一种压铸成型后视镜支撑架加工装置的制作方法
1.本实用新型涉及汽车配件安装技术领域,尤其涉及一种压铸成型后视镜支撑架加工装置。
背景技术:
2.汽车后视镜位于汽车头部的左右两侧,汽车后视镜反映汽车后方、侧方道路的情况,使驾驶者可以间接的看清楚这些位置的情况,扩大了驾驶者的视野范围。
3.后视镜支撑架是安装后视镜的必要部件,后视镜支撑架一般采用压铸成型,铸造成型的后视镜支撑架需要在表面进行打孔,打孔之后需要攻丝,以便更好的进行组装,目前后视镜支撑架的加工方式采用流水作业,首先进行打孔工序,然后取出,风枪吹出孔内的碎屑,然后在进行攻丝作业,此种流水作业虽然也能完成后视镜支撑架的加工,但是,需要频繁的取放工件,而且要占用多个人力,不仅增添了生成的成本,且生产效率不佳,存在着不足,不能满足生产的需求。
4.综上所述,针对现有技术中存在的缺陷,特别需要一种压铸成型后视镜支撑架加工装置,以解决现有技术的不足。
技术实现要素:
5.本实用新型的目的是提供一种压铸成型后视镜支撑架加工装置,结构简单,通过转盘的形式一次放置工件即可完成后视镜支撑架的加工,提升生产的效率,实用性能优。
6.本实用新型为解决其技术问题所采用的技术方案是:
7.一种压铸成型后视镜支撑架加工装置,包括:工作台,工作台上安装有转盘,转盘的外表面均匀分布有夹持后视镜支撑架的工装,转盘的轴心部安装有转动电机,转动电机连接有控制转盘旋转角度的分度盘,转盘四周的工作台上依次固定有需要对后视镜支撑架加工的机器,机器的位置朝向转盘转动的等分位置,工装上后视镜支撑架的加工位置正对于机器的升降加工机构,分度盘控制转盘位移时机器同步进行作业,转盘上的工装转到初始位置即完成后视镜支撑架的工序加工。
8.进一步,所述工装在转盘上的安装方向相同,工装的形状呈f形。
9.进一步,所述分度盘采用四等分或六等分。
10.进一步,所述转盘四周需要对后视镜支撑架加工的机器包含有钻孔机、吹废屑机构、攻丝机。
11.进一步,所述吹废屑机构包含有升降气缸,升降气缸的底部设置有防护罩,防护罩的内部连接气枪。
12.进一步,所述钻孔机和攻丝机的数量均为2个,钻孔机之间相邻设置,攻丝机之间相邻设置,钻孔机和攻丝机之间设置吹废屑机构。
13.进一步,所述工装包含有平直面,平直面的端部设置有垂直面,平直面的表面设置有支撑面,平直面的高度大于支撑面的高度;垂直面顶部开设的卡块套接于后视镜支撑架
前端的通孔,支撑面表面开设的缺口槽盛接后视镜支撑架尾部的三角状结构,卡块一侧开设有腰形的槽孔。
14.进一步,所述转盘的侧边安装有限位控制器。
15.本实用新型的优点在于:
16.综上所述,本实用新型设计合理,结构简单,能够快速的通过工装将后视镜支撑架固定,通过转盘的形式一次放置工件即可完成后视镜支撑架的加工,如钻孔、攻丝等作业,保证产品的加工精度,自动化程度强,实用性能优,提升了产品的生产效率。
附图说明
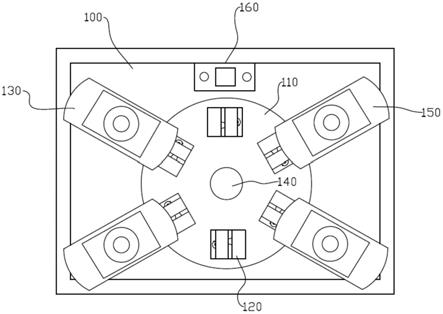
17.图1是本实用新型的俯视结构图;
18.图2是本实用新型的正面结构图;
19.图3是本实用新型吹废屑机构结构图;
20.图4是本实用新型工装的结构图;
21.100
‑
工作台,110
‑
转盘,120
‑
工装,121
‑
卡块,122
‑
槽孔,123
‑
缺口槽,130
‑
钻孔机,140
‑
分度盘,150
‑
攻丝机,160
‑
吹废屑机构,161
‑
防护罩,162
‑
气枪,163
‑
升降气缸,170
‑
后视镜支撑架。
具体实施方式
22.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图示与具体实施例,进一步阐述本实用新型。
