一种同步上下料式冷冲压设备的制作方法
1.本发明涉及一种冷冲压设备,尤其涉及一种同步上下料式冷冲压设备。
背景技术:
2.汽车零件在生产中,一般是通过冲压设备将板材放置在冲压模具上,冲压装置通过冲压头对钢材施加压力,使钢材产生塑性变形,从而获得所需的形状和尺寸的汽车零部件,但是现有技术主要特点是加工时间较短而辅助时间较长,尤其是不能与加工同时进行的上下料工作量大,占用时间长,一般占去整个工序时间的三分之一到二分之一,影响生产效率,且有时还需要人工手动进行上下料,增加了人的劳动力。
3.因此需要设计一种方便人们上下料,占用时间少,不影响生产效率,且不会增加劳动力的同步上下料式冷冲压设备,以解决现有技术问题。
技术实现要素:
4.为了克服占用时间长,影响生产效率,且有时还需要人工手动进行上下料,增加了人的劳动力的缺点,本发明的技术问题为:提供一种方便人们上下料,占用时间少,不影响生产效率,且不会增加劳动力的同步上下料式冷冲压设备。
5.技术方案:一种同步上下料式冷冲压设备,包括有冲压底箱、固定底座、支撑连板、支撑斜柱、连接架、上料箱、挡料板、第一复位导柱、第一复位弹簧、启动按钮、复位按钮、升降机构和压制机构,冲压底箱底部左右对称固接有固定底座,左右两侧固定底座内侧面中部之间固接有支撑连板,固定底座前部固接有支撑斜柱,冲压底箱左右两侧上前部都固接有连接架,左右两侧连接架前部之间设有用于放置的上料箱,上料箱与支撑斜柱固定连接,上料箱后部左右对称固接有第一复位导柱,左右两侧第一复位导柱之间滑动式设有用于限位的挡料板,第一复位导柱底端与挡料板内部之间第一复位弹簧,冲压底箱右侧面前中部固接有启动按钮和复位按钮,复位按钮位于启动按钮后侧,冲压底箱上设有用于提供动力的升降机构,冲压底箱上设有用于冲压的压制机构。
6.此外,特别优选的是,升降机构包括有电动推杆、升降横板、冲压底块和定位导柱,冲压底箱右侧面下前部固接有电动推杆,冲压底箱上部前侧左右对称固接有用于导向的定位导柱,左右两侧定位导柱之间滑动式设有升降横板,升降横板与电动推杆伸缩杆连接,升降横板中部通过螺栓拆卸式设有冲压底块。
7.此外,特别优选的是,压制机构包括有增压泵、第一进气管、压制底筒、密封底筒、第二复位弹簧和第一压力传感器,冲压底箱后侧面下左部固接有增压泵,冲压底箱内下部前侧通过螺栓拆卸式设有压制底筒,增压泵与压制底筒之间连接有第一进气管,第一进气管前部滑动式设有用于脱模的密封底筒,密封底筒内侧面与第一进气管前部之间绕接有第二复位弹簧,冲压底箱右部上前侧固接有第一压力传感器,第一压力传感器与升降横板配合。
8.此外,特别优选的是,还包括有下料机构,下料机构包括有升降底板、第二压力传
感器、开槽底块、强力磁块、第二复位导柱、第三复位弹簧、固定横轴、下料连架、可更换底块和活动滚轮,冲压底块后侧面固接有两个升降底板,冲压底箱内顶部右后侧固接有第二压力传感器,冲压底箱后部上中侧间隔固接有八根第二复位导柱,每四根第二复位导柱为一组,四根第二复位导柱之间滑动式设有开槽底块,开槽底块顶部固接有强力磁块,第二复位导柱上绕有第三复位弹簧,第三复位弹簧一端与开槽底块连接,第三复位弹簧另一端与冲压底箱连接,冲压底箱前部中侧转动式设有固定横轴,固定横轴左右两侧都固接有用于下料的下料连架,下料连架中部通过螺栓拆卸式设有可更换底块,下料连架后部转动式设有活动滚轮,活动滚轮位于开槽底块内,活动滚轮与开槽底块滑动连接。
