的延伸方向的两端位置比在中央位置长。
[0183]
这些模具槽侧面112a以及模具槽侧面112c在俯视时具有朝与上述边缘111a相同的方向弯曲的弯曲形状。此外,俯视模具槽侧面112a的情况下的曲率半径与构造部件1中的上述弯曲边缘2a的曲率半径r相等。进而,俯视模具槽侧面112c的情况下的曲率半径大于模具槽侧面112a的曲率半径。通过该曲率半径差来吸收模具槽侧面112a以及模具槽侧面112c各自的沿着延伸方向的高度尺寸差。换言之,图13的(a)所示的长度l1、l2、l3的合计即周长和在模具槽112的延伸方向的各位置处相同。由此,能够使成型后的弯曲加强部3的截面形状的大小在其延伸方向的各位置处相同。
[0184]
模具槽底面112b在俯视时具有朝与上述边缘111a相同的方向弯曲的凹型弯曲形状。进而,如图13的(b)所示,模具槽底面112b在沿着其延伸方向的中央位置与端部位置之间在纵截面观察时具有高低差h。即,模具槽底面112b具有以沿着其延伸方向的两端位置相对于中央位置相对变低的方式弯曲的凸型弯曲形状。
[0185]
返回到图12,支架120具有:凹型弯曲形状的边缘120a,在与上述边缘111a相同的方向上具有相同的曲率半径;以及平坦的下表面120b,按压坯料100的上表面100a。
[0186]
冲头130具有与模具槽112大致相同形状的加压面130a。考虑到坯料100的板厚,加压面130a比模具槽112的形状小一圈。
[0187]
加压面130a具有一对冲头外侧面130a1、130a2、以及将它们的下端缘之间连接的冲头下端面130a3。这些冲头外侧面130a1、130a2以及冲头下端面130a3在俯视时具有朝与上述边缘111a相同的方向弯曲的弯曲形状。
[0188]
冲头外侧面130a1、130a2的铅垂方向的高度尺寸,在沿着它们的延伸方向的中央位置与两端位置之间设置有差。即,在侧视的情况下,冲头外侧面130a1、130a2的上端缘呈直线形状,而下端缘呈朝向铅垂上方为凸型的弯曲线形状。
[0189]
分别具有这种拱形的下端缘的冲头外侧面130a1、130a2的铅垂方向的高度尺寸为,在上述延伸方向的两端位置比在中央位置长。
[0190]
这些冲头外侧面130a1、130a2在俯视时具有朝与上述边缘111a相同的方向弯曲的凹型弯曲形状。此外,俯视冲头外侧面130a1的情况下的曲率半径与构造部件1中的上述弯曲边缘2a的曲率半径r相等。进而,俯视冲头外侧面130a2的情况下的曲率半径大于冲头外侧面130a1的曲率半径。通过该曲率半径差来吸收冲头外侧面130a1、130a2各自的沿着延伸方向的高度尺寸差。换言之,图12所示的长度l4、l5、l6的合计即周长和在冲头130的延伸方向的各位置处相同。
[0191]
上述驱动部具备:驱动机构,使支架120朝向冲模110接近或分离;以及其他驱动机构,使冲头130朝向模具槽112接近或分离。因而,能够单独地驱动支架120以及冲头130。
[0192]
坯料100是呈大致矩形状的平板原材料。作为其板厚,例示了0.8mm~6.0mm,但并不限定于该厚度。作为坯料100的材质,能够使用钢、铝合金或者镁合金等金属材料、或者玻璃纤维或碳纤维等树脂材料。进而,也可以将金属材料与树脂材料的复合材料作为坯料100的材质。
[0193]
在通过具有以上说明的构成的构造部件的制造装置进行第1工序时,首先,在冲模110的顶板支承面111上载放坯料100,然后使支架120下降而将坯料100夹持在支架120与冲模110之间。此时,坯料100的端部在以也重叠在冲模110的水平面113上的方式进行配置之后进行固定。
[0194]
接着,通过上述驱动机构使冲头130下降,由此将坯料100夹入冲模110的模具槽112与加压面130a之间而使其塑性变形。之后,在通过上述驱动机构使冲头130上升之后,使支架120上升。然后,从冲模110上取出第1工序后的坯料100。
[0195]
图14以及图15表示如此冲压加工后的坯料100。图14的(a)是立体图,(b)是(a)的h-h向视图。并且,图15是图14的(a)的i-i向视图。在第1工序之后,顶板部2和经由弯曲边缘2a而与顶板部2相连的内壁3a一体地形成。
[0196]
第1工序后的坯料100具有槽部m,该槽部m包括内壁3a及纵壁部100c以及将它们的下端缘之间连接的带状圆弧壁部100b。这些内壁3a、纵壁部100c、带状圆弧壁部100b在俯视时具有朝相同方向弯曲的弯曲形状。
[0197]
内壁3a以及纵壁部100c的下端缘的高度尺寸,在沿着它们的延伸方向的中央位置与两端位置之间设置有差。即,内壁3a以及纵壁部100c的各下端缘在侧视时呈朝向铅垂上方为凸型的弯曲线形状。
[0198]
在俯视的情况下,纵壁部100c的曲率半径大于内壁3a的曲率半径。通过该曲率半
径差来吸收内壁3a以及纵壁部100c各自的沿着延伸方向的高度尺寸差。换言之,图15所示的长度l7、l8、l9的合计即周长和在带状圆弧壁部100b的延伸方向的各位置处相同。
[0199]
带状圆弧壁部100b在俯视时具有朝与上述边缘111a相同的方向弯曲的弯曲形状。进而,带状圆弧壁部100b在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,带状圆弧壁部100b具有以沿着其延伸方向的两端位置相对于中央位置相对变低的方式弯曲的凸型弯曲形状。并且,与带状圆弧壁部100b的通过俯视时的宽度方向中央位置的中心线cl的曲率半径相比,增大带状圆弧壁部100b的纵截面观察时的曲率半径。由此,当在下一工序中改变模具而放置坯料100时,能够防止坯料100的高度变得过高而变得不稳定。
[0200]
带状圆弧壁部100b是经过接下来的第2工序以及第3工序而成为底壁3b以及外壁3c的部分。如上所述,在第1工序(中间工序)中,通过冲压,在槽部m的带状圆弧壁部(底壁)100b上,在沿着槽部m的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间设置有高低差。由此,在带状圆弧壁部100b形成在俯视时呈凹型弯曲形状且在纵截面观察时呈凸型弯曲形状的弯曲部(第1弯曲部)。另外,在本实施方式中,将带状圆弧壁部100b全部作为弯曲部,但并不仅限定于该方式,也可以仅将带状圆弧壁部100b的一部分作为弯曲部。
[0201]
此外,在坯料100中也形成有与带状圆弧壁部100b相连且朝上方立起的纵壁部100c。在上述比较例中,如使用图5说明的那样,纵壁部100c的上端缘的拉伸凸缘变形不充分,因此以远离弯曲边缘2a的方式倾斜地后退。另一方面,在本实施方式中,在本第1工序中以带状圆弧壁部100b成为朝向铅垂上方为凸型的弯曲形状的方式赋予弯曲,因此能够在第2工序之前赋予纵壁部100c的上端缘的拉伸凸缘变形。即,使纵壁部100c朝面内方向弯曲变形,以使纵壁部100c的上端缘比下端缘变得宽幅。其结果,与比较例的图5相比,在本实施方式的图15中,能够预先使纵壁部100c接近弯曲边缘2a。
[0202]
[第1实施方式/第2工序]
[0203]
接着,使用图6以及图16对本实施方式的第2工序进行说明。图16是表示第2工序后的坯料的图,(a)是立体图,(b)是(a)的j-j向视图。另外,在本工序中使用与图6的(a)所示的各模具相同的模具,因此省略这些模具的说明。
[0204]
在使用图6的(a)所示的冲模40a、支架50a以及冲头60a进行第2工序时,首先,在冲模40a的顶板支承面41a上载放第1工序后的坯料100。此时,将底壁3b配置在模具槽底面43a上,且将内壁3a配置成与模具槽侧面42a面接触。此时,由于底壁3b具有弯曲形状,因此除了其两端之外从模具槽底面43a稍微浮起。
[0205]
接着,当使支架50a下降时,其平坦的下表面50ad与凸型弯曲形状的底壁3b的处于延伸方向中央位置的最顶部抵接。通过进一步使支架50a下降,由此以使底壁3b的弯曲逐渐减少的方式弯回。然后,当支架50a到达下止点时,底壁3b被夹入下表面50ad与模具槽底面43a之间而塑性变形为完全平坦的形状。在该过程中,使底壁3b的弯曲弯回的力传递至纵壁部100c,因此纵壁部100c以比原来的状态进一步立起的方式塑性变形。
[0206]
通过以上,坯料100的内壁3a被夹入模具槽侧面42a与内壁面50ac之间而被固定。进而,坯料100的带状圆弧壁部100b的一部分被夹入模具槽底面43a与下表面50ad之间而被固定,而残留其他部分。
[0207]
接着,通过上述驱动机构使冲头60a上升,由此带状圆弧壁部100b的上述其他部分被从其下方朝向上方推起。其结果,在带状圆弧壁部100b中的成为底壁3b的部分与成为纵壁部100c的部分之间形成折痕。
[0208]
此时,为了使纵壁部100c朝向弯曲边缘2a倾斜,需要纵壁部100c的上端缘沿着延伸方向的拉伸凸缘变形。在上述比较例中,该拉伸凸缘变形不充分,因此无法使纵壁部100c的上端缘倾斜。另一方面,在本实施方式中,由于在第1工序的阶段预先施加了拉伸凸缘变形,因此能够在纵壁部100c的高度方向中途位置处残留弯曲的状态下,使纵壁部100c的上端缘朝向弯曲边缘2a充分地倒下。
[0209]
另外,如图6的(b)所示,优选使冲头60a的纵壁面60ae在水平方向上隔开5mm以上50mm以下的距离cl而与支架50a的纵壁面50ae对置配置。在该情况下,能够更可靠地在纵壁部100c的高度方向中途位置处残留在第1工序中形成的弯曲部分bp的同时,使纵壁部100c的上端缘以朝向顶板部2前倾地接近的方式倾斜。另一方面,当距离cl小于5mm时,纵壁面50ae以及纵壁面60ae之间过窄而会压溃弯曲部分bp,在下一工序中有可能无法适当折弯纵壁部100c。此外,当距离cl大于50mm时,虽然弯曲部分bp残留,但纵壁部100c的上端缘仍会以远离顶板部2的方式后退,因此在下一工序中有可能无法使纵壁部100c在弯曲部分bp折弯。
[0210]
根据以上的理由,优选将冲头60a(第2冲头)配置成,在俯视时,使纵壁面60ae(第2纵壁面)在水平方向上隔开5mm以上50mm以下的距离cl而与支架50a(第1支架)的纵壁面50ae(第1纵壁面)对置配置。
[0211]
图16表示如此在第2工序中冲压加工后的坯料100。在第2工序之后,形成顶板部2、经由弯曲边缘2a而一体地形成的内壁3a、与该内壁3a相连的平坦的底壁3b、以及与该底壁3b相连的纵壁部100c。通过对带状圆弧壁部100b的一部分施加弯曲,由此通过与图14的(b)对比可知,纵壁部100c的铅垂方向的尺寸伸长。此外,在第1工序中赋予的带状圆弧壁部100b与纵壁部100c之间的弯曲残留在第2工序后的纵壁部100c中的图16的(b)的符号p所示的位置。因此,与比较例的第2工序的情况相比,纵壁部100c的上端缘接近弯曲边缘2a。
[0212]
[第1实施方式/第3工序]
[0213]
接着,使用图8、图17以及图18对本实施方式的第3工序进行说明。图17是表示第3工序开始之前的坯料100的形状的图,且是图16的(a)的k-k向视图。图18是表示第3工序后的坯料的图,(a)是立体图,(b)是(a)的l-l向视图。另外,在本工序中使用与图8所示的模具相同的模具,因此省略它们的说明。
[0214]
在使用图8所示的冲模40a、支架70a、冲头80a以及衬垫90a进行第3工序时,首先,保持在冲模40a的顶板支承面41a上载放了第2工序后的坯料100的状态不变,代替上述支架50a而使用支架70a,将顶板部2夹持在该支架70a与顶板支承面41a之间。此时,将支架70a配置成,其纵壁面70ac来到从冲模40a的边缘41aa后退了规定的宽度尺寸t的位置。由此,在图8中宽度尺寸t的阴影所示的区域成为在第3工序中折弯纵壁部100c而形成闭合截面时的水平方向上的接合量。
[0215]
接着,在图17中使冲头80a朝箭头up方向上升而从外周围支承坯料100的底壁3b和纵壁部100c中成为外壁3c的部分。
[0216]
之后,此次在图17中使衬垫90a朝箭头dw方向下降,使衬垫90a的下表面90aa与冲
头80a的上表面80ab抵接。此时,坯料100的纵壁部100c的上端缘全部处于倾斜面90ab或者下表面90ac的下方。因此,当使衬垫90a下降时,能够通过其倾斜面90ab以及下表面90ac将纵壁部100c的上端缘一边朝向顶板部2上的接合位置引导一边推倒。此时,纵壁部100c的符号p所示的弯曲(上述弯曲部分bp)逐渐变大,作为其结果,形成外壁3c与上壁3d的边界。
[0217]
而且,即使在衬垫90a到达下止点之前纵壁部100c的上端缘要超过与顶板部2接合的接合位置,也能够通过上述纵壁面70ac阻挡移动。上端缘被阻挡的纵壁部100c将对纵壁面70ac施加的力作为反力而自行回归,因此以与由冲模40a、冲头80a以及衬垫90a形成的封闭空间的内壁面密接的方式形成闭合截面形状。
[0218]
此处,衬垫90a的加压面相对于冲模40a的顶板支承面41a(第1顶板支承面)在成型下止点时的间隙大于支架70a的加压面相对于冲模40a的顶板支承面41a(第1顶板支承面)在成型下止点时的间隙。更具体而言,当支架70a到达下止点时,将该支架70a的加压面与冲模40a的顶板支承面41a之间的间隙设为g1。进而,当衬垫90a到达下止点时,将该衬垫90a的加压面与冲模40a的顶板支承面41a之间的间隙设为g2。在该情况下,间隙g1与顶板部2的板厚大致相等,间隙g2与顶板部2的板厚加上纵壁部100c的上端缘的板厚而得到的尺寸大致相等。即,间隙g2》间隙g1。因此,能够在支架70a与冲模40a之间牢固地夹持顶板部2,并且,在衬垫90a与冲模40a之间能够得到用于夹入顶板部2以及纵壁部100c的上端缘的接合量。
[0219]
最后,通过使用适当的接合方法将上壁3d与顶板部2的接合位置进行接合,由此形成图18所示的弯曲加强部3。该弯曲加强部3的沿着其延伸方向的各位置处的截面形状相同。
[0220]
另外,在本工序中,通过纵壁面70ac限制纵壁部100c的上端缘过度移动,但并不限定于该方式,例如,也可以如图19的变形例所示,对于衬垫90a设置与其下表面90ac相连且从下表面90ac的端部朝向下方形成的限制面90ad。在该情况下,纵壁部100c的上端缘的移动被限制面90ad阻挡,因此能够从支架70a省略纵壁面70ac。
[0221]
此外,在本工序中,接着第2工序进行第3工序,但并不限定于该方式。例如,也可以如图17所示,在第2工序之后且在第3工序之前,还具有使纵壁部100c的上端缘朝向顶板部2弯曲而形成弯曲部q的上端缘弯曲工序。在该情况下,能够抑制衬垫90a的下表面90ac由于与纵壁部100c的上端缘的滑动接触而磨损。并且,当衬垫90a到达下止点时,其下表面90ac将弯曲部q平坦地压溃,因此在后续工序中不会残留弯曲部q。
[0222]
另外,也可以代替设置弯曲部q,而在衬垫90a的倾斜面90ab以及下表面90ac上预先涂布赋予耐磨损性的涂敷剂。进而,也可以采用形成弯曲部q以及涂布涂敷剂的双方。
[0223]
图20表示按照(a)~(f)的顺序以时间序列排列了以上说明的各工序中的第2工序到第3工序的坯料100的形状变化的立体图。另外,图20中的(a)~(c)表示第2工序,(d)~(f)表示第3工序。
[0224]
首先,在图20的(a)中,将第1工序后的坯料100夹入冲模40a与支架50a之间。然后,使冲头60a上升而成为图20的(b)所示的状态。此时,为了使纵壁部100c的上端缘朝向顶板部2倾斜,需要沿着其延伸方向的拉伸凸缘变形,但由于在第1工序中已经赋予了拉伸凸缘变形,因此能够具有余量地使其倾斜。因此,即便使冲头60a进一步上升而成为图20的(b)所示的状态,也能够在纵壁部100c中维持成为外壁3c的部分与成为上壁3d的部分的边界的折痕。
[0225]
在接下来的第3工序中,在坯料100的纵壁部100c的倒下充分的状态下,通过衬垫90a将纵壁部100c的上端缘压下,因此如图20的(d)至(e)所示,纵壁部100c朝向与顶板部2接合的接合位置正确地倒下。然后,如图20的(f)所示,通过在接合位置处使用适当的接合方法来固定上壁3d,由此完成具有弯曲加强部3的构造部件1。
[0226]
将以上说明的本实施方式的要点汇总如下。
[0227]
本实施方式的构造部件的制造方法,是由坯料(平板原材料)100制造构造部件1的方法,该构造部件1具有:顶板部2,具有弯曲边缘2a;以及弯曲加强部3,沿着弯曲边缘2a的延伸方向与顶板部2一体地形成,与弯曲边缘2a的延伸方向正交的截面为闭合截面形状。
[0228]
