摩擦搅拌焊辅助装置及促进塑性流动态金属流动性的方法与流程
1.本发明属于金属材料加工与成型领域,具体涉及一种摩擦搅拌焊辅助装置及促进塑性流动态金属流动性的方法。
背景技术:
2.搅拌摩擦焊是一种全新的固相连接技术,在低熔点轻质合金连接领域与传统熔化焊方法相比具有诸多优点。搅拌摩擦焊以摩擦热及塑性变形热作为焊接热源,焊接温度一般低于母材的熔点,母材仅达到塑性流动状态而未熔化,因此焊接能量相对于传统融化焊要低,具有节能效应,而且不会存在裂纹、气孔等问题,焊接质量可靠性更高,搅拌摩擦焊还不需要焊丝、气体保护,因此可大大降低焊接成本。
3.正因如此,我们也引入了搅拌摩擦焊来实施集装箱纵梁的对接焊,以期获得节能、降本、提质的效果。
4.但在具体实施搅拌摩擦焊对接集装箱纵梁时发现,由于集装箱纵梁板厚较大,一旦摩擦焊热输入不足或者焊接速度过快,就会造成前一层转移金属与后一层金属之间或者焊缝金属与前进边缘在宏观上形成紧密接触,但微观上未形成可靠的连接,导致接头的性能和整体焊接结构的可靠性降低。经研究发现,在搅拌摩擦焊过程中,由于母材仅达到塑性流动状态,该状态下仅仅依靠原子内部的能量起伏来实现跃迁换位是困难的,因此在微观上难以形成可靠的连接。
技术实现要素:
5.本发明要解决的技术问题是:提供一种摩擦搅拌焊辅助装置,用于克服集装箱纵梁搅拌摩擦焊接接头性能不稳定、整体焊接结构可靠性低的技术问题。
6.为解决上述技术问题,本发明采用的技术方案是:摩擦搅拌焊辅助装置,包括两套分别固定连接在摩擦搅拌焊接装置上的电磁感应线圈脉冲发射模块,两套电磁感应线圈脉冲发射模块分设在母材对接缝两侧,且相对于搅拌头中心对称设置,任一电磁感应线圈脉冲发射模块顺着搅拌头的旋转方向设置,且相对于母材表面倾斜一定角度,电磁感应线圈脉冲发射模块前端与搅拌头外围焊接区的母材倾斜相对。
7.作为一种优选方案,所述电磁感应线圈脉冲发射模块包括一个管状外壳,外壳内部固定连接有一根沿外壳轴向设置的铁芯,外壳内还设置有至少一个套接在铁芯上的电磁感应线圈,每个电磁感应线圈与一个电容、一个可控硅串联连接,可控硅的阳极与电容连接、阴极与电磁感应线圈的一端连接、控制极与一个控制器电性连接,电容两端并联有电源,电源正极通过开关连接在电容与可控硅之间,开关与控制器电性连接,受控于控制器,所述铁芯的前端伸出外壳外部,用于接近或接触母材,各电磁感应线圈产生的磁场方向一致。
8.作为一种优选方案,所述电磁感应线圈有多个,多个电磁感应线圈上的可控硅控制极分别连接到控制器的不同输出引脚上。
9.作为一种优选方案,所述外壳内壁上敷设有冷却水管。
10.本发明进一步要解决的技术问题是:提供一种促进塑性流动态金属流动性的方法,用于克服集装箱纵梁搅拌摩擦焊接接头性能不稳定、整体焊接结构可靠性低的技术问题。
11.为解决上述技术问题,本发明采用的技术方案是:促进塑性流动态金属流动性的方法,采用上述摩擦搅拌焊辅助装置,在搅拌头对母材进行摩擦搅拌焊接的同时,控制器控制至少一套电磁感应线圈脉冲发射模块将磁场脉冲施加在搅拌头外围焊接区的母材上,使焊接区内塑性流动状态的母材晶粒产生热振动。
12.作为一种优选方案,当母材厚度大于2mm时,控制器控制两套电磁感应线圈脉冲发射模块同时或交替产生电磁脉冲作用于焊接区内的母材2,电磁脉冲激发频率大于搅拌头转动频率。
13.作为一种优选方案,所述脉冲磁场的方向与母材所在平面成30~45
°
。
14.本发明的有益效果是:在摩擦搅拌焊焊接速度和搅拌头转速一定的情况下,通过加装摩擦搅拌焊辅助装置,可以提高焊核区尺寸,提高母材底部的金属流动性,以填充搅拌头后方的空腔,弥补弥散分布的空洞缺陷,使焊缝组织晶粒细化,从而大大提高焊接接头性能,提高整体焊接结构的可靠性。
15.本发明同时通过促进塑性流动态金属流动性的方法,利用摩擦搅拌焊辅助装置,调整脉冲磁场的方向、峰值强度、频率和脉冲数量,在强大的脉冲磁场作用下,可以在母材表面产生涡电流,对母材进行持续加热以及在母材内部产生电磁力。不仅可以使焊缝内部的原子积累足够高的能量,跨越能垒,驱使焊缝内部晶粒大小趋于均匀化,晶格内部位错密度增加,还可以通过对脉冲频率的控制,形成搅拌头机械搅拌和多级磁场耦合的作用,进一步提高塑性金属流动性,提高焊接接头性能。该工艺简单,成本低廉,焊接效率高,可有效延长搅拌头使用寿命,能使焊缝组织晶粒细化,综合性能显著提高。
附图说明
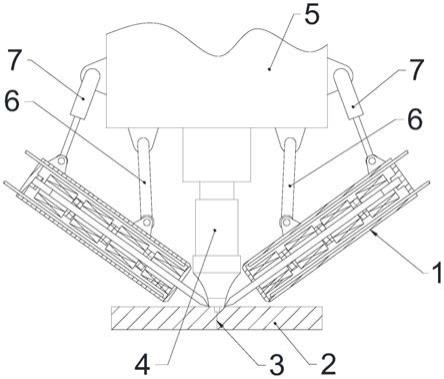