9.此外,特别优选的是,还包括有间隔机构,间隔机构包括有传动长轴、第一传动组件、固定短轴、从动齿轮、定位底框、活动齿条、第三复位导柱、第四复位弹簧、定位卡块、第四复位导柱、第五复位弹簧、限位滚轮、限位卡块、第二传动组件、定位短柱、换向齿轮、换向长轴、分隔皮带组件和定位皮带组件,冲压底箱左部下侧转动式设有传动长轴,冲压底箱后部右下侧转动式设有固定短轴,固定短轴后部与传动长轴后部之间连接有第一传动组件,第一传动组件由两个皮带轮和皮带组成,一个皮带轮安装于传动长轴后部,一个皮带轮安装于固定短轴后部,皮带绕于两个皮带轮之间,固定短轴前部固接有从动齿轮,右方开槽底块右侧面前部固接有定位底框,定位底框内间隔固接有三根第三复位导柱,三根第三复位导柱之间滑动式设有活动齿条,活动齿条内部与第三复位导柱左端之间连接有第四复位弹簧,定位底框内上部左右对称固接有第四复位导柱,左右两侧第四复位导柱之间滑动式设有定位卡块,第四复位导柱上绕有第五复位弹簧,第五复位弹簧一端与定位卡块连接,第五复位弹簧另一端与定位底框连接,定位底框上部滑动式设有限位滚轮,限位滚轮与活动齿条固定连接,冲压底箱后部右上侧固接有限位卡块,限位卡块与限位滚轮配合,上料箱左部下后侧转动式设有定位短柱,定位短柱前部与传动长轴前部之间连接有第二传动组件,第二传动组件由两个皮带轮和皮带组成,一个皮带轮安装于传动长轴前部,一个皮带轮安装于定位短柱前部,皮带绕于两个皮带轮之间,上料箱左右两侧都上下对称转动式设有换向长轴,左方上下两侧换向长轴中部之间连接有用于进料的分隔皮带组件,分隔皮带组件由两个皮带轮和皮带组成,两个皮带轮均安装于左方上下两侧换向长轴中部,皮带绕于两个皮带轮之间,右方上下两侧换向长轴中部之间连接有定位皮带组件,定位皮带组件由两个皮带轮和皮带组成,两个皮带轮均安装于右方上下两侧换向长轴中部,皮带绕于两个皮带轮之间,左方下侧换向长轴后部与定位短柱后部均固接有换向齿轮,两个换向齿轮相啮合。
10.此外,特别优选的是,还包括有进料机构,进料机构包括有固定长杆、升降连接杆、固定短杆、第五复位导柱和第六复位弹簧,左方开槽底块左侧面固接有固定长杆,冲压底箱左部上侧前后对称固接有第五复位导柱,前后两侧第五复位导柱之间滑动式设有升降连接杆,升降连接杆与固定长杆固定连接,第五复位导柱上绕有第六复位弹簧,第六复位弹簧一端与冲压底箱连接,第六复位弹簧另一端与升降连接杆连接,冲压底箱前部左上侧滑动式设有固定短杆,固定短杆与升降连接杆固定连接,固定短杆还与挡料板固定连接。
11.此外,特别优选的是,还包括有进气机构,进气机构包括有第二进气管、进气泵和光电传感器,上料箱前侧面右下部固接有进气泵,上料箱前部下侧嵌入式设有用于吹料的第二进气管,第二进气管与进气泵连接,上料箱内前侧下右部固接有光电传感器。
12.此外,特别优选的是,还包括有电控箱,电控箱安装于冲压底箱前下部中间,电控
箱内包括有开关电源、电源模块和控制模块,开关电源为该同步上下料式冷冲压设备供电,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接;控制模块上连接有ds1302时钟电路和24c02电路;启动按钮、复位按钮、第一压力传感器、第二压力传感器和光电传感器都与控制模块电性连接,电动推杆、强力磁块、进气泵和增压泵都与控制模块通过外围电路连接。
13.与现有技术相比,本发明具有如下优点:
14.1、本发明铁皮掉落至压制底筒上,启动电动推杆伸长,从而冲压底块配合压制底筒对铁皮进行冲压,再启动电动推杆收缩和增压泵工作,冲压底块向上移动复位,同时,密封底筒向上移动对铁片进行脱模,人们即可打开挡料板取出铁皮进行后续处理,如此,方便人们进行上下料,占用时间少,不影响生产效率。
15.2、本发明在间隔机构的作用下,分隔皮带组件正转带动铁片向下移动一定距离,定位皮带组件起到导向作用,最下方铁片也就滑落至压制底筒上,如此,可方便人们进料。
16.3、本发明在进气机构的作用下,进气泵通过第二进气管将铁片吹入压制底筒上,5秒后,控制模块控制进气泵停止,如此,可避免铁片卡住难以掉落。
附图说明
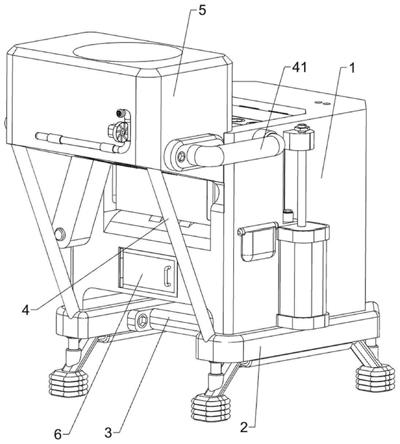
17.图1为本发明的立体结构示意图。
18.图2为本发明的第一种部分立体结构示意图。
19.图3为本发明的第二种部分立体结构示意图。