并且,该制造方法具有:第1工序(中间工序),在夹持了坯料100中的与顶板部2对应的部位(第1部位)的状态下,将与顶板部2的弯曲边缘2a相连的其他部位(成为内壁3a、带状圆弧壁部100b、纵壁部100c的第2部位)相对于坯料100的表面朝进深方向进行冲压,形成沿着弯曲边缘2a的延伸方向且与上述延伸方向正交的截面成为u字的槽部m以及与槽部m相连的纵壁部100c;以及第3工序(接合工序),将纵壁部100c的上端缘与顶板部2重叠而接合,形成弯曲加强部3。
[0229]
并且,在第1工序的上述冲压中,在沿着上述延伸方向进行纵截面观察时的槽部m的带状圆弧壁部100b(底壁)的中央位置与端部位置之间设置有高低差。
[0230]
即,如图14所示,通过第1工序的上述冲压,将带状圆弧壁部100b形成为在俯视时呈凹型弯曲形状且在纵截面观察时呈凸型弯曲形状。
[0231]
另外,在第1工序的冲压成型时,不是将与顶板部2对应的部位完全固定,而是成为夹持的状态。因此,虽然限制所夹持的部位朝其平面外移动以及变形,但允许所夹持的部位的一部分朝向内壁3a等其他部位的金属流动。
[0232]
在第3工序中,通过将纵壁部100c的上端缘在允许接近顶板部2的移动的状态下朝向槽部m压下,由此将上端缘朝向顶板部2折弯。并且,限制上述上端缘的超过顶板部2中的接合预定位置的移动。
[0233]
在第3工序之前,也可以进一步具有将上述上端缘朝向顶板部2弯曲而形成弯曲部q的上端缘弯曲工序。
[0234]
优选为,通过第1工序的上述冲压,在观察槽部m的与延伸方向正交的截面中的上述u字的内部形状的截面线长(图15所示的长度l7、l8、l9的合计即周长和)时,中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比在0.7~1.3的范围内。进而,优选在上述中央位置与上述端部位置将上述截面线长设为相互相同。进而,最优选将槽部m的延伸方向的各位置处的上述截面线长设为全部相等。
[0235]
当上述截面线长之比小于0.7或者超过1.3时,上述中央位置与上述端部位置之间的上述截面线长之差会变得过大。在该情况下,当形成了沿着槽部m的延伸方向的各位置处的截面积大致相等的弯曲加强部时,上述截面线长之差有可能使上壁3d的端缘产生裂纹、褶皱等成型不良情况。因此,作为上述截面线长之比,优选在0.7~1.3的范围内。
[0236]
此外,通过第1工序的冲压,也可以将带状圆弧壁部100b的通过俯视时的宽度方向中央位置的中心线的曲率半径r(mm)除以带状圆弧壁部100b的纵截面观察时的曲率半径r1(mm)而得到的r/r1比设为0.2~1.2的范围内。在该情况下,即使使用780mpa级的高强度钢板作为坯料100,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,在使用980mpa级
以上的高强度钢板的情况下,更优选将r/r1比设为0.3~0.9的范围,在该情况下,即使使用980mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,更优选将r/r1比设为0.5,在该情况下,即使使用1180mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。
[0237]
另一方面,在从其他观点出发的情况下,优选通过第1工序的上述冲压,使带状圆弧壁部100b的纵截面观察时的曲率半径r1大于带状圆弧壁部100b的通过俯视时的宽度方向中央位置的中心线cl的曲率半径r(r1》r)。在该情况下,当在下一工序中将构造部件转移到其他模具时,能够避免定位变得不稳定。
[0238]
构造部件1也可以是汽车车身构件。更具体而言,也可以在制造下臂时应用本发明。
[0239]
本实施方式的构造部件的制造装置适合用于上述制造方法,由坯料100制造构造部件1。
[0240]
并且,该制造装置在第1工序中使用形成有在俯视时弯曲的模具槽(第1模具槽)112的冲模(第1冲模)110、以及相对于模具槽112相对地接近或分离的冲头(第1冲头)130。并且,模具槽112的模具槽底面(底面)112b在纵截面观察时在沿着模具槽底面112b的延伸方向的中央位置与端部位置之间具有高低差。
[0241]
进而,冲头130的加压面130a的冲头下端面130a3具有与模具槽底面112b对应的高低差。另外,冲头下端面130a3中的“对应的高低差”是指冲头下端面130a3朝与模具槽底面112b相同的方向弯曲而形成的高低差,优选与模具槽底面112b的高低差相同。
[0242]
模具槽112的模具槽底面112b在俯视时为凹型弯曲形状且在纵截面观察时为凸型弯曲形状。即,模具槽底面112b在沿着模具槽(第1模具槽)112的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间具有高低差。并且,冲头(第1冲头)130的加压面130a具有与模具槽底面112b对应的高低差。进而,模具槽底面112b形成在俯视时呈凹型弯曲形状且在纵截面观察时呈凸型弯曲形状的弯曲面(第1模具弯曲面)。另外,在本实施方式中,使模具槽底面112b全部成为弯曲面,但并不限定于该方式,也可以仅使模具槽底面112b的一部分成为弯曲面。
[0243]
优选为,在观察模具槽112的与延伸方向正交的截面即u字的截面线长时,中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比在0.7~1.3的范围内。进而,优选使上述截面线长在上述中央位置与上述端部位置相互相同。进而,最优选使模具槽112的延伸方向的各位置处的上述截面线长全部相等。在该情况下,能够更可靠地防止成型不良情况。
[0244]
也可以将模具槽底面112b的纵截面观察时的曲率半径r1(mm)除以通过俯视时的宽度方向中央位置的中心线的曲率半径r(mm)而得到的r/r1比设在0.2~1.2的范围内。在该情况下,即使使用780mpa级的高强度钢板作为坯料100,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,在使用980mpa级以上的高强度钢板的情况下,更优选将r/r1比设为0.3~0.9的范围,在该情况下,即使使用980mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,最优选将r/r1比设为0.5,在该情况下,即使使用1180mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。
[0245]
另一方面,在从其他观点出发的情况下,优选使模具槽底面112b的纵截面观察时
的曲率半径r1大于通过俯视时的宽度方向中央位置的中心线的曲率半径r(r1》r)。在该情况下,当在下一工序中将构造部件转移到其他模具时,能够避免定位变得不稳定。
[0246]
进而,上述制造装置还具备在第2工序中使用的以下的模具:冲模(第2冲模)40a,具有比模具槽112细的模具槽底面(第2模具槽)43a;支架(第1支架)50a,具备具有与模具槽底面43a对应的形状的下表面(弯曲凸部)50ad;以及冲头(第2冲头)60a,与模具槽底面43a邻接配置,相对于模具槽底面43a相对地接近或分离。
[0247]
进而,上述制造装置还具备在第3工序中使用的以下的模具:支架(第2支架)70a,配置成与冲模40a重叠;冲头(第3冲头)80a,具有与模具槽底面43a邻接的第3模具槽;以及衬垫90a,具有相对于模具槽底面43a以及上述第3模具槽的双方接近或分离的下表面(加压面)90ac。
[0248]
支架70a具有与衬垫90a的下表面90ac邻接且与下表面90ac交叉的纵壁面(第1限制面)70ac。或者,如图19所示,衬垫90a也可以具备与下表面90ac相连且与下表面90ac交叉的限制面(第2限制面)90ad。
[0249]
[第2实施方式]
[0250]
在本实施方式中,说明用于由平板原材料对图21所示的构造部件201进行成型的制造方法和制造装置。另外,图21是表示通过本实施方式的构造部件的制造方法制造的构造部件201的图,(a)是立体图,(b)是俯视图。
[0251]
图21所示的构造部件201具有:顶板部202,具有在俯视时呈凸型的弯曲边缘202a;以及弯曲加强部203,沿着弯曲边缘202a的延伸方向与顶板部202一体地形成,与上述延伸方向正交的截面为闭合截面形状。另外,在图21的(a)中,为了容易理解弯曲边缘202a以及弯曲加强部203的形状,将接合部位稍微分开地进行图示,但实际上在接合部位没有间隙地接合,弯曲加强部203形成闭合截面形状。在其他附图中有时也同样地图示。
[0252]
顶板部202是由相互平行的一对两侧边缘202b、202c、连接在该两侧边缘202b、202c之间并且形成前边缘的上述弯曲边缘202a、与该弯曲边缘202a对置并且连接在两侧边缘202b、202c之间的后边缘202d划分出的平板。其中,两侧边缘202b、202c以及后边缘202d分别具有直线形状。另一方面,弯曲边缘202a具有中央比其两端远离后边缘202d的凸型弯曲形状。作为该凸型弯曲形状在俯视时的曲率半径r1,例示了100mm~400mm。但是,曲率半径r1并不限定于该范围内。
[0253]
弯曲加强部203具备:内壁203a,与顶板部202的弯曲边缘202a相连且朝向铅垂下方;底壁203b,与内壁203a相连且朝向从顶板部202水平地分离的方向;外壁203c,与底壁203b相连且朝向铅垂上方;以及上壁203d,与外壁203c相连且与顶板部202的上表面202e接合。
[0254]
内壁203a的铅垂方向的高度尺寸,在从沿着弯曲加强部203的延伸方向的一端到另一端的各位置处相同。并且,该内壁203a在水平截面观察时,具有在与弯曲边缘202a相同的方向上具有相同的曲率半径的凸型弯曲形状。
[0255]
底壁203b的水平方向的宽度尺寸,在从沿着弯曲加强部203的延伸方向的一端到另一端的各位置处相同。并且,该底壁203b在侧视时与顶板部202平行,在仰视时具有朝与弯曲边缘202a相同的方向弯曲的凸型弯曲形状。
[0256]
外壁203c的铅垂方向的高度尺寸,在从沿着弯曲加强部203的延伸方向的一端到
另一端的各位置处相同。并且,该外壁203c在俯视时具有朝与弯曲边缘202a相同的方向弯曲的凸型弯曲形状。
[0257]
上壁203d的水平方向的宽度尺寸,在从沿着弯曲加强部203的延伸方向的一端到另一端的各位置处相同,且比底壁203b宽幅。并且,该上壁203d在纵截面观察时与顶板部202平行,在俯视时具有朝与弯曲边缘202a相同的方向弯曲的凸型弯曲形状。另外,上壁203d在朝向后边缘202d超过弯曲边缘202a的位置处与顶板部202的上表面202e接合。作为其接合方法,例如能够适当使用焊接、粘接、螺栓固定等。
[0258]
内壁203a与外壁203c相互平行,此外,上壁203d与底壁203b相互平行。并且,通过这些内壁203a、底壁203b、外壁203c、上壁203d这4个壁部形成闭合截面形状。即,在本实施方式中,在弯曲加强部203内形成有凸型弯曲形状的空间,并且仅在沿着弯曲加强部203的延伸方向的一端以及另一端的两个部位,上述空间与外部连通。
[0259]
根据具有以上说明的构成的构造部件201,通过具有闭合截面形状的弯曲加强部203的刚性,能够防止顶板部202的面外变形。此外,对于沿着弯曲边缘202a的延伸方向的压缩载荷、拉伸载荷,能够发挥较高的刚性。
[0260]
接着,以下使用图22~图32对本实施方式的制造方法以及制造装置进行说明。
[0261]
[第2实施方式/第1工序]
[0262]
图22是在本实施方式的第1工序中使用的各模具以及坯料100的立体图。如该图22所示,本实施方式的构造部件的制造装置具备:冲模210,用于载放坯料100;支架220,从上方按压坯料100中成为上述顶板部202的部位;冲头230,在坯料100中形成上述弯曲加强部203的部位形成凹槽;以及驱动部(未图示),分别独立地驱动支架220以及冲头230。
[0263]
冲模210具备:顶板支承面211,支承坯料100中成为上述顶板部202的部位;模具槽212,与该顶板支承面211相连;以及水平面213,与该模具槽212相连。顶板支承面211是具有在与上述弯曲边缘202a相同的方向上以相同的曲率半径弯曲的边缘211a的水平面。
[0264]
模具槽212在边缘211a与顶板支承面211相连,具有图23所示的形状。另外,图23是表示模具槽212的形状的图,(a)是(b)的n-n向视图,(b)是从与长度方向正交的方向观察的侧视图。在图23的(a)以及(b)中,为了使两个图中的端缘的位置关系清楚,而用粗线表示端缘。另外,在以下的各图中有时也同样使用粗线表示位置关系。
[0265]
如该图23所示,模具槽212具备:模具槽侧面212a,与上述边缘211a相连且朝向铅垂下方;模具槽底面212b,与模具槽侧面212a相连且朝向从顶板支承面211水平地分离的方向;以及模具槽侧面212c,与模具槽底面212b相连且朝向铅垂上方。
[0266]
模具槽侧面212a以及模具槽侧面212c的铅垂方向的高度尺寸,在沿着它们的延伸方向的中央位置与两端位置之间设置有差。即,在侧视的情况下,模具槽侧面212a以及模具槽侧面212c的上端缘呈直线形状,而下端缘朝向铅垂下方成为凸型的弯曲线形状。该弯曲线形状的曲率半径r优选大于图21所示的构造部件201中的上述弯曲边缘202a的曲率半径r1。关于其理由将在后面叙述。
[0267]
分别具有这种倒拱形的下端缘的模具槽侧面212a以及模具槽侧面212c的铅垂方向的高度尺寸为,在它们的延伸方向的中央位置比在两端位置长。
[0268]
这些模具槽侧面212a以及模具槽侧面212c在俯视时具有朝与上述边缘211a相同的方向弯曲的凸型的弯曲形状。此外,俯视模具槽侧面212a的情况下的曲率半径与构造部
件201中的上述弯曲边缘202a的曲率半径r1相等。进而,俯视模具槽侧面212c的情况下的曲率半径大于模具槽侧面212a的曲率半径。通过该曲率半径差,图23的(a)所示的长度l12为,在模具槽底面212b的长度方向的端部位置比中央位置长。由此,吸收模具槽侧面212a以及模具槽侧面212c各自的沿着延伸方向的高度尺寸差。换言之,图23的(a)所示的长度l11、l12、l13的合计即周长和在模具槽212的延伸方向的各位置处成为相同。由此,能够使成型后的弯曲加强部203的截面形状的大小在其延伸方向的各位置处相同。
[0269]
模具槽底面212b在俯视时具有朝与上述边缘211a相同的方向弯曲的凸型弯曲形状。进而,如图23的(b)所示,模具槽底面212b在沿着其延伸方向的中央位置与端部位置之间在纵截面观察时具有高低差h1。即,模具槽底面212b具有以沿着其延伸方向的中央位置相对于两端位置相对变低的方式弯曲的凹型弯曲形状。
[0270]
即,模具槽底面212b在沿着模具槽(第1模具槽)212的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间具有高低差。并且,冲头(第1冲头)230的加压面230a具有与模具槽底面212b对应的高低差。进而,模具槽底面212b形成在俯视时呈凸型弯曲形状且在纵截面观察时呈凹型弯曲形状的弯曲面(第2模具弯曲面)。另外,在本实施方式中,使模具槽底面212b全部成为弯曲面,但并不限定于该方式,也可以仅使模具槽底面212b的一部分成为弯曲面。
[0271]
返回到图22,支架220具有:凸型弯曲形状的边缘220a,在与上述边缘211a相同的方向上具有相同的曲率半径;以及平坦的下表面220b,按压坯料100的上表面100a。
[0272]
冲头230具有与模具槽212大致相同形状的加压面230a。考虑到坯料100的板厚,加压面230a比模具槽212的形状小一圈。
[0273]
加压面230a具有一对冲头外侧面230a1、230a2、以及将它们的下端缘之间连接的冲头下端面230a3。这些冲头外侧面230a1、230a2以及冲头下端面230a3在俯视时具有朝与上述边缘211a相同的方向弯曲的凸型弯曲形状。
[0274]
冲头外侧面230a1、230a2的铅垂方向的高度尺寸。在沿着它们的延伸方向的中央位置与两端位置之间设置有差。即,在侧视的情况下,冲头外侧面230a1、230a2的上端缘呈直线形状,而下端缘朝向铅垂下方成为凸型的弯曲线形状。
[0275]
分别具有这种倒拱形的下端缘的冲头外侧面230a1、230a2的铅垂方向的高度尺寸为,在上述延伸方向的中央位置比在两端位置长。
[0276]
