一种模具侧冲非标机构的制作方法
1.本实用新型属于侧向冲孔作业装置技术领域,具体涉及一种能够适应板件与板件之前的较小距离,可减小模具的整体尺寸,生产效率高,定位精确性好,节约生产成本的模具侧冲非标机构。
背景技术:
2.为了有效降低冲压材料的成本,在模具的设计过程中,板件的冲压需要经过若干道工序。同时,考虑生产效率等诸多因素,要求冲压模具设计时,需使各工序中的板件与板件之间的距离要保持一致。然而,由于板件与板件之前的距离太小、布置空间不足,且考虑到现有工艺和成本的问题,板件上需要进行侧向冲孔的位置,采用标准的侧冲机构难以实现;并且,单独设计专门的模具,不但工作效率低,定位精确性差,而且加工成本高。故有必要对现有技术的模具侧冲机构予以改进。
技术实现要素:
3.本实用新型就是针对上述问题,提供一种能够适应板件与板件之前的较小距离,可减小模具的整体尺寸,生产效率高,定位精确性好,节约生产成本的模具侧冲非标机构。
4.本实用新型所采用的技术方案是:该模具侧冲非标机构包括上插刀,其特征在于:所述上插刀由插刀主体构成,插刀主体的上端设置有上模座连接部,插刀主体下端的左右两侧,分别设置有向中部倾斜布置的压块接触斜面;所述上插刀下方的左右两侧,还分别设置有对称布置的驱动压块;驱动压块由压块主体构成,压块主体上、与上插刀的压块接触斜面相接触的后侧的上部,分别设置有插刀接触斜面;所述压块主体上、未布置插刀接触斜面的前侧,设置有冲头安装槽,并且,若干组用于侧向冲孔的板件冲压头,分别通过冲头固定座设置在冲头安装槽内,且各板件冲压头均朝向安装槽外侧、向前延伸;所述驱动压块的压块主体下部,分别通过v型滑动块与固定设置在下模座上的固定导轨滑动相连,且所述固定导轨沿与板件冲压头轴线相平行的方向布置。
5.所述驱动压块的压块主体上、布置有板件冲压头的前侧,还设置有若干组氮气弹簧,所述氮气弹簧的固定端设置在压块主体前侧的弹簧安装孔内,氮气弹簧的伸缩端则沿与驱动压块滑动方向相平行的方向、向前侧布置。以在上插刀向下压动,驱使其下方的两个驱动压块分别向两侧前移、利用板件冲压头完成侧向冲孔作业之后,通过驱动压块前侧设置的氮气弹簧的回复弹力,辅助驱动压块的复位。
6.所述上插刀下方、对称布置的两个驱动压块上,还分别设置有强制回拉驱动架,强制回拉驱动架的下端,与驱动压块的插刀接触斜面端侧设置的驱动架连接部相连,所述强制回拉驱动架的上端则分别与上插刀侧部设置的回拉限位卡槽相配合。以利用驱动压块上设置的强制回拉驱动架与上插刀的回拉限位卡槽的配合接触,来有效防止驱动压块随氮气弹簧的压缩回弹的过程中,对模具的冲击损坏。
7.所述v型滑动块由滑动块主体构成,滑动块主体的下侧设置有v型导向卡槽,且所
述滑动块主体通过滑块安装孔设置在驱动压块下侧的滑动块安装部上。以通过v型滑动块下侧的v型导向卡槽与固定导轨上侧的凸起斜面的配合连接,来起到限位和润滑、耐磨的作用。
8.所述驱动压块上、与上插刀的压块接触斜面相接触的插刀接触斜面上,分别设置有耐磨导板;所述耐磨导板由片状的导板主体构成,导板主体通过导板安装孔设置在驱动压块的插刀接触斜面上。以利用设置在插刀接触斜面和压块接触斜面之间的耐磨导板的润滑作用,减少上插刀与驱动压块的接触部位的磨损,有效提升装置的使用寿命。
9.本实用新型的有益效果:由于本实用新型采用由插刀主体构成的上插刀,插刀主体的上端设置有上模座连接部,插刀主体下端的左右两侧,分别设置有向中部倾斜布置的压块接触斜面;上插刀下方的左右两侧,分别设置有对称布置的驱动压块;驱动压块的压块主体上、与上插刀的压块接触斜面相接触的后侧的上部,分别设置有插刀接触斜面;压块主体上、未布置插刀接触斜面的前侧,设置有冲头安装槽;若干组用于侧向冲孔的板件冲压头,分别通过冲头固定座设置在冲头安装槽内,且各板件冲压头均朝向安装槽外侧、向前延伸;驱动压块的压块主体下部,分别通过v型滑动块与固定设置在下模座上的固定导轨滑动相连的结构形式,所以其设计合理,结构紧凑,能够适应板件与板件之前的较小距离,可减小模具的整体尺寸,生产效率高,定位精确性好,节约材料和生产加工的成本。并且,各部分组件均采用便于拆卸的独立结构形式,在组件磨损需要更换或进行维护时,只须单独卸下相应组件即可,维护方便。
附图说明
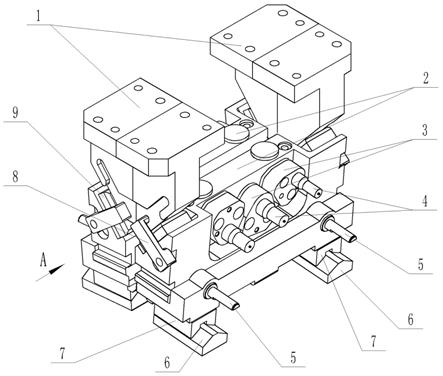
10.图1是本实用新型的一种结构示意图。
11.图2是图1的a向视图。
12.图3是图1中的上插刀的一种结构示意图。
13.图4是图1中的驱动压块的一种结构示意图。
14.图5是图4的b向视图。
15.图6是图1中的v型滑动块的一种结构示意图。