20.图4为本发明的升降机构的部分立体结构示意图。
21.图5为本发明的压制机构的第一种部分立体结构示意图。
22.图6为本发明的压制机构的第二种部分立体结构示意图。
23.图7为本发明的第三种部分立体结构示意图。
24.图8为本发明的第四种部分立体结构示意图。
25.图9为本发明的下料机构的第一种部分立体结构示意图。
26.图10为本发明的下料机构的第二种部分立体结构示意图。
27.图11为本发明的间隔机构的第一种部分立体结构示意图。
28.图12为本发明的间隔机构的第二种部分立体结构示意图。
29.图13为本发明a部分的放大示意图。
30.图14为本发明的间隔机构的第三种部分立体结构示意图。
31.图15为本发明的间隔机构的第四种部分立体结构示意图。
32.图16为本发明的进料机构的部分立体结构示意图。
33.图17为本发明的进气机构的部分立体结构示意图。
34.图18为本发明的电路框图。
35.图19为本发明的电路原理图。
36.其中,上述附图包括以下附图标记:1、冲压底箱,2、固定底座,3、支撑连板,4、支撑斜柱,41、连接架,5、上料箱,51、挡料板,52、第一复位导柱,53、第一复位弹簧,6、电控箱,61、启动按钮,62、复位按钮,7、升降机构,71、电动推杆,72、升降横板,73、冲压底块,74、定位导柱,8、压制机构,81、增压泵,82、第一进气管,83、压制底筒,84、密封底筒,85、第二复位
弹簧,86、第一压力传感器,9、下料机构,91、升降底板,92、第二压力传感器,93、开槽底块,94、强力磁块,95、第二复位导柱,96、第三复位弹簧,97、固定横轴,98、下料连架,99、可更换底块,910、活动滚轮,10、间隔机构,101、传动长轴,102、第一传动组件,103、固定短轴,104、从动齿轮,105、定位底框,106、活动齿条,107、第三复位导柱,108、第四复位弹簧,109、定位卡块,1010、第四复位导柱,1011、第五复位弹簧,1012、限位滚轮,1013、限位卡块,1014、第二传动组件,1015、定位短柱,1016、换向齿轮,1017、换向长轴,1018、分隔皮带组件,1019、定位皮带组件,11、进料机构,111、固定长杆,112、升降连接杆,113、固定短杆,114、第五复位导柱,115、第六复位弹簧,12、进气机构,121、第二进气管,122、进气泵,123、光电传感器。
具体实施方式
37.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
38.实施例1
39.一种同步上下料式冷冲压设备,如图1-图6所示,包括有冲压底箱1、固定底座2、支撑连板3、支撑斜柱4、连接架41、上料箱5、挡料板51、第一复位导柱52、第一复位弹簧53、启动按钮61、复位按钮62、升降机构7和压制机构8,冲压底箱1底部左右对称固接有固定底座2,左右两侧固定底座2内侧面中部之间固接有支撑连板3,固定底座2前部固接有支撑斜柱4,冲压底箱1左右两侧上前部都固接有连接架41,左右两侧连接架41前部之间设有上料箱5,上料箱5可实现放置适量铁片,上料箱5与支撑斜柱4固定连接,上料箱5后部左右对称固接有第一复位导柱52,左右两侧第一复位导柱52之间滑动式设有挡料板51,第一复位导柱52底端与挡料板51内部之间第一复位弹簧53,冲压底箱1右侧面前中部固接有启动按钮61和复位按钮62,复位按钮62位于启动按钮61后侧,冲压底箱1上设有升降机构7,冲压底箱1上设有压制机构8,压制机构8可实现对铁片进行冲压,升降机构7可对压制机构8冲压提供动力。
40.升降机构7包括有电动推杆71、升降横板72、冲压底块73和定位导柱74,冲压底箱1右侧面下前部固接有电动推杆71,冲压底箱1上部前侧左右对称固接有定位导柱74,左右两侧定位导柱74之间滑动式设有升降横板72,升降横板72上下移动时,定位导柱74可实现导向作用,升降横板72与电动推杆71伸缩杆连接,升降横板72中部通过螺栓拆卸式设有冲压底块73。