这些冲头外侧面230a1、230a2在俯视时具有朝与上述边缘211a相同的方向弯曲的凸型弯曲形状。此外,俯视冲头外侧面230a1的情况下的曲率半径与构造部件201中的上述弯曲边缘202a的曲率半径r1相等。进而,俯视冲头外侧面230a2的情况下的曲率半径大于冲头外侧面230a1的曲率半径。通过该曲率半径差,图22所示的长度l15为,在冲头下端面230a3的长度方向的端部位置比在中央位置长。由此,吸收冲头外侧面230a1、230a2各自的沿着延伸方向的高度尺寸差。换言之,图22所示的长度l14、l15、l16的合计即周长和在冲头230的延伸方向的各位置处相同。
[0277]
上述驱动部具备:驱动机构,使支架220朝向冲模210接近或分离;以及其他驱动机构,使冲头230朝向模具槽212接近或分离。因而,能够单独地驱动支架220以及冲头230。
[0278]
坯料100的详细情况如上所述,此处省略其重复说明。
[0279]
在通过具有以上说明的构成的构造部件的制造装置进行第1工序时,首先,在冲模
210的顶板支承面211上载放坯料100,然后使支架220下降而将坯料100夹持在该支架220与冲模210之间。此时,坯料100的端部在以还重叠在冲模210的水平面213上的方式进行配置之后进行固定。
[0280]
接着,通过上述驱动机构使冲头230下降,将坯料100夹入冲模210的模具槽212与加压面230a之间而使其塑性变形。之后,通过上述驱动机构使冲头230上升,接着,通过上述驱动机构使支架220上升。然后,从冲模210上取出第1工序后的坯料100。
[0281]
图24以及图25表示如此冲压加工后的坯料100。图24的(a)是立体图,(b)是(a)的o-o向视图。并且,图25是图24的(a)的p-p向视图。在第1工序之后,顶板部202和经由弯曲边缘202a而与顶板部202相连的内壁203a一体地形成。
[0282]
第1工序后的坯料100具有包括内壁203a及纵壁部100e、以及将它们的下端缘之间连接的带状圆弧壁部100d的槽部ma。这些内壁203a、纵壁部100e、带状圆弧壁部100d在俯视时具有朝相同方向弯曲的凸型弯曲形状。
[0283]
内壁203a以及纵壁部100e的下端缘的高度尺寸,在沿着它们的延伸方向的中央位置与两端位置之间设置有差。即,内壁203a以及纵壁部100e的各下端缘在侧视时朝向铅垂下方成为凸型的弯曲线形状。
[0284]
在俯视的情况下,纵壁部100e的曲率半径大于内壁203a的曲率半径。通过该曲率半径差,图25所示的长度l18为,在带状圆弧壁部100d的长度方向的端部位置比在中央位置长。由此,吸收内壁203a以及纵壁部100e各自的沿着延伸方向的高度尺寸差。换言之,图25所示的长度l17、l18、l19的合计即周长和在带状圆弧壁部100d的延伸方向的各位置处相同。
[0285]
带状圆弧壁部100d在俯视时具有朝与上述边缘211a相同的方向弯曲的凸型弯曲形状。进而,带状圆弧壁部100d在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,带状圆弧壁部100d具有以沿着其延伸方向的中央位置相对于两端位置相对变低的方式弯曲的凹型弯曲形状。并且,带状圆弧壁部100d的纵截面观察时的曲率半径大于带状圆弧壁部100d的通过俯视时的宽度方向中央位置的中心线cl的曲率半径。由此,当在下一工序中改变模具而放置坯料100时,防止坯料100的高度变得过高而变得不稳定。
[0286]
带状圆弧壁部100d是经过在接下来的第2工序以及第3工序而成为底壁203b以及外壁203c的部分。如上所述,在第1工序(中间工序)中,通过冲压,在槽部m的带状圆弧壁部(底壁)100d,在沿着槽部ma的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间设置有高低差。由此,在带状圆弧壁部100d形成有在俯视时呈凸型弯曲形状且在纵截面观察时呈凹型弯曲形状的弯曲部(第2弯曲部)。另外,在本实施方式中,将带状圆弧壁部100d全部设为弯曲部,但并不限定于该方式,也可以仅将带状圆弧壁部100d的一部分设为弯曲部。
[0287]
在本第1工序中,当进行冲压加工以使该带状圆弧壁部100d在侧视时朝向铅垂下方成为凸型的弯曲形状时,同时使该带状圆弧壁部100d变形为在俯视时为凸型的弯曲形状。由此,纵壁部100e的上部进行收缩凸缘变形而接近顶板部202,因此能够使纵壁部100e的上部预先接近弯曲边缘202a。
[0288]
[第2实施方式/第2工序]
[0289]
接着,使用图26以及图27对本实施方式的第2工序进行说明。图26是在第2工序中使用的各模具的立体图。图27是表示第2工序后的坯料的图,(a)是立体图,(b)是(a)的q-q向视图。
[0290]
另外,在说明本工序之前,在以下对图26所示的模具进行说明。
[0291]
本实施方式的构造部件的制造装置还具备图26所示的模具。这些模具具备:冲模240a,用于载放第1工序后的坯料100;支架250a,从上方按压坯料100中成为上述顶板部202的部位以及成为上述底壁203b的部位;冲头260a,将上述带状圆弧壁部100d局部地推起而折弯,由此形成上述外壁203c;驱动机构(未图示),使支架250a相对于冲模240a接近或分离;以及其他驱动机构(未图示),使冲头260a相对于坯料100接近或分离。
[0292]
冲模240a具有:顶板支承面241a,支承坯料100中成为上述顶板部202的部位;以及模具槽(第2模具槽)m3,与该顶板支承面241a相连。模具槽m3具有:模具槽侧面242a,与顶板支承面241a相连且朝向铅垂下方形成;以及模具槽底面243a,与该模具槽侧面242a相连且朝向从顶板支承面241a水平地分离的方向。
[0293]
模具槽侧面242a的铅垂方向的高度尺寸,在从沿着其延伸方向的一端到另一端的各位置处相同。并且,该模具槽侧面242a在俯视时具有在与上述边缘211a相同的方向上具有相同的曲率半径的凸型弯曲形状。
[0294]
模具槽底面243a的水平方向的宽度尺寸,在从沿着其延伸方向的一端到另一端的各位置处相同。并且,该模具槽底面243a在俯视时具有朝与上述边缘211a相同的方向弯曲的凸型弯曲形状。进而,模具槽底面243a从其一端到另一端成为没有凹凸的水平面。
[0295]
支架250a具备:凸型弯曲形状的边缘250aa,在与上述边缘211a相同的方向上具有相同的曲率半径;平坦的下表面250ab,按压坯料100的上表面200a;内壁面250ac,经由边缘250aa而与下表面250ab相连;下表面250ad,与该内壁面250ac相连;以及纵壁面250ae,与下表面250ad相连且朝铅垂上方立起。
[0296]
内壁面250ac与纵壁面250ae相互平行,并且具有朝与边缘250aa相同的方向弯曲的凸型弯曲形状。
[0297]
此外,下表面250ad在仰视时具有朝与上述边缘211a相同的方向弯曲的凸型弯曲形状。并且,其宽度尺寸与构造部件201的底壁203b的宽度尺寸对应。即,下表面250ad的宽度尺寸比带状圆弧壁部100d的宽度尺寸窄,以便仅对图24所示的带状圆弧壁部100d中成为底壁203b的部分进行加压。因此,带状圆弧壁部100d中的未被下表面250ad加压的部分,在受到冲头260a的推起的情况下,朝铅垂上方弯曲而成为上述外壁203c。更详细来说,在图26所示的下表面250ad的棱线250ad1与带状圆弧壁部100d的宽度方向中央接触的状态下,带状圆弧壁部100d弯曲。因此,以该弯曲位置为边界,形成底壁203b和包括在下一工序中成为外壁203c的部分的纵壁部100e。
[0298]
冲头260a在俯视时具有朝与支架250a的棱线250ad1相同的方向弯曲的凹型弯曲形状的棱线260aa。然后,当使冲头260a上升时,该棱线260aa与带状圆弧壁部100d的背面侧接触,与上述棱线250ad1协作来施加弯曲。
[0299]
在使用以上说明的各模具进行第2工序时,首先,在冲模240a的顶板支承面241a上载放第1工序后的坯料100。此时,将坯料100的底壁203b配置在模具槽底面243a上,且配置成使内壁203a与模具槽侧面242a面接触。此时,由于底壁203b具有弯曲形状,因此除了其中
央之外从模具槽底面243a稍微浮起。
[0300]
接着,当使支架250a下降时,其平坦的下表面250ad与凹型弯曲形状的底壁203b的处于延伸方向两端位置的两个最顶部抵接。通过进一步使支架250a下降,由此底壁203b的弯曲以逐渐减少的方式被弯回。然后,当支架250a到达下止点时,底壁203b被夹入下表面250ad与模具槽底面243a之间而塑性变形为完全平坦的形状。在该过程中,使底壁203b的弯曲弯回的力传递至纵壁部100e,因此纵壁部100e以比原来的状态进一步立起的方式塑性变形。
[0301]
通过以上,坯料100的内壁203a夹入模具槽侧面242a与内壁面250ac之间而固定。进而,坯料100的带状圆弧壁部100d的一部分夹入模具槽底面243a与下表面250ad之间而固定,残留其他部分。
[0302]
接着,通过上述驱动机构使冲头260a上升,由此带状圆弧壁部100d的上述其他部分被从其下方朝向上方推起。其结果,在带状圆弧壁部100d中成为底壁203b的部分与成为纵壁部100e的部分之间形成折痕。
[0303]
此时,如上所述,在第1工序的时刻,预先使纵壁部100e的上部接近弯曲边缘202a,因此能够在纵壁部100e的高度方向中途位置处残留弯曲的状态下,使纵壁部100e的上端缘朝向弯曲边缘202a充分倒下。
[0304]
另外,如图26所示,优选使冲头260a的纵壁面260ae(第2纵壁面)在水平方向上隔开5mm以上50mm以下的距离cl而与支架250a的纵壁面250ae(第1纵壁面)对置配置。在该情况下,能够更可靠地在纵壁部100c的高度方向中途位置处残留在第1工序中形成的弯曲部分,并且使纵壁部100e的上端缘以朝向顶板部202前倾地接近的方式倾斜。其理由与在上述第1实施方式中使用图6的(b)说明过的理由相同,此处省略其说明。
[0305]
图27表示如此在第2工序中冲压加工后的坯料100。在第2工序之后,形成有顶板部202、经由弯曲边缘202a而一体地形成的内壁203a、与该内壁203a相连的平坦的底壁203b、以及与该底壁203b相连的纵壁部100e。通过对带状圆弧壁部100d的一部分施加弯曲,由此通过与图24的(b)对比可知,纵壁部100e的铅垂方向的尺寸伸长。此外,在第1工序中赋予的带状圆弧壁部100d与纵壁部100e之间的弯曲,残留在第2工序后的纵壁部100e中的图27的(b)的符号p1所示的位置。因此,纵壁部100e的上端缘接近弯曲边缘202a。
[0306]
[第2实施方式/第3工序]
[0307]
接着,以下使用图28~图30对本实施方式的第3工序进行说明。
[0308]
图28是在第3工序中使用的各模具的立体图。图29是表示第3工序开始之前的坯料100的形状的图,且是图27的(a)的r-r向视图。图30是表示第3工序中的坯料的图,(a)是立体图,(b)是(a)的t-t向视图。
[0309]
本实施方式的构造部件的制造装置还具备图28所示的模具。这些模具具备:上述冲模240a,继续载放第2工序后的坯料100;支架270a,配置在冲模240a的上方且上下移动;冲头280a,与冲模240a邻接配置且上下移动;衬垫290a,配置在冲头280a上且上下移动;驱动机构(未图示),使支架270a相对于冲模240a接近或分离;使冲头280a相对于坯料100接近或分离的其他驱动机构(未图示);以及使衬垫290a相对于冲头280a接近或分离的其他驱动机构(未图示)。
[0310]
支架270a具备:凸型弯曲形状的棱线270aa,在俯视时朝与上述边缘211aa相同的
方向弯曲;平坦的下表面270ab,按压坯料100的上表面100a;以及纵壁面270ac,经由棱线270aa而与下表面270ab相连且朝铅垂上方立起。
[0311]
冲头280a具有:模具槽(第3模具槽)m4,在俯视时具有朝与支架270a的棱线270aa相同的方向弯曲的凹型弯曲形状的边缘280aa,并且与冲模240a邻接;以及平坦的上表面280ab,与边缘280aa相连。当使冲头280a上升时,其边缘280aa与坯料100的纵壁部100e的下端部分接触而对此处施加弯曲。
[0312]
衬垫290a具有平坦的下表面290aa、与该下表面290aa相连的凹型弯曲形状的倾斜面290ab、以及与该倾斜面290ab相连的凹型弯曲形状的下表面290ac。在下表面290aa与下表面290ac之间经由倾斜面290ab而形成有阶差。此外,下表面290ac的边缘290ac1具有在与棱线270aa相同的方向上具有相同的曲率半径的凹型弯曲形状。
[0313]
在使用以上说明的各模具进行第3工序时,首先,在冲模240a的顶板支承面241a上载放第2工序后的坯料100的状态下,代替上述支架250a而使用支架270a,将顶板部202夹持在该支架270a与顶板支承面241a之间。此时,将支架270a配置成,在俯视时其纵壁面270ac来到从冲模240a的边缘241aa后退规定的宽度尺寸t的位置。由此,图28中宽度尺寸t的阴影所示的区域,成为在第3工序中将纵壁部100e折弯而形成闭合截面时的水平方向上的接合量。
[0314]
接着,在图29中使冲头280a朝箭头up方向上升,将坯料100的底壁203b和纵壁部100e中成为外壁203c的部分从它们的外周围进行支承。
[0315]
之后,此次,在图29中使衬垫290a朝箭头dw方向下降,使衬垫290a的下表面290aa与冲头280a的上表面280ab抵接。此时,坯料100的纵壁部100e的上端缘全部处于倾斜面290ab或者下表面290ac的下方。因此,当使衬垫290a下降时,能够通过其倾斜面290ab以及下表面290ac在将纵壁部100e的上端缘朝向顶板部202上的接合位置引导的同时推倒。此时,纵壁部100e的符号p1所示的弯曲逐渐变大,其结果,形成外壁203c与上壁203d的边界。
[0316]
而且,即使在衬垫290a到达下止点之前纵壁部100e的上端缘超过与顶板部202的接合位置,也能够通过上述纵壁面270ac阻挡移动。上端缘被阻挡的纵壁部100e将对纵壁面270ac施加的力作为反力而自行回归,因此以与由冲模240a、冲头280a以及衬垫290a形成的封闭空间的内壁面密接的方式形成闭合截面形状。
[0317]
此处,衬垫290a的加压面(下表面290ac)相对于冲模240a的顶板支承面241a(第1顶板支承面)在成型下止点时的间隙大于支架270a的加压面(下表面270ab)相对于冲模240a的顶板支承面241a(第1顶板支承面)在成型下止点时的间隙。更具体而言,当支架270a到达下止点时,将该支架270a的加压面与冲模240a的顶板支承面241a之间的间隙设为g3。进而,当衬垫290a到达下止点时,将该衬垫290a的加压面与冲模240a的顶板支承面241a之间的间隙设为g4。在该情况下,间隙g3与顶板部202的板厚大致相等,间隙g4与顶板部202的板厚加上纵壁部100e的上端缘的板厚而得到的尺寸大致相等。即,间隙g4》间隙g3。因此,在支架270a与冲模240a之间牢固地夹持顶板部202,此外,在衬垫290a与冲模240a之间能够得到用于将顶板部202以及纵壁部100e的上端缘夹在之间的接合量。
[0318]
最后,通过使用适当的接合方法将上壁203d与顶板部202的接合位置进行接合,由此形成图30所示的弯曲加强部203。该弯曲加强部203的沿着其延伸方向的各位置处的截面形状相同。
[0319]
另外,在本工序中,通过纵壁面270ac限制纵壁部100e的上端缘过度移动,但并不限定于该方式,例如,如图31的变形例所示,也可以对于衬垫290a设置与其下表面290ac相连且比下表面290ac的端部朝下方形成的限制面290ad。在该情况下,纵壁部100e的上端缘的移动被限制面290ad阻挡,因此能够从支架270a省略纵壁面270ac。
[0320]
此外,在本工序中,接着第2工序进行了第3工序,但并不限定于该方式。例如,如图29所示,也可以在第2工序之后且在第3工序之前,还具有将纵壁部100e的上端缘朝向顶板部202弯曲而形成弯曲部q1的上端缘弯曲工序。在该情况下,能够抑制衬垫290a的下表面290ac由于与纵壁部100e的上端缘滑动接触而磨损。并且,当衬垫290a到达下止点时,其下表面290ac将弯曲部q1平坦地压溃,因此弯曲部q1不会残留在后续工序中。
[0321]
另外,也可以代替设置弯曲部q1,转而预先对衬垫290a的倾斜面290ab以及下表面290ac涂布赋予耐磨损性的涂敷剂。进而,也可以形成采用弯曲部q1以及涂布涂敷剂的双方。
[0322]
图32表示按照(a)~(f)的顺序以时间序列排列了以上说明的各工序中的第2工序到第3工序的坯料100的形状变化的立体图。另外,图32中的(a)~(c)表示第2工序,(d)~(f)表示第3工序。此外,省略各模具的图示。