16.下面结合附图对本发明的具体实施方式作进一步详细说明,其中:图1是本发明所述摩擦搅拌焊辅助装置的结构示意图;图2是图1的俯视图;图3是电磁感应线圈脉冲发射模块的结构示意图;图4是线圈的控制电路图;图1~图4中:1、电磁感应线圈脉冲发射模块,101、外壳,102、铁芯,103、电磁感应线圈,104、电容,105、可控硅,106、控制器,107、电源,108、开关,109、冷却水管,2、母材,3、对接缝,4、搅拌头。
具体实施方式
17.下面结合附图,详细描述本发明的具体实施方案。
18.实施例1:如图1~图4所示,摩擦搅拌焊辅助装置包括两套分别固定连接在摩擦搅拌焊接装置5上的电磁感应线圈脉冲发射模块1,两套电磁感应线圈脉冲发射模块1分设在母材2对接
缝3两侧,且相对于搅拌头4中心对称设置,任一电磁感应线圈脉冲发射模块1顺着搅拌头4的旋转方向设置,且相对于母材2表面倾斜一定角度,电磁感应线圈脉冲发射模块1前端与搅拌头4外围焊接区的母材2倾斜相对。
19.本实施例中,任一电磁感应线圈脉冲发射模块1前端通过一根连杆6与摩擦搅拌焊接装置5外壳固定连接,后端通过一根气缸7与摩擦搅拌焊接装置5外壳固定连接,连杆6与摩擦搅拌焊接装置5外壳固定连接,与电磁感应线圈脉冲发射模块1转动连接,气缸7与摩擦搅拌焊接装置5外壳转动连接,与电磁感应线圈脉冲发射模块1也转动连接。
20.所述电磁感应线圈脉冲发射模块1包括一个管状外壳101,外壳101内部固定连接有一根沿外壳101轴向设置的铁芯102,外壳101内还设置有至少一个套接在铁芯102上的电磁感应线圈103,每个电磁感应线圈103与一个电容104、一个可控硅105串联连接,可控硅105的阳极与电容104连接、阴极与电磁感应线圈103的一端连接、控制极与一个控制器106电性连接,电容104两端并联有电源107,电源107正极通过开关108连接在电容104与可控硅105之间,开关108与控制器106电性连接,受控于控制器106,开关108可以是mos管、三极管,也可以是继电器。所述铁芯102的前端伸出外壳101外部,用于接近或接触母材2,各电磁感应线圈103产生的磁场方向一致。
21.在本实施例中,电磁感应线圈103有四个,各感应线圈103之间通过绝缘隔套110隔离,多个电磁感应线圈103上的可控硅105控制极分别连接到控制器106的不同输出引脚上。
22.所述外壳101内壁上敷设有冷却水管109。
23.本实施例的工作过程是:在搅拌头4对母材2进行摩擦搅拌的同时,启动摩擦搅拌焊辅助装置,电磁感应线圈脉冲发射模块1的控制器106控制开关108闭合,电源107向电容104充电,充满之后控制器106控制开关108断开,然后按预设的触发频率定时控制可控硅105导通,可控硅105导通后,电容104放电,电流经过电磁感应线圈103而产生磁场,电容104放电速度很快,瞬间放电完成后,电磁感应线圈103产生的磁场也消失,再次重复上述过程,电磁感应线圈脉冲发射模块1就产生了磁场脉冲,磁场脉冲对焊接区内的母材2产生影响,使其内部产生涡流及反向电动势,涡流提高焊接区母材2的温度,从而提高焊接区母材的塑性流动性,反向电动势进一步提高焊接区母材的流动性。在电磁感应线圈脉冲发射模块1的持续作用下,母材2底部的金属流动性加强,以填充搅拌头4后方的空腔,弥补弥散分布的空洞缺陷,使焊缝组织晶粒细化,从而大大提高焊接接头性能,提高整体焊接结构的可靠性。
24.实施例2:参考图1~图4,促进塑性流动态金属流动性的方法,采用实施例1所述的摩擦搅拌焊辅助装置,在搅拌头4对母材2进行摩擦搅拌焊接的同时,控制器106控制至少一套电磁感应线圈脉冲发射模块1将磁场脉冲施加在搅拌头4外围焊接区的母材2上,使焊接区内塑性流动状态的母材2晶粒产生热振动,使焊缝内部的原子积累足够高的能量,跨越能垒,驱使焊缝内部晶粒大小趋于均匀化,晶格内部位错密度增加。
25.当母材2厚度大于2mm时,控制器106控制两套电磁感应线圈脉冲发射模块1同时或交替产生电磁脉冲作用于焊接区内的母材2,电磁脉冲激发频率大于搅拌头4转动频率。
26.本实施例中,脉冲磁场的方向与母材2所在平面成36
°
,在实际生产中,可采用30~45
°
之间的任意角度,可根据母材2的厚度进行合理调节,一般母材2越厚,角度越大。
27.上述实施例仅例示性说明本发明创造的原理及其功效,以及部分运用的实施例,
而非用于限制本发明;应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1