41.压制机构8包括有增压泵81、第一进气管82、压制底筒83、密封底筒84、第二复位弹簧85和第一压力传感器86,冲压底箱1后侧面下左部固接有增压泵81,冲压底箱1内下部前侧通过螺栓拆卸式设有压制底筒83,增压泵81与压制底筒83之间连接有第一进气管82,第一进气管82前部滑动式设有密封底筒84,压制底筒83可实现对铁片进行脱模,密封底筒84内侧面与第一进气管82前部之间绕接有第二复位弹簧85,冲压底箱1右部上前侧固接有第一压力传感器86,第一压力传感器86与升降横板72配合。
42.人们按下电源总开关,将本装置上电,首先操作人员将一块铁皮放置在上料箱5内,铁皮随之掉落至压制底筒83上,按动启动按钮61一次,启动按钮61发出信号,控制模块
接收信号后控制电动推杆71缩短,电动推杆71缩短带动升降横板72向下移动,升降横板72向下移动带动冲压底块73向下移动,冲压底块73向下移动与铁皮接触,从而冲压底块73配合压制底筒83对铁皮进行冲压,且升降横板72向下移动与第一压力传感器86接触,第一压力传感器86发出信号,控制模块接收信号后控制电动推杆71停止,再按动复位按钮62一次,复位按钮62发出信号,控制模块接收信号后控制电动推杆71伸长,增压泵81工作3秒,升降横板72带动冲压底块73向上移动复位,同时,增压泵81通过第一进气管82开始吹气,密封底筒84也就向上移动对铁片进行脱模,第二复位弹簧85被拉伸,3秒后,控制模块控制电动推杆71和增压泵81停止,然后拉动挡料板51向上移动,第一复位弹簧53被压缩,取下冲压好的铁皮进行后续处理,松开挡料板51,因第一复位弹簧53的作用,挡料板51向下移动复位。
43.实施例2
44.在实施例1的基础之上,如图7、图8、图9、图10、图11、图12、图13、图14和图15所示,还包括有下料机构9,下料机构9包括有升降底板91、第二压力传感器92、开槽底块93、强力磁块94、第二复位导柱95、第三复位弹簧96、固定横轴97、下料连架98、可更换底块99和活动滚轮910,冲压底块73后侧面固接有两个升降底板91,冲压底箱1内顶部右后侧固接有第二压力传感器92,冲压底箱1后部上中侧间隔固接有八根第二复位导柱95,每四根第二复位导柱95为一组,四根第二复位导柱95之间滑动式设有开槽底块93,开槽底块93顶部固接有强力磁块94,第二复位导柱95上绕有第三复位弹簧96,第三复位弹簧96一端与开槽底块93连接,第三复位弹簧96另一端与冲压底箱1连接,冲压底箱1前部中侧转动式设有固定横轴97,固定横轴97左右两侧都固接有下料连架98,下料连架98可实现对冲压好的铁片进行下料,下料连架98中部通过螺栓拆卸式设有可更换底块99,下料连架98后部转动式设有活动滚轮910,活动滚轮910位于开槽底块93内,活动滚轮910与开槽底块93滑动连接。
45.还包括有间隔机构10,间隔机构10包括有传动长轴101、第一传动组件102、固定短轴103、从动齿轮104、定位底框105、活动齿条106、第三复位导柱107、第四复位弹簧108、定位卡块109、第四复位导柱1010、第五复位弹簧1011、限位滚轮1012、限位卡块1013、第二传动组件1014、定位短柱1015、换向齿轮1016、换向长轴1017、分隔皮带组件1018和定位皮带组件1019,冲压底箱1左部下侧转动式设有传动长轴101,冲压底箱1后部右下侧转动式设有固定短轴103,固定短轴103后部与传动长轴101后部之间连接有第一传动组件102,第一传动组件102由两个皮带轮和皮带组成,一个皮带轮安装于传动长轴101后部,一个皮带轮安装于固定短轴103后部,皮带绕于两个皮带轮之间,固定短轴103前部固接有从动齿轮104,右方开槽底块93右侧面前部固接有定位底框105,定位底框105