[0323]
首先,在图32的(a)中,将第1工序后的坯料100夹入冲模240a与支架250a之间。然后,通过使冲头260a上升而成为图32的(b)所示的状态。此时,为了使纵壁部100e的上端缘朝向顶板部202倾斜,需要预先使纵壁部100e的上部朝向弯曲边缘202a倾斜,但由于在第1工序中已经进行了用于该目的的弯曲加工,因此能够使其具有余量地倾斜。因此,即便使冲头260a进一步上升而成为图32的(b)所示的状态,也维持纵壁部100e中成为外壁203c的部分与成为上壁203d的部分的边界(折痕)。
[0324]
在接下来的第3工序中,在坯料100的纵壁部100e的倒下充分的状态下,通过衬垫290a将纵壁部100e的上端缘压下,因此如图32的(d)至(e)所示,纵壁部100e朝向与顶板部202的接合位置准确地倒下。然后,如图32的(f)所示,通过在接合位置处使用适当的接合方法来固定上壁203d,由此完成具有弯曲加强部203的构造部件201。
[0325]
将以上说明的本实施方式的要点汇总如下。
[0326]
本实施方式的构造部件的制造方法,是由坯料(平板原材料)100制造构造部件201的方法,该构造部件201具有:顶板部202,具有弯曲边缘202a;以及弯曲加强部203,沿着弯曲边缘202a的延伸方向与顶板部202一体地形成,与弯曲边缘202a的延伸方向正交的截面为闭合截面形状。
[0327]
并且,该制造方法具有:第1工序(中间工序),在夹持了坯料100中与顶板部202对应的部位(第1部位)的状态下,将与顶板部202的弯曲边缘202a相连的其他部位(成为内壁203a、带状圆弧壁部100d、纵壁部100e的第2部位)相对于坯料100的表面朝进深方向进行冲压,形成沿着弯曲边缘202a的延伸方向且与上述延伸方向正交的截面成为u字的槽部ma以及与槽部ma相连的纵壁部100e;以及第3工序(接合工序),将纵壁部100e的上端缘与顶板部202重叠而接合,形成弯曲加强部203。
[0328]
并且,在第1工序的上述冲压中,在沿着上述延伸方向纵截面观察时的槽部ma的带状圆弧壁部100d(底壁)的中央位置与端部位置之间设置有高低差。
[0329]
即,如图24所示,通过第1工序的上述冲压,将带状圆弧壁部100d形成为在俯视时
呈凸型弯曲形状且在纵截面观察时呈凹型弯曲形状。
[0330]
另外,在第1工序的冲压成型时,不是将与顶板部202对应的部位完全固定,而是成为夹持的状态。因此,限制所夹持的部位朝其平面外移动以及变形,但允许所夹持的部位的一部分朝向内壁203a等其他部位的金属流动。
[0331]
在第3工序中,将纵壁部100e的上端缘在允许接近顶板部202的移动的状态下朝向槽部ma压下,由此将上端缘朝向顶板部202折弯。并且,限制上述上端缘的超过顶板部202中的接合预定位置的移动。
[0332]
在第3工序之前,也可以还具有将上述上端缘朝向顶板部202弯曲而形成上述弯曲部q1的上端缘弯曲工序。
[0333]
优选为,通过第1工序的上述冲压,在观察槽部ma的与延伸方向正交的截面中的上述u字的截面线长(图25所示的长度l17、l18、l19的合计即周长和)时,将中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比设在0.7~1.3的范围内。进而,更优选使上述截面线长在上述中央位置与上述端部位置相互相同。进而,最优选使槽部ma的延伸方向的各位置处的上述截面线长全部相等。
[0334]
当上述截面线长之比小于0.7或者超过1.3时,上述中央位置与上述端部位置之间的上述截面线长之差会变得过大。在该情况下,在形成了沿着槽部ma的延伸方向的各位置处的截面积大致相等的弯曲加强部203时,上述截面线长之差有可能使上壁203d的端缘产生裂纹、褶皱等成型不良情况。因此,作为上述截面线长之比,优选在0.7~1.3的范围内。
[0335]
此外,也可以为,通过第1工序的冲压,在槽部ma中,将带状圆弧壁部100d的通过俯视时的宽度方向中央位置的中心线的曲率半径r(mm)除以带状圆弧壁部100d的纵截面观察时的曲率半径r1(mm)而得到的r/r1比设在0.2~1.2的范围内。在该情况下,即使使用780mpa级的高强度钢板作为坯料100,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,在使用980mpa级以上的高强度钢板的情况下,更优选将r/r1比设为0.3~0.9的范围,在该情况下,即使使用980mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,最优选将r/r1比设为0.5,在该情况下,即使使用1180mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。
[0336]
另一方面,在从其他观点出发的情况下,优选为,通过第1工序的上述冲压,带状圆弧壁部100d的纵截面观察时的曲率半径r1大于带状圆弧壁部100d的通过俯视时的宽度方向中央位置的中心线cl的曲率半径r(r1》r)。在该情况下,当在下一工序中将构造部件转移到其他模具时,能够避免定位变得不稳定。
[0337]
构造部件201也可以是汽车车身构件。更具体而言,也可以在下臂的制造时应用本发明。
[0338]
本实施方式的构造部件的制造装置适用于上述制造方法,由坯料100制造构造部件201。
[0339]
并且,该制造装置在第1工序中使用形成有在俯视时弯曲的模具槽(第1模具槽)212的冲模(第1冲模)210、以及相对于模具槽212相对地接近或分离的冲头(第1冲头)230。并且,模具槽212的模具槽底面(底面)212b在纵截面观察时在沿着模具槽底面212b的延伸方向的中央位置与端部位置之间具有高低差。
[0340]
进而,冲头230的加压面230a的冲头下端面230a3具有与模具槽底面212b对应的高
低差。另外,冲头下端面230a3中的“对应的高低差”是指冲头下端面230a3朝与模具槽底面212b相同的方向弯曲而形成的高低差,优选与模具槽底面212b的高低差相同。
[0341]
模具槽212的模具槽底面212b在俯视时为凸型弯曲形状且在纵截面观察时为凹型弯曲形状。
[0342]
当观察模具槽212的与延伸方向正交的截面即u字的截面线长时,优选中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比在0.7~1.3的范围内。进而,更优选使上述截面线长在上述中央位置与上述端部位置相互相同。进而,最优选使模具槽212的延伸方向的各位置处的上述截面线长全部相同。由此,能够更可靠地防止上述成型不良情况。
[0343]
模具槽底面212b的通过俯视时的宽度方向中央位置的中心线的曲率半径小于纵截面观察时的曲率半径。
[0344]
进而,上述制造装置还具备在第2工序中使用的以下的模具:冲模(第2冲模)240a,具有比模具槽212细的模具槽底面(第2模具槽)243a;支架(第1支架)250a,具备具有与模具槽底面243a对应的形状的下表面(弯曲凸部)250ad;以及冲头(第2冲头)260a,与模具槽底面243a邻接配置,相对于模具槽底面243a相对地接近或分离。
[0345]
进而,上述制造装置还具备在第3工序中使用的以下的模具:支架(第2支架)270a,配置成与冲模240a重叠;冲头(第3冲头)280a,具有与模具槽底面243a邻接的第3模具槽;以及衬垫290a,具有相对于模具槽底面243a以及上述第3模具槽的双方接近或分离的下表面(加压面)290ac。
[0346]
支架270a具有与衬垫290a的下表面290ac邻接且与下表面290ac交叉的纵壁面(第1限制面)270ac。或者,也可以如图31所示,衬垫290a具备与下表面290ac相连且与下表面290ac交叉的限制面(第2限制面)290ad。
[0347]
[第3实施方式]
[0348]
在上述第1实施方式中形成在俯视时呈凹型的弯曲加强部3,此外,在上述第2实施方式中形成在俯视时呈凸型的弯曲加强部203。这些弯曲加强部3、203双方的与它们的延伸方向交叉的截面形状均为闭合截面形状。但是,本发明也可以应用于具有开放截面形状的弯曲加强部的加工。因此,在本实施方式中,说明制造在俯视时呈凹型的具有开放截面形状的弯曲加强部的构造部件的情况。此外,在后述的第4实施方式中,说明制造在俯视时呈凸型的具有开放截面形状的弯曲加强部的构造部件的情况。
[0349]
图33所示的构造部件301具有:顶板部302,具有在仰视时呈凹型的弯曲边缘302a;以及弯曲加强部303,在弯曲边缘302a与顶板部302一体地形成,与弯曲边缘302a的延伸方向正交的截面为开放截面形状。
[0350]
顶板部302是由相互平行的一对两侧边缘302b、302c、连接在该两侧边缘302b、302c之间且成为前边缘的上述弯曲边缘302a、以及与该弯曲边缘302a对置且连接在两侧边缘302b、302c之间的后边缘302d划分成的平板部分。两侧边缘302b、302c以及后边缘302d分别具有直线形状。另一方面,弯曲边缘302a具有中央比其两端接近后边缘302d的凹型弯曲形状。作为该凹型弯曲形状的俯视时的曲率半径r,例示了100mm~400mm。但是,曲率半径r并不限定于该范围内。
[0351]
弯曲加强部303具备:外壁303c,与顶板部302的弯曲边缘302a相连且朝向铅垂上
方;以及上壁303d,与外壁303c相连且相对于顶板部302的上表面302e分离。
[0352]
外壁303c的铅垂方向的高度尺寸,在从沿着弯曲加强部303的延伸方向的一端到另一端的各位置处相同。并且,该外壁303c在俯视时具有朝与弯曲边缘302a相同的方向弯曲的凹型弯曲形状。
[0353]
上壁303d的水平方向的宽度尺寸,在从沿着弯曲加强部303的延伸方向的一端到另一端的各位置处相同。并且,该上壁303d在纵截面观察时与顶板部302平行,在俯视时具有朝与弯曲边缘302a相同的方向弯曲的凹型弯曲形状。
[0354]
并且,通过顶板部302的一部分、外壁303c、上壁303d这3个壁部形成开放截面形状。即,在本实施方式中,在弯曲加强部303内形成有凹型弯曲形状的空间,并且,在沿着弯曲加强部303的延伸方向的一端以及另一端的两个面、上壁303d中接近上述后边缘302d的边缘与上述上表面302e之间的1个面这合计3个面,上述空间与外部连通。
[0355]
根据具有以上说明的构成的构造部件301,通过具有开放截面形状的弯曲加强部303的刚性,能够防止顶板部302的面外变形。此外,对于沿着弯曲边缘302a的延伸方向的压缩载荷、拉伸载荷,也能够发挥较高的刚性。
[0356]
图34是对本实施方式的构造部件的制造方法进行说明的概要图,且是按照(a)~(c)的顺序以时间序列排列了从坯料500到构造部件301为止的形状变化的立体图。在各图中,为了明确表示成型过程而省略各模具的图示。使用其他图在后面叙述各模具以及它们的使用方法。
[0357]
图34的(a)表示在上述第1实施方式中示出的与图14对应的时刻的坯料500。另外,本实施方式的坯料500具有使用图38的(a)说明的形状,形状与上述坯料100不同,因此,将产品编号改成500进行说明。
[0358]
在本实施方式中,作为第1工序,首先,在冲模的顶板支承面上载放坯料500,然后使支架下降而将坯料500夹持在该支架与冲模之间。
[0359]
接着,使冲头下降,由此将坯料500夹入下模与冲头之间而使其塑性变形。
[0360]
之后,在使冲头上升后,使支架上升。然后,从冲模上取出第1工序后的坯料500,成为图34的(a)的状态。
[0361]
第1工序后的坯料500具有由内壁503a及纵壁部500g、以及将它们的下端缘之间连接的带状圆弧壁部500f划分出的槽部mb。这些内壁503a、纵壁部500g、带状圆弧壁部500f在俯视时具有朝相同方向弯曲的凹型的弯曲形状。
[0362]
内壁503a以及纵壁部500g的下端缘的高度尺寸,在沿着它们的延伸方向的中央位置与两端位置之间设置有差。即,内壁503a以及纵壁部500g的各下端缘在侧视时成为朝向铅垂上方呈凸型的弯曲线形状。
[0363]
在俯视的情况下,纵壁部500g的曲率半径大于内壁503a的曲率半径。通过该曲率半径差,吸收内壁503a以及纵壁部500g各自的沿着延伸方向的高度尺寸差。
[0364]
带状圆弧壁部500f在俯视时具有朝与内壁503a相同的方向弯曲的弯曲形状。进而,带状圆弧壁部500f在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,带状圆弧壁部500f具有以沿着其延伸方向的两端位置相对于中央位置相对变低的方式弯曲的凸型弯曲形状。由此,能够在第2工序之前对纵壁部500g的上端缘赋予拉伸凸缘变形。即,使纵壁部500g在面内方向上弯曲变形,以使纵壁部500g的上端缘比下端缘变
得宽幅。其结果,能够预先使纵壁部500g接近顶板部502。
[0365]
如上所述,在第1工序(中间工序)中,通过冲压,在槽部mb的带状圆弧壁部(底壁)500f,在沿着槽部mb的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间设置有高低差。由此,在带状圆弧壁部500f形成在俯视时呈凹型弯曲形状且在纵截面观察时呈凸型弯曲形状的弯曲部(第1弯曲部)。另外,在本实施方式中,将带状圆弧壁部500f全部设为弯曲部,但并不限定于该方式,也可以仅将带状圆弧壁部500f的一部分设为弯曲部。
[0366]
在接下来的第2工序中,从顶板部502的上下将其夹入冲模与支架之间进行保持。然后,使冲模以及支架接近冲头。于是,带状圆弧壁部500f的外表面与固定在固定位置的冲头抵接,因此纵壁部500g被以接近上述后边缘502d的方式折弯。其结果,上述高低差消失,并且纵壁部500g的上边缘接近上述后边缘502d而成为图34的(b)所示的状态。
[0367]
在接下来的第3工序中,通过使用衬垫将纵壁部500g的上端缘压下,由此如图34的(c)所示,形成具有开放截面形状的弯曲加强部303的构造部件301。弯曲加强部303具备:外壁303c,与顶板部302相连且朝向铅垂上方;以及上壁303d,与外壁303c相连且与顶板部302的上表面302e平行。并且,外壁303c以及上壁303d在俯视时具有凹型的弯曲形状。
[0368]
通过进行以上说明那样的第1工序~第3工序的折返加工,由此能够形成具有u字型开放截面形状的弯曲加强部303的构造部件301。在该折返加工中,将纵壁部500g弯曲到在从与顶板部502对置的方向观察时纵壁部500g的上端缘与顶板部502重叠、但纵壁部500g的上端缘从顶板部502分离的状态为止,由此形成具有u字型开放截面形状的弯曲加强部303。
[0369]
另外,在通过该折返加工使纵壁部500g弯曲时,也可以限制上述上端缘超过规定位置的上述移动。此外,也可以还具有在第3工序之前形成第3工序时的上述上端缘朝向顶板部502的弯曲部(未图示)的上端缘弯曲工序。
[0370]
以下,将与各模具之间的对应关系包括在内地对以上说明的第1工序~第3工序进行说明。具体而言,使用图35对第1工序进行说明,使用图36对第2工序进行说明,使用图37对第3工序进行说明。
[0371]
[第3实施方式/第1工序]
[0372]
首先,图35的(a)是在本实施方式的第1工序中使用的各模具的立体图。如该图35的(a)所示,本实施方式的构造部件的制造装置具备:冲模410,用于载放坯料500;支架420,从上方按压坯料500中成为上述顶板部302的部位;冲头430及下模440,在坯料500中成为上述弯曲加强部303的部位形成凹槽;以及驱动部(未图示),分别独立地驱动这些冲模410、支架420、冲头430。另外,下模440固定于固定位置。
[0373]
冲模410具备支承坯料500中成为上述顶板部502的部位的顶板支承面411、以及与该顶板支承面411相连的纵壁面412。顶板支承面411是具有在与上述弯曲边缘302a相同的方向上以相同的曲率半径弯曲的边缘411a的水平面。纵壁面412是在边缘411a与顶板支承面411相连且朝向铅垂下方延伸的壁面。纵壁面412是在俯视时在与边缘411a相同的方向上以相同的曲率半径弯曲的凹曲面。
[0374]
下模440具备底壁面441、纵壁面442、上壁面443。
[0375]
底壁面441在俯视时具有朝与上述边缘411a相同的方向弯曲的凸型弯曲形状。进