23.如图1、图2、图3、图4所示,一种压铸成型后视镜支撑架加工装置,包括:工作台100,工作台100上安装有转盘110,转盘110的外表面均匀分布有夹持后视镜支撑架170的工装120,转盘110的轴心部安装有转动电机,转动电机连接有控制转盘110旋转角度的分度盘140,分度盘140采用四等分或六等分,转盘110四周的工作台上依次固定有需要对后视镜支撑架加工的机器,机器的位置朝向转盘110转动的等分位置,工装120上后视镜支撑架的加工位置正对于机器的升降加工机构,分度盘140控制转盘110位移时机器同步进行相应的工序作业,转盘110上的工装120转到初始位置即完成后视镜支撑架的工序加工,转盘110的侧边安装有限位控制器。
24.转盘110四周需要对后视镜支撑架加工的机器包含有钻孔机130、吹废屑机构160、攻丝机150,钻孔机130和攻丝机150的数量均为2个,钻孔机130之间相邻设置,攻丝机150之间相邻设置,钻孔机130和攻丝机150之间设置吹废屑机构160。吹废屑机构160包含有升降气缸163,升降气缸163的底部设置有防护罩161,防护罩161的内部连接气枪162。
25.后视镜支撑架的结构包含顶部结构、尾部结构,顶部结构设置有通孔,尾部结构呈三角状结构;
26.另外,工装的形状呈f形,工装120在转盘上的安装方向相同,工装120包含有平直面,平直面的端部设置有垂直面,平直面的表面设置有支撑面,平直面的高度大于支撑面的高度;垂直面的厚度大于支撑面的厚度,支撑面垂直于平直面。垂直面顶部开设的卡块121套接于后视镜支撑架前端的通孔,支撑面表面开设的缺口槽123盛接后视镜支撑架尾部的三角状结构,卡块121一侧开设有腰形的槽孔122,槽孔正对与后视镜支撑架需要打孔或攻
丝的部位,使打孔的螺杆穿透后视镜支撑架时落在槽孔里边,不会损伤打孔或攻丝的螺杆。
27.本实用新型的工作原理为:
28.后视镜支撑架压铸完成之后,需要进行钻孔和攻丝作业,转盘的四周定点位置安装钻孔机和攻丝机,工装通过固定螺栓安装于转盘表面,后视镜支撑架装入工装上面,工装的垂直面上开设有卡块,而后视镜支撑架的顶部结构设置有通孔,卡块和通孔相匹配,通孔套接在卡块表面,卡块不但能使后视镜支撑架进行固定,而且起到定位的作用,三角状的尾部结构刚好落在缺口槽里边,启动转动电机,分度盘采用六等分,分度盘控制转盘进行位移,使转盘表面的工装移动机器下边,机器分别对位移来的工件进行加工,具体的,转盘位移一次转到钻孔机下面,钻孔完成,转盘在转动使工装移至吹废屑机构,将钻孔时的废屑吹出,而且防护罩不会使废屑乱飞,然后转盘在进行转动,转动至攻丝机,攻丝完成转盘移动至初始位置,从工装上取下即可,具体的工序为钻孔、吹废屑、攻丝,而工装的槽孔正对与后视镜支撑架需要打孔或攻丝的部位,使打孔的螺杆穿透后视镜支撑架时落在槽孔里边,不会损伤打孔或攻丝的螺杆,转盘四周集成了所有需要对工件加工的机器,形成了通过转盘位移控制的生产流水线,一次性装件,即可完成所有工序的加工,自动化程度高。
29.本实用新型的优点在于:
30.综上所述,本实用新型设计合理,结构简单,能够快速的通过工装将后视镜支撑架固定,通过转盘的形式一次放置工件即可完成后视镜支撑架的加工,如钻孔、攻丝等作业,保证产品的加工精度,自动化程度强,实用性能优,提升了产品的生产效率。
31.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让本领域的技术人员了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1