内间隔固接有三根第三复位导柱107,三根第三复位导柱107之间滑动式设有活动齿条106,活动齿条106内部与第三复位导柱107左端之间连接有第四复位弹簧108,定位底框105内上部左右对称固接有第四复位导柱1010,左右两侧第四复位导柱1010之间滑动式设有定位卡块109,第四复位导柱1010上绕有第五复位弹簧1011,第五复位弹簧1011一端与定位卡块109连接,第五复位弹簧1011另一端与定位底框105连接,定位底框105上部滑动式设有限位滚轮1012,限位滚轮1012与活动齿条106固定连接,冲压底箱1后部右上侧固接有限位卡块1013,限位卡块1013与限位滚轮1012配合,上料箱5左部下后侧转动式设有定位短柱1015,定位短柱1015前部与传动长轴101前部之间连接有第二传动组件1014,第二传动组件1014由两个皮带轮和皮带组成,一个皮带轮安装于传动长轴101前部,一个皮带轮安装于定位短柱1015前部,皮带绕于两个皮
带轮之间,上料箱5左右两侧都上下对称转动式设有换向长轴1017,左方上下两侧换向长轴1017中部之间连接有分隔皮带组件1018,分隔皮带组件1018由两个皮带轮和皮带组成,两个皮带轮均安装于左方上下两侧换向长轴1017中部,皮带绕于两个皮带轮之间,分隔皮带组件1018正转可实现铁片向下移动进料,右方上下两侧换向长轴1017中部之间连接有定位皮带组件1019,定位皮带组件1019由两个皮带轮和皮带组成,两个皮带轮均安装于右方上下两侧换向长轴1017中部,皮带绕于两个皮带轮之间,左方下侧换向长轴1017后部与定位短柱1015后部均固接有换向齿轮1016,两个换向齿轮1016相啮合。
46.当电动推杆71伸长时,冲压底块73向下移动带动升降底板91向下移动,升降底板91向下移动与第二压力传感器92脱离,且升降底板91向下移动与强力磁块94接触,第二压力传感器92检测不到压力后发出信号,控制模块接收信号后控制强力磁块94工作,强力磁块94对升降底板91吸附,铁片冷冲压完成后,再按动复位按钮62一次,复位按钮62发出信号,控制模块接收信号后控制电动推杆71伸长3秒,电动推杆71伸长带动冲压底块73向上移动复位,冲压底块73向上移动带动升降底板91向上移动,升降底板91向上移动带动强力磁块94向上移动,强力磁块94向上移动带动开槽底块93向上移动,第三复位弹簧96被压缩,开槽底块93向上移动通过活动滚轮910带动下料连架98向上摆动,下料连架98向上摆动带动可更换底块99向上摆动,人们即可打开挡料板51取出铁片进行后续处理,3秒后,控制模块控制电动推杆71停止,升降底板91也向上移动至最大行程与第二压力传感器92接触,第二压力传感器92检测到的压力大于预设值后发出信号,控制模块接收信号后控制强力磁块94失磁,因第三复位弹簧96的作用,开槽底块93带动强力磁块94向下移动复位,下料连架98也就带动可更换底块99向下移动复位,如此,可方便人们进行下料。
47.首先操作人员将适量铁皮间隔放置在分隔皮带组件1018与定位皮带组件1019之间,当开槽底块93向上移动时,开槽底块93向上移动还带动定位底框105向上移动,定位底框105向上移动带动第三复位导柱107向上移动,第三复位导柱107向上移动带动活动齿条106向上移动,活动齿条106向上移动带动从动齿轮104反转,从动齿轮104反转带动固定短轴103反转,固定短轴103反转带动第一传动组件102反转,第一传动组件102反转带动传动长轴101反转,传动长轴101反转带动第二传动组件1014反转,第二传动组件1014反转带动定位短柱1015反转,定位短柱1015反转带动下方换向齿轮1016反转,下方换向齿轮1016反转带动上方换向齿轮1016正转,上方换向齿轮1016正转带动左下方换向长轴1017正转,左方上下两侧换向长轴1017正转配合带动分隔皮带组件1018正转,分隔皮带组件1018