而,底壁面441在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,底壁面441具有以沿着其延伸方向的两端位置相对于中央位置相对变低的方式弯曲的凸型弯曲形状。另外,与在上述第1实施方式中使用图13说明过的上述模具槽底面112b相比,底壁面441的形状若干不同。具体而言,在上述模具槽底面112b的情况下,在槽宽方向上高度大致恒定,与此相对,本实施方式的底壁面441为,沿着其槽宽方向朝向远离上述冲模410的方向而深度变深。
[0376]
纵壁面442是与底壁面441相连且朝向铅垂上方延伸的壁面。纵壁面442是在俯视时朝与上述边缘411a相同的方向弯曲的凸曲面。上壁面443是与纵壁面442的上端缘相连且朝向水平方向延伸的平坦面。
[0377]
支架420具有:凹型弯曲形状的边缘420a,在与上述边缘411a相同的方向上具有相同的曲率半径;以及平坦的下表面420b,按压坯料500的上表面502e。
[0378]
冲头430具备形成于其底部的加压面431以及形成于其侧部的纵壁面432。
[0379]
加压面431具有与上述底壁面441大致相同的形状。即,加压面431在仰视时具有朝与上述边缘411a相同的方向弯曲的凸型弯曲形状。进而,加压面431在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,加压面431具有以沿着其延伸方向的两端位置相对于中央位置相对变低的方式弯曲的凹型弯曲形状。另外,与在上述第1实施方式中使用图12说明的上述冲头下端面130a3相比,加压面431的形状若干不同。具体而言,在上述冲头下端面130a3的情况下,在其宽度方向上高度大致恒定,与此相对,本实施方式的加压面431为,随着沿着其宽度方向远离上述支架420而高度变低。
[0380]
纵壁面432是与加压面431相连且朝向铅垂上方延伸的壁面。纵壁面432是在俯视时朝与上述边缘411a相同的方向弯曲的凹曲面。
[0381]
上述底壁面(第4模具槽的底面)441在沿着底壁面441的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间具有高低差。并且,冲头430(第4冲头)的加压面431具有与底壁面441对应的高低差。底面壁441形成在俯视时呈凹型弯曲形状且在纵截面观察时呈凸型弯曲形状的弯曲面(第3模具弯曲面)。另外,在本实施方式中,将底壁面441全部设为弯曲面,但并不限定于该方式,也可以仅将底壁面441的一部分设为弯曲面。
[0382]
上述驱动部具备使支架420朝向冲模410接近或分离的驱动机构、使冲模410升降的驱动机构、以及使冲头430朝向下模440升降的驱动机构。
[0383]
加工前的上述坯料500具有图38的(a)所示的形状。即,坯料500在俯视时具有成为凹状的前边缘502a、与该前边缘502a相连的一对侧边缘502b、以及与这一对侧边缘502b相连且与前边缘502a对置的后边缘502d。一对侧边缘502b具有相互平行的部分、以及随着接近前边缘502a而间隔变窄的部分。作为坯料500的板厚,例示了0.8mm~6.0mm,但并不限定于该厚度。作为坯料500的材质,能够使用钢、铝合金或者镁合金等金属材料、或者玻璃纤维或碳纤维等树脂材料。进而,也可以将金属材料以及树脂材料的复合材料作为坯料500的材质。
[0384]
在通过具有以上说明的构成的构造部件的制造装置进行第1工序时,首先,在冲模410的顶板支承面411上载放坯料500,然后通过上述驱动机构使支架420下降而将坯料500夹持在该支架420与冲模410之间。此时,在将坯料500的前边缘502a以超过冲模410的边缘
411a而伸出的方式配置的基础上进行固定。
[0385]
接着,通过上述驱动机构使冲头430朝向下模440下降。此外,使冲模410在与支架420之间夹着坯料500的状态下下降。然后,冲头430到达下止点,由此将坯料500中包括前边缘502a的周边部分朝向铅垂上方折弯。即,坯料500从图38的(a)所示的成型开始经过图38的(b)的成型中途到达图38(c)所示的成型结束。如图35的(b)以及(c)所示,在第1工序的成型结束时的坯料500,形成将前边缘502a作为上端缘的在俯视时呈凹状的纵壁部500g、以及位于该纵壁部500g的根部部分、在俯视时呈凹状且在坯料500的宽度方向上具有高低差的槽部mb。槽部mb的带状圆弧壁部100f(底壁)在沿着槽部mb的延伸方向纵截面观察时的中央位置与端部位置之间具有高低差。即,形成有中央位置比端部位置高的高低差。通过该第1工序,纵壁部500g的上端缘进行拉伸凸缘变形。
[0386]
之后,在通过上述驱动机构使冲头430上升之后,使支架420上升。然后,从冲模410上取出坯料500。通过以上,完成第1工序。
[0387]
[第3实施方式/第2工序]
[0388]
使用图36以及图38的(d)~(f)对接着上述第1工序的第2工序进行说明。
[0389]
首先,图36的(a)是在本实施方式的第2工序中使用的各模具的立体图。如该图36的(a)所示,本实施方式的构造部件的制造装置具备:冲模610,用于载放第1工序后的坯料500;支架620,相对于冲模610接近或分离;冲头630,固定配置在冲模610的侧方;以及驱动部(未图示),分别独立地驱动冲模610以及支架620。
[0390]
冲模610具备:顶板支承面611,将与其槽部mb对应的部分的外表面包括在内地支承坯料500;以及纵壁面612,与该顶板支承面611相连。顶板支承面611是具有朝与上述冲模410的边缘411a相同的方向弯曲的边缘611a的水平面。纵壁面612是在边缘611a与顶板支承面611相连且朝向铅垂下方延伸的壁面。纵壁面612是在俯视时朝与边缘611a相同的方向以相同的曲率半径弯曲的凹曲面。
[0391]
冲头630具备上壁面631以及纵壁面632。
[0392]
上壁面631是在俯视时具有朝与上述边缘611a相同的方向弯曲的凸型弯曲形状的平面。
[0393]
纵壁面632是与上壁面631相连且朝向铅垂下方延伸的壁面。纵壁面632是在俯视时朝与上述边缘611a相同的方向以相同的曲率半径弯曲的凸曲面。
[0394]
支架620具备底壁面621以及纵壁面622。
[0395]
底壁面621是具有在仰视时在与上述边缘611a相同的方向上具有相同的曲率半径的凹型弯曲形状的边缘621a,并按压坯料500的上表面502e的平坦面。
[0396]
纵壁面622在边缘621a与底壁面621相连且朝向铅垂上方延伸。纵壁面622是在俯视时朝与上述边缘621a相同的方向以相同的曲率半径弯曲的凹曲面。
[0397]
在通过具有以上说明的构成的构造部件的制造装置进行第2工序时,首先,在冲模610的顶板支承面611上载放坯料500,然后通过上述驱动机构使支架620下降而将坯料500夹入该支架620与冲模610之间。由此,在第1工序中形成的槽部mb的高低差逐渐减小,随着该变形,坯料500的纵壁部500g的上端缘朝向后边缘502d接近。当在将坯料500夹在之间的状态下将支架620与冲模610一起压下时,坯料500中的具有槽部mb的部分的外表面与冲头630的上壁面631接触。其结果,坯料500受到对上壁面631施加的力的反力,而被以纵壁部
500g的上端缘朝向后边缘502d进一步接近的方式折弯。
[0398]
即,坯料500从图38的(d)所示的第2工序的成型开始经过图38的(e)的成型中途到达图38的(f)所示的成型结束。如图36的(b)以及(c)所示,在成型结束时的坯料500中,槽部mb消失而高低差也消失。因此,坯料500的下表面变得平坦。此外,纵壁部500g除了上述高低差减少之外,其下端部分还受到来自冲头630的反力,因此能够预先倾斜以便在接下来的第3工序中可靠地倒下。
[0399]
之后,通过上述驱动机构使支架620上升。然后,从冲模610上取出坯料500。通过以上,完成第2工序。
[0400]
另外,如图36所示,优选使冲头630的纵壁面632(第4纵壁面)在水平方向上隔开5mm以上50mm以下的距离cl而相对于支架620的纵壁面622(第3纵壁面)对置配置。在该情况下,能够更可靠地在纵壁部500g的高度方向中途位置处残留在第1工序中形成的弯曲部分,并且以纵壁部500g的上端缘朝向顶板部502前倾地接近的方式倾斜。其理由与在上述第1实施方式中使用图6的(b)说明过的理由相同,此处省略其说明。
[0401]
[第3实施方式/第3工序]
[0402]
使用图37以及图38的(g)~(i)对接着上述第2工序的第3工序进行说明。
[0403]
首先,图37的(a)是在本实施方式的第3工序中使用的各模具的立体图。如该图37的(a)所示,本实施方式的构造部件的制造装置具备:冲模710,用于载放第2工序后的坯料500;支架720,相对于冲模710接近或分离;衬垫730,相对于冲模710接近或分离;以及驱动部(未图示),分别独立地驱动支架720以及衬垫730。
[0404]
冲模710具备支承坯料500的顶板支承面711、以及与该顶板支承面711相连的纵壁面712。顶板支承面711是具有朝与上述冲模610的边缘611a相同的方向以相同的曲率半径弯曲的边缘711a的水平面。纵壁面712是在边缘711a与顶板支承面711相连且朝向铅垂下方延伸的壁面。纵壁面712是在俯视时朝与边缘711a相同的方向以相同的曲率半径弯曲的凹曲面。
[0405]
支架720具备底壁面721、折返面722以及纵壁面723。
[0406]
底壁面721是具有在仰视时在与上述边缘711a相同的方向上具有相同的曲率半径的凹型弯曲形状的边缘721a,并按压坯料500的上表面502e的平坦面。
[0407]
折返面722是在边缘721a与底壁面721相连且从边缘721a朝在俯视时与底壁面721重叠的方向折返的弯曲面。折返面722在俯视时具有在与上述边缘721a相同的方向上具有相同的曲率半径的弯曲形状。折返面722是在俯视时朝与上述边缘621a相同的方向以相同的曲率半径弯曲的凹曲面。
[0408]
纵壁面723经由折返面722而与底壁面721相连且朝向铅垂上方延伸。纵壁面723是在俯视时朝与上述边缘721a相同的方向弯曲的凹曲面。
[0409]
衬垫730具有第1下表面731、倾斜面732以及第2下表面733。
[0410]
第1下表面731是在仰视时成为朝向支架720呈凸型的弯曲形状的平坦面。
[0411]
倾斜面732与第1下表面731相连,并朝向斜上方形成。倾斜面732是在仰视时成为朝向支架720呈凸型的弯曲形状的弯曲面。
[0412]
第2下表面733是与倾斜面732相连且在仰视时成为朝向支架720呈凸型的弯曲形状的平坦面。
[0413]
在通过具有以上说明的构成的构造部件的制造装置进行第3工序时,首先,在冲模710的顶板支承面711上载放第2工序后的坯料500,然后通过上述驱动机构使支架720下降而将坯料500夹持在该支架720与冲模710之间。接着,通过上述驱动机构使衬垫730下降。于是,衬垫730的第2下表面733与纵壁部500g的上边缘抵接,并且使纵壁部500g一边倒下一边折弯。在该折弯时,在第1工序以及第2工序中对纵壁部500g预先施加倾斜,并且对纵壁部500g的上边缘赋予拉伸凸缘变形,因此能够具有余量地折弯纵壁部500g。作为该折弯的结果,得到构造部件301。
[0414]
此处,衬垫730的加压面(第2下表面733)相对于冲模710的顶板支承面711(第4顶板支承面)在成型下止点时的间隙大于支架720的加压面(底壁面721)相对于冲模710的顶板支承面711(第4顶板支承面)在成型下止点时的间隙。更具体而言,当支架720到达下止点时,将该支架720的加压面与冲模710的顶板支承面711之间的间隙设为g5。进而,当衬垫730到达下止点时,将该衬垫730的加压面与冲模710的顶板支承面711之间的间隙设为g6。在该情况下,间隙g5与顶板部502的板厚大致相等,间隙g6与弯曲加强部303的厚度尺寸大致相等。即,间隙g6》间隙g5。因此,能够在支架720与冲模710之间牢固地夹持顶板部502,此外,在衬垫730与冲模710之间得到开放截面形状的弯曲加强部303。
[0415]
之后,通过上述驱动机构首先使衬垫730上升。然后,通过上述驱动机构使支架720上升若干而使其从冲模710的顶板支承面711分离。由此,解除构造部件301的固定。在该状态下,将构造部件301从支架720与冲模710之间沿着水平方向拔出,由此取出构造部件301。通过以上,完成第3工序。
[0416]
本实施方式的坯料500从图38的(g)所示的第3工序的成型开始经过图38的(h)的成型中途到达图38的(i)所示的成型结束而成为构造部件301。如图37的(b)以及(c)所示,成型结束时的构造部件301具有:顶板部302,具有在仰视时呈凹型的弯曲边缘302a;以及弯曲加强部303,沿着弯曲边缘302a的延伸方向与顶板部302一体地形成,与上述延伸方向正交的截面为开放截面形状。
[0417]
将以上说明的本实施方式的要点汇总如下。
[0418]
本实施方式的构造部件的制造方法,是由坯料500的(平板原材料)制造构造部件301的方法,该构造部件301具有:顶板部302,具有弯曲边缘302a;以及弯曲加强部303,沿着弯曲边缘302a的延伸方向与顶板部302一体地形成,与弯曲边缘302a的延伸方向正交的截面为开放截面形状。具体而言,具有第1工序(中间工序),在夹持了坯料500中的与顶板部302对应的部位(第1部位)的状态下,将与该部位相连的其他部位(第2部位)朝与坯料500的上表面502e交叉的方向进行冲压,由此沿着坯料500中成为弯曲边缘302a的部位形成槽部mb以及与槽部mb相连的纵壁部500g。
[0419]
通过该第1工序的冲压,在槽部mb的带状圆弧壁部500f(底壁),在沿着槽部mb的延伸方向纵截面观察时的中央位置与端部位置之间设置有高低差。带状圆弧壁部500f在俯视时具有凹型弯曲形状且在纵截面观察时具有凸型弯曲形状。
[0420]
另外,在第1工序的冲压成型时,不是将与顶板部2对应的部位完全固定,而是成为夹持的状态。因此,限制所夹持的部位朝其平面外移动以及变形,但允许所夹持的部位的一部分朝向其他部位的金属流动。
[0421]
并且,在本实施方式的构造部件的制造方法中也可以如以下那样进行。
[0422]
即,也可以为,通过第1工序的冲压,在观察槽部mb的沿着与槽部mb的延伸方向正交的截面的内部形状的截面线长时,中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比在0.7~1.3的范围内。进而,也可以使上述截面线长在上述中央位置与上述端部位置相互相同。进而,也可以使槽部mb的延伸方向的各位置处的上述截面线长全部相等。
[0423]
当上述截面线长之比小于0.7或者超过1.3时,上述中央位置与上述端部位置之间的上述截面线长之差会变得过大。在该情况下,在形成了沿着槽部mb的延伸方向的各位置处的截面积大致相等的弯曲加强部303时,上述截面线长之差有可能使上壁303d的端缘产生裂纹、褶皱等成型不良情况。因此,作为上述截面线长之比,优选在0.7~1.3的范围内。
[0424]
此外,也可以为,通过第1工序的冲压,在槽部mb中,带状圆弧壁部500f的纵截面观察时的曲率半径r1(mm)除以带状圆弧壁部500f的通过俯视时的宽度方向中央位置的中心线cl的曲率半径r(mm)而得到的r/r1比在0.2~1.2的范围内。在该情况下,即使使用780mpa级的高强度钢板作为坯料500,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,在使用980mpa级以上的高强度钢板的情况下,更优选将r/r1比设为0.3~0.9的范围,在该情况下,即使使用980mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,最优选将r/r1比设为0.5,在该情况下,即使使用1180mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。
[0425]
另一方面,在从其他观点出发的情况下,优选为,通过第1工序的冲压,带状圆弧壁部500f的纵截面观察时的曲率半径r1大于带状圆弧壁部500f的通过俯视时的宽度方向中央位置的中心线cl的曲率半径r(r1》r)。在该情况下,当在下一工序中将构造部件转移到其他模具时,能够避免定位变得不稳定。
[0426]
在本实施方式的构造部件的制造方法中,在第1工序的冲压之后,在经过第2工序而进行的第3工序中,还具有如下的弯曲工序:通过将纵壁部500g的上端缘在允许接近顶板部502的移动的状态下朝向槽部mb压下,由此使上端缘朝向顶板部502折弯。
[0427]