16.图7是图1中的耐磨导板的一种结构示意图。
17.图8是图2中的上插刀向下压动,驱使其下方的两个驱动压块分别向两侧前移、利用板件冲压头完成侧向冲孔作业的一种使用状态示意图。
18.图中序号说明:1上插刀、2驱动压块、3冲头固定座、4板件冲压头、5氮气弹簧、6固定导轨、7 v型滑动块、8强制回拉驱动架、9耐磨导板、10插刀主体、11上模座连接部、12压块接触斜面、13回拉限位卡槽、14压块主体、15冲头安装槽、16插刀接触斜面、17驱动架连接部、18弹簧安装孔、19滑动块安装部、20滑动块主体、21 v型导向卡槽、22滑块安装孔、23导板主体、24导板安装孔。
具体实施方式
19.根据图1~8详细说明本实用新型的具体结构。该模具侧冲非标机构包括由插刀主体10构成的上插刀1,上插刀1的插刀主体10上端,设置有用于与上模座的下部相连的上模座连接部11;插刀主体10下端的左右两侧,则分别设置有向中部倾斜布置的压块接触斜面
12。能够理解的是,根据具体的使用需要,上插刀1的插刀主体10可以设置成左、右对称的分体组装式结构,以便于上插刀1的安装拆卸和维护保养。
20.上插刀1下方的左右两侧,还分别设置有对称布置的驱动压块2。驱动压块2由长方体状的压块主体14构成,压块主体14上、与上插刀1的压块接触斜面12相接触的后侧的上部,分别设置有插刀接触斜面16。压块主体14上、未布置插刀接触斜面16的前侧,则设置有冲头安装槽15;且若干组用于侧向冲孔的板件冲压头4,分别通过冲头固定座3设置在冲头安装槽15内,同时,各板件冲压头4均朝向安装槽外侧、向前延伸布置。驱动压块2的压块主体14的下部,分别通过v型滑动块7与固定设置在下模座上的固定导轨6滑动相连接;且固定导轨6沿与板件冲压头4轴线相平行的方向布置。
21.驱动压块2下部的v型滑动块7由滑动块主体20构成,滑动块主体20可采用铜合金+石墨的润滑耐磨材料制成;滑动块主体20的下侧设置有v型导向卡槽21,且滑动块主体20通过滑块安装孔22设置在驱动压块2下侧的滑动块安装部19上;进而通过v型滑动块7下侧的v型导向卡槽21与固定导轨6上侧的凸起斜面的配合连接,来起到对驱动压块2往复滑动的限位和润滑、耐磨作用。驱动压块2上、与上插刀1的压块接触斜面12相接触的插刀接触斜面16上,还分别设置有耐磨导板9。耐磨导板9由片状的导板主体23构成,导板主体23也可采用铜合金+石墨的润滑耐磨材料制成;导板主体23通过导板安装孔24设置在驱动压块2的插刀接触斜面16上。从而,利用设置在插刀接触斜面16和压块接触斜面12之间的耐磨导板9的润滑作用,减少上插刀1与驱动压块2的接触部位的磨损,提升装置的使用寿命。
22.驱动压块2的压块主体14上、布置有板件冲压头4的前侧,还设置有若干组用于驱动压块2复位的氮气弹簧5。氮气弹簧5的固定端设置在压块主体14前侧的弹簧安装孔18内,氮气弹簧5的伸缩端则沿与驱动压块2滑动方向相平行的方向、向前侧布置;进而在上模座带动上插刀1向下压动,驱使其下方的两个驱动压块2分别向两侧前移、利用板件冲压头4完成侧向冲孔作业之后,通过驱动压块2前侧设置的氮气弹簧5的回复弹力,辅助驱动压块2的复位。同时,上插刀1下方、对称布置的两个驱动压块2上,还分别设置有斜向布置的强制回拉驱动架8,强制回拉驱动架8的下端,与驱动压块2的插刀接触斜面16端侧设置的驱动架连接部17相连接,强制回拉驱动架8的上端,则分别与上插刀1侧部设置的回拉限位卡槽13相配合;以利用驱动压块2上设置的强制回拉驱动架8与上插刀1的回拉限位卡槽13的配合接触,来有效防止随氮气弹簧5的压缩回弹的过程中,驱动压块2对模具的冲击损坏,确保装置的使用可靠性。
23.该模具侧冲非标机构使用时,首先,上模座带动上插刀1向下压动,从而驱使其下方的两个驱动压块2分别沿着固定设置在下模座上的固定导轨6、向两侧前移,进而利用两个驱动压块2前侧分别设置的若干组板件冲压头4,完成侧向冲孔的作业。完成侧向冲孔作业之后,上模座带动上插刀1向上升起,并通过驱动压块2前侧设置的氮气弹簧5的回复弹力,辅助两侧的驱动压块2向中部的收回复位,为下一冲压作业循环做准备。同时,驱动压块2随氮气弹簧5的复位过程中,利用驱动压块2上设置的强制回拉驱动架8与上插刀1的回拉限位卡槽13的配合接触,来有效防止驱动压块2对模具的冲击损坏。该模具侧冲非标机构可适应板件与板件之前的较小距离,能够减小模具的整体尺寸,生产效率高,定位精确性好,节约生产加工成本,维护方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1