正转带动铁片向下移动一定距离,定位皮带组件1019起到导向作用,最下方铁片也就滑落至压制底筒83上,同时,活动齿条106向上移动还带动限位滚轮1012向上移动,限位滚轮1012向上移动与限位卡块1013接触,限位卡块1013使得限位滚轮1012向左移动一定距离,限位滚轮1012向左移动带动活动齿条106向右移动,第四复位弹簧108被压缩,且因第五复位弹簧1011的作用,活动齿条106向左移动从定位卡块109上滑过,定位卡块109对活动齿条106限位,从而电动推杆71缩短时,活动齿条106向下移动也就不与从动齿轮104接触啮合,当定位卡块109向下移动最大行程,冲压底箱1对定位卡块109限位,活动齿条106继续向下移动与定位卡块109脱离,因第四复位弹簧108的作用,活动齿条106也就向左移动复位与从动齿轮104啮合。如此,可方便人们进料。
48.实施例3
49.在实施例1和实施例2的基础之上,如图7、图8、图16和图17所示,还包括有进料机构11,进料机构11包括有固定长杆111、升降连接杆112、固定短杆113、第五复位导柱114和第六复位弹簧115,左方开槽底块93左侧面固接有固定长杆111,冲压底箱1左部上侧前后对称固接有第五复位导柱114,前后两侧第五复位导柱114之间滑动式设有升降连接杆112,升降连接杆112与固定长杆111固定连接,第五复位导柱114上绕有第六复位弹簧115,第六复位弹簧115一端与冲压底箱1连接,第六复位弹簧115另一端与升降连接杆112连接,冲压底箱1前部左上侧滑动式设有固定短杆113,固定短杆113与升降连接杆112固定连接,固定短杆113还与挡料板51固定连接。
50.还包括有进气机构12,进气机构12包括有第二进气管121、进气泵122和光电传感器123,上料箱5前侧面右下部固接有进气泵122,上料箱5前部下侧嵌入式设有第二进气管121,第二进气管121与进气泵122连接,进气泵122通过第二进气管121可实现将铁片吹入压制底筒83上,上料箱5内前侧下右部固接有光电传感器123。
51.当开槽底块93向上移动时,开槽底块93向上移动还带动固定长杆111向上移动,固定长杆111向上移动带动升降连接杆112向上移动,第六复位弹簧115被压缩,升降连接杆112向上移动带动固定短杆113向上移动,固定短杆113向上移动带动挡料板51向上移动,第一复位弹簧53被压缩,挡料板51向上移动对上料箱5限位,同时人们即可取出冲压好铁片进行后续处理,从而开槽底块93通过固定长杆111带动升降连接杆112向下移动复位,第六复位弹簧115起到助力作用,且挡料板51也就向下移动复位,第一复位弹簧53也起到助力作用,上料箱5内最下方铁片随之滑落至压制底筒83上,如此,无需人们手动拉动挡料板51,更好实现同步上下料。
52.当分隔皮带组件1018正转带动铁片向下移动,光电传感器123检测到铁片的移动,光电传感器123发出信号,控制模块接收信号后控制进气泵122工作5秒,从而挡料板51向下移动复位后,进气泵122通过第二进气管121将铁片吹入压制底筒83上,5秒后,控制模块控制进气泵122停止,如此,可避免铁片卡住难以掉落。
53.如图1、图18和图19所示,还包括有电控箱6,电控箱6安装于冲压底箱1前下部中间,电控箱6内包括有开关电源、电源模块和控制模块,开关电源为该同步上下料式冷冲压设备供电,电源模块上通过线路连接有电源总开关,控制模块和电源模块通过电性连接;控制模块上连接有ds1302时钟电路和24c02电路;启动按钮61、复位按钮62、第一压力传感器86、第二压力传感器92和光电传感器123都与控制模块电性连接,电动推杆71、强力磁块94、进气泵122和增压泵81都与控制模块通过外围电路连接。
54.应理解,该实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1