该弯曲工序包括折返工序。在该折返工序中,将纵壁部500g弯曲到在从与顶板部502对置的方向观察时纵壁部500g的上端缘与顶板部502重叠、但在侧视时上述上端缘从顶板部502分离的状态。其结果,能够形成具有开放截面形状的弯曲加强部303。
[0428]
进而,当在该折返工序中使纵壁部500g进一步弯曲时,限制上述上端缘的超过规定位置的上述移动。即,通过上述上端缘与支架720的纵壁面723接触而进行限制,由此能够形成具有适当的开放截面的弯曲加强部303。
[0429]
另外,也可以进行如下的上端缘弯曲工序:在折返工序之前形成折返工序时的上述上端缘朝向顶板部502的弯曲部(未图示。相当于第1实施方式中所述的弯曲部q1的弯曲)。
[0430]
构造部件301也可以是汽车车身构件。更具体而言,也可以在下臂的制造时应用本发明。
[0431]
本实施方式的构造部件的制造装置适用于上述制造方法,由坯料500制造构造部件301。
[0432]
并且,该制造装置具备:冲模410(第3冲模),具有包括在俯视时弯曲的边缘411a(第1模具弯曲边缘)的顶板支承面411(第2顶板支承面);支架420(第3支架),相对于顶板支
承面411接近或分离;下模440(第4冲模),在俯视时具有与边缘411a邻接配置的底壁面441(第4模具槽);以及冲头430(第4冲头),相对于底壁面441接近或分离。
[0433]
底壁面441在沿着其延伸方向纵截面观察时的中央位置与端部位置之间具有高低差。同样,冲头430的加压面431也具有与底壁面441对应的具有高低差。即,加压面431在沿着其延伸方向纵截面观察时的中央位置与端部位置之间具有高低差。
[0434]
底壁面441在俯视时具有凹型弯曲形状且在纵截面观察时具有凸型弯曲形状。
[0435]
本实施方式的构造部件的制造装置也可以采用以下的构成。
[0436]
即,也可以为,在观察底壁面441的沿着与其延伸方向正交的截面中的内部形状的截面线长时,中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比在0.7~1.3的范围内。进而,也可以使上述截面线长在上述中央位置与上述端部位置相互相同。进而,也可以使槽部ma的延伸方向的各位置处的上述截面线长全部相等。由此,能够更可靠地防止上述成型不良情况。
[0437]
也可以将底壁面441的纵截面观察时的曲率半径r1(mm)除以通过俯视时的宽度方向中央位置的中心线的曲率半径r(mm)而得到的r/r1比设在0.2~1.2的范围内。在该情况下,即使使用780mpa级的高强度钢板作为坯料500,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,在使用980mpa级以上的高强度钢板的情况下,更优选将r/r1比设为0.3~0.9的范围,在该情况下,即使使用980mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,最优选将r/r1比设为0.5,在该情况下,即使使用1180mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。
[0438]
另一方面,在从其他观点出发的情况下,优选使底壁面441的纵截面观察时的曲率半径r1大于通过俯视时的宽度方向中央位置的中心线的曲率半径r(r1》r)。在该情况下,当在下一工序中将构造部件转移到其他模具时,能够避免定位变得不稳定。
[0439]
本实施方式的构造部件的制造装置在接着第1工序的第2工序中使用以下的模具。
[0440]
即,使用:冲模610(第5冲模),具有包括在俯视时弯曲的边缘611a(第2模具弯曲边缘)的顶板支承面611(第3顶板支承面);支架620(第4支架),相对于顶板支承面611接近或分离;以及冲头630(第5冲头),在俯视时与边缘611a邻接配置。
[0441]
本实施方式的构造部件的制造装置在接着第2工序的第3工序中使用以下的模具。
[0442]
即,使用:冲模710(第6冲模),具有包括在俯视时弯曲的边缘711a(第3模具弯曲边缘)的顶板支承面711(第4顶板支承面);支架720(第5支架),相对于顶板支承面711接近或分离;以及衬垫730(第6冲头),相对于冲模710接近或分离,在俯视时具有重叠在边缘711a上的第2下表面733(加压面)。
[0443]
本实施方式的构造部件的制造装置为,支架720具有与衬垫730的第2下表面733邻接且沿着与该第2下表面733交叉的方向延伸的纵壁面723(第3限制面)。
[0444]
也可以代替设置该纵壁面723,而衬垫730具有与该衬垫730的第2下表面733相连且沿着交叉的方向延伸的纵壁面(未图示。第4限制面)。
[0445]
[第4实施方式]
[0446]
在上述第3实施方式中,形成了在俯视时呈凹型的弯曲加强部303。在本实施方式中,对形成在俯视时呈凸型且具有开放截面形状的弯曲加强部303的情况进行说明。
[0447]
图39所示的构造部件401具有:顶板部402,具有在仰视时呈凸型的弯曲边缘402a;
以及弯曲加强部403,在弯曲边缘402a与顶板部402一体地形成,与弯曲边缘402a的延伸方向正交的截面为开放截面形状。
[0448]
顶板部402是由相互平行的一对两侧边缘402b、402c、连接在该两侧边缘402b、402c之间且形成前边缘的上述弯曲边缘402a、以及与该弯曲边缘402a对置且连接在两侧边缘402b、402c之间的后边缘402d划分成的平板部分。两侧边缘402b、402c以及后边缘402d分别具有直线形状。另一方面,弯曲边缘402a具有中央比其两端远离后边缘402d的凸型弯曲形状。作为该凸型弯曲形状的俯视时的曲率半径r,例示了100mm~400mm。但是,曲率半径r并不限定于该范围内。
[0449]
弯曲加强部403具备:外壁403c,与顶板部402的弯曲边缘402a相连且朝向铅垂上方;以及上壁403d,与外壁403c相连且相对于顶板部402的上表面402e分离。
[0450]
外壁403c的铅垂方向的高度尺寸,在从沿着弯曲加强部403的延伸方向上的一端到另一端的各位置处相同。并且,该外壁403c在俯视时具有朝与弯曲边缘402a相同的方向弯曲的凸型弯曲形状。
[0451]
上壁403d的水平方向的宽度尺寸,在从沿着弯曲加强部403的延伸方向的一端到另一端的各位置处相同。并且,该上壁403d在纵截面观察时与顶板部402平行,在俯视时具有朝与弯曲边缘402a相同的方向弯曲的凸型弯曲形状。
[0452]
并且,通过顶板部402的一部分、外壁403c、上壁403d这3个壁部形成开放截面形状。即,在本实施方式中,在弯曲加强部403内形成有凹型弯曲形状的空间,并且,在沿着弯曲加强部403的延伸方向的一端以及另一端的2个面、以及上壁403d中接近上述后边缘402d的边缘与上述上表面402e之间的1个面的合计3个面,上述空间与外部连通。
[0453]
根据具有以上说明的构成的构造部件401,利用具有开放截面形状的弯曲加强部403的刚性,能够防止顶板部402的面外变形。此外,对于沿着弯曲边缘402a的延伸方向的压缩载荷、拉伸载荷,也能够发挥较高的刚性。
[0454]
图40是对本实施方式的构造部件的制造方法进行说明的概要图,且是按照(a)~(c)的顺序以时间序列排列了从坯料800到构造部件401的形状变化的立体图。在各图中,为了明确成型过程而省略各模具的图示。使用其他图在后面叙述各模具以及它们的使用方法。
[0455]
图40的(a)表示在上述第2实施方式中示出的与图24对应的时刻的坯料800。另外,本实施方式的坯料800具有使用图44的(a)说明过的形状,与上述坯料100以及上述坯料500的形状不同,因此将产品编号改成800进行说明。
[0456]
在本实施方式中,作为第1工序,首先,在冲模的顶板支承面上载放坯料800,然后使支架下降而将坯料800夹持在该支架与冲模之间。
[0457]
接着,通过使冲头下降,将坯料800夹入下模与冲头之间而使其塑性变形。
[0458]
之后,在使冲头上升后,使支架上升。然后,从冲模上取出第1工序后的坯料800,成为图40的(a)的状态。
[0459]
第1工序后的坯料800具有由内壁803a及纵壁部800g、以及将它们的下端缘之间连接的带状圆弧壁部800f划分成的槽部mc。这些内壁803a、纵壁部800g、带状圆弧壁部800f在俯视时具有朝相同方向弯曲的凸型的弯曲形状。
[0460]
内壁803a以及纵壁部800g的下端缘的高度尺寸,在沿着它们的延伸方向的中央位
置与两端位置之间设置有差。即,内壁803a以及纵壁部800g的各下端缘在侧视时成为朝向铅垂下方呈凸型的弯曲线形状。
[0461]
在俯视的情况下,纵壁部800g的曲率半径大于内壁803a的曲率半径。通过该曲率半径差,吸收内壁803a以及纵壁部800g各自的沿着延伸方向的高度尺寸差。
[0462]
带状圆弧壁部800f在俯视时具有朝与内壁803a相同的方向弯曲的弯曲形状。进而,带状圆弧壁部800f在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,带状圆弧壁部800f具有以沿着其延伸方向的两端位置相对于中央位置相对变高的方式弯曲的凹型弯曲形状。由此,在第2工序之前,使纵壁部800g的上端缘接近顶板部802。
[0463]
如上所述,在第1工序(中间工序)中,通过冲压,在槽部mc的带状圆弧壁部(底壁)800f,在沿着槽部mc的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间设置有高低差。由此,在带状圆弧壁部800f形成在俯视时呈凸型弯曲形状且在纵截面观察时呈凹型弯曲形状的弯曲部(第2弯曲部)。另外,在本实施方式中,仅将带状圆弧壁部100d的中央部分设为弯曲部,但并不限定于该方式,也可以将带状圆弧壁部100d全部设为弯曲部。
[0464]
在接下来的第2工序中,从顶板部802的上下将其夹入冲模与支架之间而进行保持。然后,使冲模以及支架相对于冲头接近。于是,带状圆弧壁部800f的外表面与固定于固定位置的冲头接触,因此纵壁部800g被以接近上述后边缘802d的方式折弯。其结果,上述高低差消失,并且纵壁部800g的上边缘接近上述后边缘802d而成为图40的(b)所示的状态。
[0465]
在接下来的第3工序中,通过使用衬垫将纵壁部800g的上端缘压下,由此如图40的(c)所示,形成具有开放截面形状的弯曲加强部403的构造部件401。弯曲加强部403具备与顶板部402相连且朝向铅垂上方的外壁403c、以及与外壁403c相连且与顶板部402的上表面402e平行的上壁403d。并且,外壁403c以及上壁403d具有在俯视时呈凸型的弯曲形状。
[0466]
通过进行以上说明那样的第1工序~第3工序的折返加工,由此能够形成具有u字型开放截面形状的弯曲加强部403的构造部件401。在该折返加工中,将纵壁部800g弯曲到在从与顶板部802对置的方向观察时纵壁部800g的上端缘与顶板部802重叠、而纵壁部800g的上端缘从顶板部802分离的状态,由此形成具有u字型开放截面形状的弯曲加强部403。
[0467]
另外,当在该折返加工中将纵壁部800g弯曲时,也可以限制上述上端缘超过规定位置的上述移动。此外,也可以还具有在第3工序之前形成第3工序时的上述上端缘朝向顶板部802的弯曲部(未图示)的上端缘弯曲工序。
[0468]
以下,将与各模具之间的对应关系包括在内地对以上说明的第1工序~第3工序进行说明。具体而言,使用图41对第1工序进行说明,使用图42对第2工序进行说明,使用图43对第3工序进行说明。
[0469]
[第4实施方式/第1工序]
[0470]
首先,图41的(a)是在本实施方式的第1工序中使用的各模具的立体图。如该图41的(a)所示,本实施方式的构造部件的制造装置具备:冲模1410,用于载放坯料800;支架1420,从上方按压坯料800中成为上述顶板部402的部位;冲头1430及下模1440,在坯料800中成为上述弯曲加强部403的部位形成凹槽;以及驱动部(未图示),分别独立地驱动这些冲模1410、支架1420、冲头1430。另外,下模1440固定于固定位置。
[0471]
冲模1410具备支承坯料800中成为上述顶板部802的部位的顶板支承面1411、以及与该顶板支承面1411相连的纵壁面1412。顶板支承面1411是具有朝与上述弯曲边缘402a相同的方向以相同的曲率半径弯曲的边缘1411a的水平面。纵壁面1412是在边缘1411a与顶板支承面1411相连且朝向铅垂下方延伸的壁面。纵壁面1412是在俯视时朝与边缘1411a相同的方向以相同的曲率半径弯曲的凸曲面。
[0472]
下模1440具备底壁面1441、纵壁面1442以及上壁面1443。
[0473]
底壁面1441在俯视时具有朝与上述边缘1411a相同的方向弯曲的凹型弯曲形状。进而,底壁面1441在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,底壁面1441具有以与沿着其延伸方向的中央位置相对于两端位置相对地变深(变低)的方式弯曲的凹型弯曲形状。另外,与在上述第2实施方式中使用图23说明过的上述模具槽底面212b相比,底壁面1441的形状若干不同。具体而言,在上述模具槽底面212b的情况下,在槽宽方向上高度大致恒定,与此相对,本实施方式的底壁面1441为,随着沿着其槽宽方向远离上述冲模1410而深度变深。
[0474]
纵壁面1442是与底壁面1441相连且朝向铅垂上方延伸的壁面。纵壁面1442是在俯视时朝与上述边缘1411a相同的方向弯曲的凹曲面。上壁面1443是与纵壁面1442的上端缘相连且朝向水平方向延伸的壁面。
[0475]
支架1420具有:凸型弯曲形状的边缘1420a,在与上述边缘1411a相同的方向上具有相同的曲率半径;以及平坦的下表面1420b,按压坯料800的上表面802e。
[0476]
冲头1430具备形成于其底部的加压面1431以及形成于其侧部的纵壁面1432。
[0477]
加压面1431具有与上述底壁面1441大致相同的形状。即,加压面1431在仰视时具有朝与上述边缘1411a相同的方向弯曲的凹型弯曲形状。进而,加压面1431在纵截面观察时在沿着其延伸方向的中央位置与端部位置之间具有高低差。即,加压面1431具有以沿着其延伸方向的中央位置相对于两端位置相对地变深(变低)的方式弯曲的凸型弯曲形状。另外,与在上述第2实施方式中使用图22说明过的上述冲头下端面230a3相比,加压面1431的形状若干不同。具体而言,在上述冲头下端面230a3的情况下,在其宽度方向上高度大致恒定,与此相对,本实施方式的加压面1431为,随着沿着其宽度方向远离上述支架1420而高度变低。
[0478]
纵壁面1432是与加压面1431相连且朝向铅垂上方延伸的壁面。纵壁面1432是在俯视时朝与上述边缘1411a相同的方向弯曲的凸曲面。
[0479]
上述底壁面(第4模具槽的底面)1441在沿着底壁面1441的延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间具有高低差。并且,冲头1430(第4冲头)的加压面1431具有与底壁面1441对应的高低差。底面壁1441形成在俯视时呈凸型弯曲形状且在纵截面观察时呈凹型弯曲形状的弯曲面(第4模具弯曲面)。另外,可以将底壁面1441全部设为弯曲面,或者,也可以仅将底壁面1441的一部分设为弯曲面。
[0480]
上述驱动部具备使支架1420朝向冲模1410接近或分离的驱动机构、使冲模1410升降的驱动机构、以及使冲头1430朝向下模1440升降的驱动机构。
[0481]
加工前的上述坯料800具有图44的(a)所示的形状。即,坯料800具有在俯视时呈凸状的前边缘802a、与该前边缘802a相连的一对侧边缘802b、以及与这一对侧边缘802b相连
且与前边缘802a对置的后边缘802d。一对侧边缘802b具有相互平行的直线形状。作为坯料800的板厚,例示了0.8mm~6.0mm,但并不限定于该厚度。作为坯料800的材质,能够使用钢、铝合金或者镁合金等金属材料、或者玻璃纤维或碳纤维等树脂材料。进而,也可以将金属材料以及树脂材料的复合材料作为坯料800的材质。
[0482]
在通过具有以上说明的构成的构造部件的制造装置进行第1工序时,首先,在冲模1410的顶板支承面1411上载放坯料800,然后通过上述驱动机构使支架1420下降而将坯料800夹持在该支架1420与冲模1410之间。此时,在将坯料800的前边缘802a配置成超过冲模1410的边缘1411a而伸出的基础上进行固定。
[0483]
接着,通过上述驱动机构使冲头1430朝向下模1440下降。此外,使冲模1410在与支架1420之间夹着坯料800的状态下下降。然后,冲头1430到达下止点,由此坯料800中的包括前边缘802a的周边部分被朝向铅垂上方折弯。即,坯料800从图44的(a)所示的成型开始经过图44的(b)的成型中途到达图44的(c)所示的成型结束。如图44的(b)以及(c)所示,在第1工序的成型结束时的坯料800中形成有将前边缘802a作为上端缘且在俯视时呈凸状的纵壁部800g、以及位于该纵壁部800g的根部部分、在俯视时呈凸状且在坯料800的宽度方向上具有高低差的槽部mc。通过以上,纵壁部800g的上端缘进行收缩凸缘变形。
[0484]
之后,在通过上述驱动机构使冲头1430上升后,使支架1420上升。然后,从冲模1410上取出坯料800。通过以上,完成第1工序。
[0485]
[第4实施方式/第2工序]
[0486]
使用图42以及图44的(d)~(f)对接着上述第1工序的第2工序进行说明。
[0487]
首先,图42是在本实施方式的第2工序中使用的各模具的立体图。如该图42(a)所示,本实施方式的构造部件的制造装置具备:冲模1610,用于载放第1工序后的坯料800;支架1620,相对于冲模1610接近或分离;冲头1630,固定配置在冲模1610的侧方;以及驱动部(未图示),分别独立地驱动冲模1610以及支架1620。
[0488]
冲模1610具备:顶板支承面1611,将与其槽部mc对应的部分的外表面包括在内地对坯料800进行支承;以及纵壁面1612,与该顶板支承面1611相连。顶板支承面1611是具有朝与上述冲模1410的边缘1411a相同的方向弯曲的边缘1611a的水平面。纵壁面1612是在边缘1611a与顶板支承面1611相连且朝向铅垂下方延伸的壁面。纵壁面1612是在俯视时朝与边缘1611a相同的方向以相同的曲率半径弯曲的凸曲面。
[0489]
冲头1630具备上壁面1631以及纵壁面1632。
[0490]
上壁面1631是在俯视时具有朝与上述边缘1611a相同的方向弯曲的凹型弯曲形状的平面。
[0491]
纵壁面1632是与上壁面1631相连且朝向铅垂下方延伸的壁面。纵壁面1632是在俯视时朝与上述边缘1611a相同的方向以相同的曲率半径弯曲的凹曲面。
[0492]
支架1620具备底壁面1621以及纵壁面1622。
[0493]
底壁面1621是在仰视时具有在与上述边缘1611a相同的方向上具有相同的曲率半径的凸型弯曲形状的边缘1621a,并按压坯料800的上表面802e的平坦面。
[0494]
纵壁面1622在边缘1621a与底壁面1621相连且朝向铅垂上方延伸。纵壁面1622是在俯视时朝与上述边缘1621a相同的方向以相同的曲率半径弯曲的凸曲面。
[0495]
在通过具有以上说明的构成的构造部件的制造装置进行第2工序时,首先,在冲模
1610的顶板支承面1611上载放坯料800,然后通过上述驱动机构使支架1620下降而将坯料800夹入该支架1620与冲模1610之间。由此,在第1工序中形成的槽部mc的高低差逐渐减少,随着该变形,坯料800的纵壁部800g的上端缘朝向后边缘802d接近。当在将坯料800夹在之间的状态下使支架1620与冲模1610一起压下时,坯料800中的具有槽部mc的部分的外表面与冲头1630的上壁面1631接触。其结果,坯料800受到对上壁面1631施加的力的反力,而被以纵壁部800g的上端缘朝向后边缘802d进一步接近的方式折弯。
[0496]
即,坯料800从图44的(d)所示的第2工序的成型开始经过图44的(e)的成型中途到达图44的(f)所示的成型结束。如图42的(b)以及(c)所示,在成型结束时的坯料800中,槽部mc消失而高低差也消失。因此,坯料800的下表面变得平坦。此外,纵壁部800g除了上述高低差的减少之外,还受到来自冲头1630的反力。因此,纵壁部800g能够预先倾斜,以便在接下来的第3工序中可靠地倒下。
[0497]
之后,通过上述驱动机构使支架1620上升。然后,从冲模1610上取出坯料800。通过以上,完成第2工序。
[0498]
另外,如图42所示,优选使冲头1630的纵壁面1632(第4纵壁面)在水平方向上隔开5mm以上50mm以下的距离cl而相对于支架1620的纵壁面1622(第3纵壁面)对置配置。在该情况下,能够更可靠地在纵壁部800g的高度方向中途位置处残留在第1工序中形成的弯曲部分,并且使其以纵壁部800g的上端缘朝向顶板部802前倾地接近的方式倾斜。其理由与在上述第1实施方式中使用图6的(b)说明过的理由相同,此处省略其说明。
[0499]
[第4实施方式/第3工序]
[0500]
使用图43以及图44的(g)~(i)对接着上述第2工序的第3工序进行说明。
[0501]
首先,图43的(a)是在本实施方式的第3工序中使用的各模具的立体图。如该图43的(a)所示,本实施方式的构造部件的制造装置具备:冲模1710,用于载放第2工序后的坯料800;支架1720,相对于冲模1710接近或分离;衬垫1730,相对于支架1720接近或分离;以及驱动部(未图示),分别独立地驱动支架1720以及衬垫1730。
[0502]
冲模1710具备支承坯料800的顶板支承面1711、以及与该顶板支承面1711相连的纵壁面1712。顶板支承面1711是具有朝与上述冲模1610的边缘1611a相同的方向以相同的曲率半径弯曲的边缘1711a的水平面。纵壁面1712是在边缘1711a与顶板支承面1711相连且朝向铅垂下方延伸的壁面。纵壁面1712是在俯视时朝与边缘1711a相同的方向以相同的曲率半径弯曲的凸曲面。
[0503]
支架1720具备底壁面1721、折返面1722以及纵壁面1723。
[0504]
底壁面1721是具有在仰视时在与上述边缘1711a相同的方向上具有相同的曲率半径的凸型弯曲形状的边缘1721a,并按压坯料800的上表面802e的平坦面。
[0505]
折返面1722是在边缘1721a与底壁面1721相连且从边缘1721a朝在俯视时与底壁面1721重叠的方向折返的弯曲面。折返面1722在俯视时具有在与上述边缘1721a相同的方向上具有相同的曲率半径的弯曲形状。折返面1722是在俯视时朝与上述边缘1621a相同的方向以相同的曲率半径弯曲的凸曲面。
[0506]
纵壁面1723经由折返面1722与底壁面1721相连且朝向铅垂上方延伸。纵壁面1723是在俯视时朝与上述边缘1721a相同的方向弯曲的凸曲面。
[0507]
衬垫1730具备第1下表面1731、倾斜面1732以及第2下表面1733。
[0508]
第1下表面1731是在仰视时成为朝远离支架1720的方向凹陷的弯曲形状的平坦面。
[0509]
倾斜面1732与第1下表面1731相连且朝向斜上方形成。倾斜面1732是在仰视时成为朝远离支架1720的方向凹陷的弯曲形状的弯曲面。
[0510]
第2下表面1733是与倾斜面1732相连且在仰视时成为朝远离支架1720的方向凹陷的弯曲形状的平坦面。
[0511]
在通过具有以上说明的构成的构造部件的制造装置进行第3工序时,首先,在冲模1710的顶板支承面1711上载放第2工序后的坯料800,然后通过上述驱动机构使支架1720下降而将坯料800夹持在该支架1720与冲模1710之间。接着,通过上述驱动机构使衬垫1730下降。于是,衬垫1730的第2下表面1733与纵壁部800g的上边缘抵接,并且使纵壁部800g一边倾倒一边折弯。在该折弯时,由于在第1工序以及第2工序中预先对纵壁部800g赋予有倾斜,并且对纵壁部800g的上边缘预先赋予有收缩凸缘变形,因此能够具有余量地折弯纵壁部800g。作为该折弯的结果,得到构造部件401。
[0512]
此处,衬垫1730的加压面(第2下表面1733)相对于冲模1710的顶板支承面1711(第4顶板支承面)在成型下止点时的间隙大于支架1720的加压面(底壁面1721)相对于冲模1710的顶板支承面1711(第4顶板支承面)在成型下止点时的间隙。更具体而言,当支架1720到达下止点时,将该支架1720的加压面与冲模1710的顶板支承面1711之间的间隙设为g7。进而,当衬垫1730到达下止点时,将该衬垫1730的加压面与冲模1710的顶板支承面1711之间的间隙设为g8。在该情况下,间隙g7与顶板部402的板厚大致相等,间隙g6与弯曲加强部403的厚度尺寸大致相等。即,间隙g8》间隙g7。因此,能够在支架1720与冲模1710之间牢固地夹持顶板部402,此外,在衬垫1730与冲模1710之间得到开放截面形状的弯曲加强部403。
[0513]
之后,通过上述驱动机构首先使衬垫1730上升。然后,通过上述驱动机构使支架1720上升若干而从冲模1710的顶板支承面1711分离。由此,构造部件401的固定被解除。在该状态下,通过将构造部件401从支架1720与冲模1710之间沿着水平方向拔出,由此取出构造部件401。通过以上,完成第3工序。
[0514]
本实施方式的坯料800从图44的(g)所示的第3工序的成型开始经过图44的(h)的成型中途到达图44的(i)所示的成型结束而成为构造部件401。如图43的(b)以及(c)所示,成型结束时的构造部件401具有:顶板部402,具有在仰视时呈凸型的弯曲边缘402a;以及弯曲加强部403,沿着弯曲边缘402a的延伸方向与顶板部402一体地形成,与上述延伸方向正交的截面为开放截面形状。
[0515]
将以上说明的本实施方式的要点汇总如下。
[0516]
本实施方式的构造部件的制造方法,是由坯料800的(平板原材料)制造构造部件401的方法,该构造部件401具有:顶板部402,具有弯曲边缘402a;以及弯曲加强部403,沿着弯曲边缘402a的延伸方向与顶板部402一体地形成,与弯曲边缘402a的延伸方向正交的截面为开放截面形状。具体而言,具有如下的第1工序(中间工序):在夹持了坯料800中的与顶板部402对应的部位(第1部位)的状态下,将与该部位相连的其他部位(第2部位)朝与坯料800的上表面802e交叉的方向进行冲压,由此沿着坯料800中成为弯曲边缘402a的部位形成槽部mc以及与槽部mc相连的纵壁部800g。
[0517]
通过该第1工序的冲压,在槽部mc的带状圆弧壁部800f(底壁),在沿着槽部mc的延
伸方向纵截面观察时的中央位置与端部位置之间设置有高低差。带状圆弧壁部800f在俯视时具有凸型弯曲形状且在纵截面观察时具有凹型弯曲形状。
[0518]
另外,在第1工序的冲压成型时,不是将与顶板部402对应的部位完全固定,而是成为夹持的状态。因此,限制所夹持的部位朝其平面外移动以及变形,但允许所夹持的部位的一部分朝向其他部位的金属流动。
[0519]
并且,在本实施方式的构造部件的制造方法中也可以如以下那样进行。
[0520]
即,也可以为,通过第1工序的冲压,在观察槽部mc的沿着与槽部mc的延伸方向正交的截面的内部形状的截面线长时,中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比在0.7~1.3的范围内。进而,也可以使上述截面线长在上述中央位置与上述端部位置相互相同。进而,也可以使槽部mc的延伸方向的各位置处的上述截面线长全部相等。
[0521]
当上述截面线长之比小于0.7或者超过1.3时,上述中央位置与上述端部位置之间的上述截面线长之差会过度变大。在该情况下,当形成了沿着槽部mc的延伸方向的各位置处的截面积大致相等的弯曲加强部403时,上述截面线长之差有可能使上壁403d的端缘产生裂纹、褶皱等成型不良情况。因此,作为上述截面线长之比,优选在0.7~1.3的范围内。
[0522]
也可以为,将槽部mc的带状圆弧壁部800f(底壁)的通过俯视时的宽度方向中央位置的中心线cl的曲率半径r(mm)除以纵截面观察时的曲率半径r1(mm)而得到的r/r1比设在0.2~1.2的范围内。在该情况下,即便使用780mpa级的高强度钢板作为坯料800,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,在使用980mpa级以上的高强度钢板的情况下,更优选将r/r1比设为0.3~0.9的范围,在该情况下,即便使用980mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,最优选将r/r1比设为0.5,在该情况下,即便使用1180mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。
[0523]
另一方面,在从其他观点出发的情况下,优选为,通过第1工序的冲压,带状圆弧壁部800f的纵截面观察时的曲率半径大于带状圆弧壁部800f的通过俯视时的宽度方向中央位置的中心线的曲率半径(r1》r)。在该情况下,当在下一工序中将构造部件转移到其他模具时,能够避免定位变得不稳定。
[0524]
在本实施方式的构造部件的制造方法中,在第1工序的冲压之后,在经过第2工序进行的第3工序中还具有如下的弯曲工序:将纵壁部800g的上端缘在允许接近顶板部802的移动的状态下朝向槽部mc压下,由此将上端缘朝向顶板部802折弯。
[0525]
该弯曲工序包括折返工序。在该折返工序中,将纵壁部800g弯曲到在从与顶板部802对置的方向观察时纵壁部800g的上端缘与顶板部802重叠,而在侧视时上述上端缘从顶板部802分离的状态。其结果,能够形成具有开放截面形状的弯曲加强部403。
[0526]
进而,当在该折返工序中将纵壁部800g进一步弯曲时,限制上述上端缘超过规定位置的上述移动。即,通过使上述上端缘与支架1720的纵壁面1723接触而进行限制,由此能够形成具有适当的开放截面的弯曲加强部403。
[0527]
另外,也可以进行在折返工序之前形成折返工序时的上述上端缘朝向顶板部802的弯曲部(未图示。相当于第1实施方式中所说的弯曲部q1的弯曲)的上端缘弯曲工序。
[0528]
构造部件401也可以是汽车车身构件。更具体而言,也可以在下臂的制造时应用本
发明。
[0529]
本实施方式的构造部件的制造装置适用于上述制造方法,由坯料800制造构造部件401。
[0530]
并且,该制造装置具备:冲模1410(第3冲模),具有包括在俯视时弯曲的边缘1411a(第1模具弯曲边缘)的顶板支承面1411(第2顶板支承面);支架1420(第3支架),相对于顶板支承面1411接近或分离;下模1440(第4冲模),具有在俯视时与边缘1411a邻接配置的底壁面1441(第4模具槽);以及冲头1430(第4冲头),相对于底壁面1441接近或分离。
[0531]
底壁面1441在沿着其延伸方向纵截面观察时的中央位置与端部位置之间具有高低差。同样,冲头1430的加压面1431也具有与底壁面1441对应的高低差。即,加压面1431在沿着其延伸方向的纵截面观察时的中央位置与端部位置之间具有高低差。
[0532]
底壁面1441在俯视时具有凸型弯曲形状且在纵截面观察时具有凹型弯曲形状。
[0533]
本实施方式的构造部件的制造装置也可以采用以下的构成。
[0534]
即,也可以为,在观察底壁面1441的沿着与其延伸方向正交的截面中的内部形状的截面线长时,中央位置处的上述截面线长除以端部位置处的上述截面线长而得到的比在0.7~1.3的范围内。进而,也可以使上述截面线长在上述中央位置与上述端部位置相互相同。进而,也可以使底壁面1441的延伸方向的各位置处的上述截面线长全部相等。由此,能够更可靠地防止上述成型不良情况。
[0535]
也可以为,将底壁面1441的通过俯视时的宽度方向中央位置的中心线的曲率半径r(mm)除以纵截面观察时的曲率半径r1(mm)而得到的r/r1比设在0.2~1.2的范围内。在该情况下,即便使用780mpa级的高强度钢板作为坯料500,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,在使用980mpa级以上的高强度钢板的情况下,更优选将r/r1比设为0.3~0.9的范围,在该情况下,即便使用980mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。进而,最优选将r/r1比设为0.5,在该情况下,即便使用1180mpa级的高强度钢板,也能够得到没有缩颈、尺寸不良的良好的成型结果。
[0536]
另一方面,在从其他观点出发的情况下,优选底壁面1441的纵截面观察时的曲率半径r1大于通过俯视时的宽度方向中央位置的中心线的曲率半径r(r1》r)。在该情况下,当在下一工序中将构造部件转移到其他模具时,能够避免定位变得不稳定。
[0537]
本实施方式的构造部件的制造装置,在接着第1工序的第2工序中使用以下的模具。
[0538]
即,使用:冲模1610(第5冲模),具有包括在俯视时弯曲的边缘1611a(第2模具弯曲边缘)的顶板支承面1611(第3顶板支承面);支架1620(第4支架),相对于顶板支承面1611接近或分离;以及冲头1630(第5冲头),在俯视时与边缘1611a邻接配置。
[0539]
本实施方式的构造部件的制造装置,在接着第2工序的第3工序中使用以下的模具。
[0540]
即,使用:冲模1710(第6冲模),具有包括在俯视时弯曲的边缘1711a(第3模具弯曲边缘)的顶板支承面1711(第4顶板支承面);支架1720(第5支架),相对于顶板支承面1711接近或分离;以及衬垫1730(第6冲头),相对于冲模1710接近或分离,具有在俯视时重叠在边缘1711a上的第2下表面1733(加压面)。
[0541]
本实施方式的构造部件的制造装置为,支架1720具有与衬垫1730的第2下表面
1733邻接且沿着与该第2下表面1733交叉的方向延伸的纵壁面1723(第3限制面)。
[0542]
也可以代替设置该纵壁面1723,而使衬垫1730具有与该衬垫1730的第2下表面1733相连且沿着交叉的方向延伸的纵壁面(未图示。第4限制面)。
[0543]
实施例
[0544]
[第1实施例]
[0545]
以下,使用图45以及图46对本发明的构造部件的制造方法以及制造装置的第1实施例进行说明。
[0546]
图45是表示本实施例的中间工序后的坯料100的图,(a)是从(b)的x-x向视观察的侧视图,(b)是主视图。图46是表示本实施例的构造部件1的图,(a)是从(b)的y-y向视观察的侧视图,(b)是主视图。
[0547]
本实施例的构造部件1具有与使用图1说明过的上述第1实施方式的构造部件1大致相同的构成,因此对于各部分的详细情况使用相同的符号并省略它们的说明。
[0548]
图46的(a)以及(b)所示的构造部件1具有:顶板部2,具有弯曲边缘2a;以及弯曲加强部3,沿着弯曲边缘2a的延伸方向与顶板部2一体地形成,与上述延伸方向正交的截面为闭合截面形状。
[0549]
另外,在图46的(a)中,为了容易理解弯曲边缘2a以及弯曲加强部3的形状,而使接合部位稍微分开地进行图示,但实际上在接合部位没有间隙地接合,弯曲加强部3形成闭合截面形状。
[0550]
如图46的(b)所示,弯曲加强部3具有:处于延伸方向的中央位置的圆弧部3a;以及与该圆弧部3a的两侧相邻位置一体地相连的一对直线部3b。圆弧部3a在俯视时朝向顶板部2弯曲成凹型,其曲率半径为r(mm)。并且,该圆弧部3a的上下表面与顶板部2的上表面2e大致平行。各直线部3b相对于圆弧部3a的左右两端无阶差地一体相连。各直线部3b分别在俯视和主视的双方中具有直线形状。各直线部3b的上下表面分别与顶板部2的上表面2e大致平行。
[0551]
通过对作为平板原材料的坯料100施加上述中间工序以及上述弯曲工序,由此得到上述构造部件1。如图45的(a)以及(b)所示,中间工序后的坯料100具有顶板部2、以及经由弯曲边缘2a而与该顶板部2一体地相连的槽部m。槽部m由内壁3a及纵壁部100c、以及将它们的下端缘之间连接的带状圆弧壁部(底壁)100b形成。如图45的(b)所示,内壁3a、纵壁部100c、带状圆弧壁部100b在俯视时具有朝相同方向弯曲的弯曲形状。
[0552]
带状圆弧壁部100b为,在沿着其延伸方向的纵截面观察时,具有处于延伸方向的中央位置的圆弧底壁部100b1、以及与该圆弧底壁部100b1的两侧相邻位置相连的一对直线底壁部100b2。
[0553]
圆弧底壁部100b1为,在纵截面观察时朝向铅垂上方成为凸型弯曲形状,其曲率半径为r1(mm)。因此,槽部m在沿着其延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间具有高低差。槽部m在圆弧底壁部100b1的长度方向中央位置处最高且在圆弧底壁部100b1的长度方向两端位置处最低。
[0554]
圆弧底壁部100b1在俯视时朝向顶板部2弯曲成凹型,通过其俯视时的宽度方向中央位置的中心线cl的曲率半径为r(mm)。圆弧底壁部100b1是在对平板原材料100实施上述弯曲工序而成为上述构造部件1时成为上述圆弧部3a的一部分的部分。
[0555]
各直线底壁部100b2相对于圆弧底壁部100b1的左右两端无阶差地一体地相连。各直线底壁部100b2分别在俯视和纵截面观察的双方中具有直线形状。各直线底壁部100b2的上下表面分别与顶板部2的上表面2e大致平行。
[0556]
在对具有以上说明的构成的图45的坯料实施弯曲工序而得到图46的构造部件1的情况下,分别改变曲率半径r、r1以及钢板强度(抗拉强度)而进行了数值计算。另外,板厚全部共同为2.3mm。
[0557]
具体而言,对于曲率半径r,设为250mm的情况和60mm的情况这两个情形。
[0558]
此外,在曲率半径r为250mm的情形下,将曲率半径r1设为160mm、200mm、250mm、500mm、1000mm,2000mm合计6个情形。此外,在曲率半径r为60mm的情形下,将曲率半径r1设为40mm、50mm、60mm、120mm、400mm、600mm合计6个情形。由此,在曲率半径r为250mm的情况与60mm的情况的2个情形下,使r/r1的比例均同为1.5、1.2、1.0、0.5、0.2、0.1。另外,曲率半径r、r1以外的数值如图45、图46所示。
[0559]
进而,对于钢板强度,设为780mpa级钢板、980mpa级钢板、1180mpa级钢板这3个情形。
[0560]
适当组合以上的各参数而进行数值计算,下表1表示对有无成型不良进行了调查的结果。
[0561]
[表1]
[0562][0563]
如表1所示,在780mpa级钢板的情况下,在曲率半径r为250mm和60mm这2个情形下,均是在r/r1比为0.2~1.2的范围内得到没有缩颈、尺寸不良的良好的成型结果。
[0564]
在980mpa级钢板的情况下,在曲率半径r为250mm的情形下,在r/r1比为0.2以下或者1.2以上,产生了断裂、缩颈、尺寸不良等不良情况。另一方面,在曲率半径r为60mm的情形下,在r/r1比为0.2以下或者1.0以上,产生了断裂、缩颈、尺寸不良等不良情况。
[0565]
在1180mpa级钢板的情况下,在曲率半径r为250mm和60mm这2个情形下,均是在r/r1比为0.2以下或者1.0以上产生了断裂、缩颈、尺寸不良等不良情况。
[0566]
根据以上的结果,得到优选将r/r1比设在0.2~1.2范围内的结果。进而,在使用980mpa级以上的更高强度的钢板的情况下,得到优选将r/r1比设在0.3~0.9范围内,最优选将r/r1比设为0.5的结果。
[0567]
如以上说明的那样,根据本实施例,确认了在780mpa级钢板、980mpa级钢板、进而1180mpa级钢板这样的高强度钢板中,本发明也是有效的。
[0568]
另外,本实施例是弯曲加强部3为闭合截面形状的情况下的结果。在弯曲加强部3为开放截面形状的情况下,在进行相同的数值计算时,与闭合截面形状的情况相比r1/r比的结果没有变化。因此,在开放截面形状的情况下,也优选将r/r1比设为上述范围。
[0569]
[第2实施例]
[0570]
以下,使用图47以及图48对本发明的构造部件的制造方法以及制造装置的第2实施例进行说明。
[0571]
图47是表示本实施例的中间工序后的坯料100的图,(a)是从(b)的x1-x1向视观察的侧视图,(b)是主视图。图48是表示本实施例的构造部件201的图,(a)是从(b)的y1-y1向视观察的侧视图,(b)是主视图。
[0572]
本实施例的构造部件201具有与使用图30说明过的上述第2实施方式的构造部件201大致相同的构成,因此对于各部分的详细情况使用相同的符号并省略它们的说明。
[0573]
图48的(a)以及(b)所示的构造部件201具有:顶板部202,具有弯曲边缘202a;以及弯曲加强部203,沿着弯曲边缘202a的延伸方向与顶板部202一体地形成,与上述延伸方向正交的截面为闭合截面形状。
[0574]
另外,在图48的(a)中,为了容易理解弯曲边缘202a以及弯曲加强部203的形状,使接合部位稍微分开地进行图示,但实际上在接合部位没有间隙地接合,弯曲加强部203形成闭合截面形状。
[0575]
如图48的(b)所示,弯曲加强部203具有:处于延伸方向的中央位置的圆弧部203a;以及与该圆弧部203a的两侧相邻位置一体地相连的一对直线部203b。圆弧部203a在俯视时朝向远离顶板部202的方向弯曲成凸型,其曲率半径为r(mm)。并且,该圆弧部203a的上下表面与顶板部202的上表面202e大致平行。各直线部203b相对于圆弧部203a的左右两端无阶差地一体地相连。各直线部203b分别在俯视和主视的双方中具有直线形状。各直线部203b的上下表面分别与顶板部202的上表面202e大致平行。
[0576]
通过对作为平板原材料的坯料100实施上述中间工序以及上述弯曲工序,由此得到上述构造部件201。如图47的(a)以及(b)所示,中间工序后的坯料100具有顶板部202、以及经由弯曲边缘202a而与该顶板部202一体地相连的槽部ma。槽部ma由内壁203a及纵壁部100e、以及将它们的下端缘之间连接的带状圆弧壁部(底壁)100d形成。内壁203a、纵壁部100e、带状圆弧壁部100d在俯视时具有朝相同方向弯曲的弯曲形状。
[0577]
带状圆弧壁部100d在沿着其延伸方向的纵截面观察时,具有处于延伸方向的中央位置的圆弧底壁部100d1、以及与该圆弧底壁部100d1的两侧相邻位置相连的一对直线底壁部100d2。
[0578]
圆弧底壁部100d1在纵截面观察时朝向铅垂下方成为凸型弯曲形状,其曲率半径为r1(mm)。因此,槽部ma在沿着其延伸方向纵截面观察时的中央位置(中途位置)与将该中央位置夹在之间的两端位置(两侧相邻位置)之间具有高低差。槽部ma在圆弧底壁部100d1的长度方向中央位置处最低,且在圆弧底壁部100d1的长度方向两端位置处最高。
[0579]
圆弧底壁部100d1在俯视时朝向顶板部202弯曲成凸型,通过其俯视时的宽度方向中央位置的中心线cl的曲率半径为r(mm)。圆弧底壁部100d1是在对图47的坯料(平板原材料100)实施上述弯曲工序而形成上述构造部件201时成为上述圆弧部203a的一部分的部分。
[0580]
各直线底壁部100d2相对于圆弧底壁部100d1的左右两端无阶差地一体地相连。各直线底壁部100d2分别在俯视以及纵截面观察的双方中具有直线形状。各直线底壁部100d2的上下表面分别与顶板部202的上表面202e大致平行。
[0581]
在对具有以上说明的构成的图47的坯料实施弯曲工序而得到图48的构造部件201的情况下,分别改变曲率半径r、r1以及钢板强度(抗拉强度)来进行数值计算。另外,板厚全部共同为2.3mm。
[0582]
具体而言,对于曲率半径r,设为250mm的情况和60mm的情况这2个情形。
[0583]
此外,在曲率半径r为250mm的情形下,将曲率半径r1设为160mm、200mm、250mm、500mm、1000mm、2000mm合计6个情形。此外,在曲率半径r为60mm的情形下,将曲率半径r1设为40mm、50mm、60mm、120mm、400mm、600mm合计6个情形。由此,在曲率半径r为250mm的情况和60mm的情况这2个情形下,使r/r1的比例均同为1.5、1.2、1.0、0.5、0.2、0.1。另外,曲率半径r、r1以外的数值如图47、图48所示。
[0584]
进而,对于钢板强度,设为780mpa级钢板、980mpa级钢板、1180mpa级钢板这3个情形。
[0585]
适当组合以上的各参数而进行数值计算,下表2表示对有无成型不良进行调查的结果。
[0586]
[表2]
[0587][0588]
如表2所示,在780mpa级钢板的情况下,在曲率半径r为250mm和60mm这2个情形下,均是在r/r1比为0.2~1.2的范围内得到没有尺寸不良的良好的成型结果。
[0589]
在980mpa级钢板的情况下,在曲率半径r为250mm和60mm这2个情形下,均是在r/r1比为0.2以下或者1.2以上产生了尺寸不良。
[0590]
在1180mpa级钢板的情况下,在曲率半径r为250mm和60mm这2个情形下,均是在r/r1比为0.2以下或者1.2以上产生了尺寸不良。
[0591]
根据以上的结果,得到优选将r/r1比设在0.2~1.2范围内的结果。进而,除了上述结果之外,得到更优选将该r/r1比设在0.3~1.1范围内,最优选将r/r1比设为0.5的结果。另外,当与上述第1实施例的结果组合进行考虑时,作为r/r1比的优选范围,优选采用0.3~0.9。
[0592]
如以上说明的那样,根据本实施例,确认了在780mpa级钢板、980mpa级钢板、进而1180mpa级钢板这样的高强度钢板中,本发明也是有效的。
[0593]
另外,本实施例是弯曲加强部203为闭合截面形状的情况下的结果。在弯曲加强部203为开放截面形状的情况下,在进行相同的数值计算时,与闭合截面形状的情况相比r1/r比的结果没有变化。因此,在开放截面形状的情况下,优选将r/r1比设为上述范围。
[0594]
产业上的可利用性
[0595]
根据本发明的构造部件的制造方法以及制造装置,能够制造对弯曲边缘进行加强而具有较高刚性的构造部件。因此,产业上的可利用性较大。
[0596]
符号的说明
[0597]
1、201、301、401 构造部件
[0598]
2、202、302、402 顶板部
[0599]
2a、202a 弯曲边缘
[0600]
3、203、303、403 弯曲加强部
[0601]
40a、240a 冲模(第2冲模)
[0602]
41a、241a 顶板支承面(第1顶板支承面)
[0603]
50ad、250ad 下表面(弯曲凸部)
[0604]
50a、250a 支架(第1支架)
[0605]
50ae、250ae 纵壁面(第1纵壁面)
[0606]
60a、260a 冲头(第2冲头)
[0607]
60ae、260ae 纵壁面(第2纵壁面)
[0608]
70a、270a 支架(第2支架)
[0609]
70ac、270ac 纵壁面(第1限制面)
[0610]
80a、280a 冲头(第3冲头)
[0611]
90a、290a 衬垫
[0612]
90ad、290ad 限制面(第2限制面)
[0613]
100 平板原材料
[0614]
100b、100d、100f、100h 带状圆弧壁部(底壁)
[0615]
100c、100e、100g、100i 纵壁部
[0616]
112、212 模具槽(第1模具槽)
[0617]
112b、212b 模具槽底面(底面)
[0618]
110、210 冲模(第1冲模)
[0619]
130、230 冲头(第1冲头)
[0620]
130a、230a 加压面
[0621]
410、1410 冲模(第3冲模)
[0622]
411、1411 顶板支承面(第2顶板支承面)
[0623]
411a、1411a 边缘(第1模具弯曲边缘)
[0624]
420、1420 支架(第3支架)
[0625]
430、1430 冲头(第4冲头)
[0626]
431、1431 加压面(第4冲头的加压面)
[0627]
440、1440 下模(第4冲模)
[0628]
441、1441 底壁面(第4模具槽、第4模具槽的底面)
[0629]
610、1610 冲模(第5冲模)
[0630]
611、1611 顶板支承面(第3顶板支承面)
[0631]
611a、1611a 边缘(第2模具弯曲边缘)
[0632]
620、1620 支架(第4支架)
[0633]
622、1622 纵壁面(第3纵壁面)
[0634]
630、1630 冲头(第5冲头)
[0635]
632、1632 纵壁面(第4纵壁面)
[0636]
710、1710 冲模(第6冲模)
[0637]
711、1711 顶板支承面(第4顶板支承面)
[0638]
711a、1711a 边缘(第3模具弯曲边缘)
[0639]
720、1720 支架(第5支架)
[0640]
723、1723 纵壁面(第3限制面)
[0641]
730、1730 衬垫(第6冲头)
[0642]
733、1733 第2下表面(加压面)
[0643]
cl 中心线
[0644]
m、ma 槽部
[0645]
m1、m3 模具槽(第2模具槽)
[0646]
m2、m4 模具槽(第3模具槽)
[0647]
q、q1 弯曲部
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1