一种高速冲孔钢板精准定位设备的制作方法
1.本实用新型属于冲孔设备技术领域,尤其涉及一种高速冲孔钢板精准定位设备。
背景技术:
2.钢板的冲孔工艺虽然比较简单,但是冲孔的精确度和控制质量确是目前工艺的短板。因为,冲孔钢材属于塑性材质,在突然受力时,容易产生折弯变形。再是,钢板在输送过程中,为保证运输顺畅,与两侧的导向板是存在间隙的,那么,在冲压过程中钢板会发生位移,进而,导致冲孔位置不够精确,冲孔质量不高。
3.因此,发明一种高速冲孔钢板精准定位设备显得非常必要。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种高速冲孔钢板精准定位设备。一种高速冲孔钢板精准定位设备,包括基体及设于基体上端面的两个侧挡,所述基体上表面的两个端部均设有输送钢板用的辊轴机构,该基体的侧部竖向设有支板,且在支板上端设有横梁,并在横梁上安装有冲压模块,其中,立板的内侧面开设有滑槽,且滑动连接有十字板件,该十字板件包括四个凸起部,其中,该十字板件与滑槽相连的凸起部的上侧面设有第一弹簧件,进而,通过第一弹簧件将十字板件置于悬空状态,在十字板件面向两个辊轴机构的两个凸起部上均滑动设有l型压板,该l型压板通过第二弹性件弹性连接在十字板件上,该十字板件的中部贯通设有导向孔;所述冲压模块包括驱动部和冲压轴,该驱动部安装在横梁上,该冲压轴贯穿横梁垂直向下,且在冲压轴上连接有压环。
5.所述十字板件上异于第一弹簧件一侧的凸起部的下侧面设有推块;所述基体上设有定位机构,且定位机构位于推块的正下方。
6.所述定位机构包括基座,该基座中部面向基体内侧开设有容置缺口,该容置缺口中部开设有斜槽,且在容置缺口内滑动设有定位组件。
7.所述定位组件包括抵板,该抵板中部面向斜槽的一侧设有斜块,该抵板的两端设有延伸板,该抵板侧面上设有第三弹性件,且第三弹性件固定连接在容置缺口的内壁上。
8.所述基体上端面且位于导向孔的正下方设有空刀孔。
9.与现有技术相比,本实用新型具有如下有益效果:
10.钢板在前进方向的定位采用目前现有技术的工艺手段,当钢板在前进方向上被定位后,冲压模块工作,冲压轴带动压环快速下移,冲压轴穿过导向孔,而压环抵触在十字板件上端面,并带动十字板件下移,而设在十字板件两端的l型压板先于冲压轴下部的冲头抵触在钢板上表面,且将钢板压紧,随后,冲压轴上的冲头冲向钢板,并冲出需要的孔;在此过程中,由于先通过l型压板将钢板压紧,然后,再完成冲孔过程,因此,钢板在冲孔的过程中不容易被折弯,使冲孔位置保证精确,且同时保证冲孔质量。推块随着十字板件下移,并压向斜槽和斜块之间,进而,推动抵板外移,从而,实现了对钢板的横向定位和夹紧,从而,进一步保证了冲孔位置的精确度和冲孔质量。
附图说明
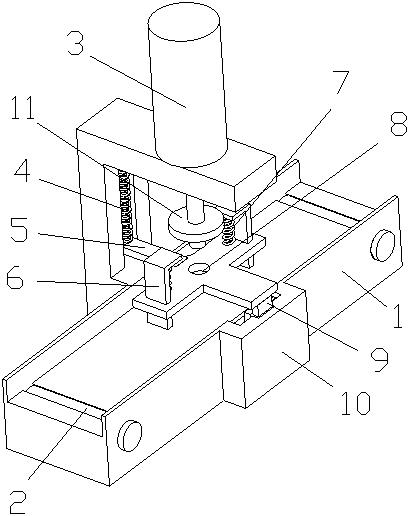
11.图1是本实用新型的结构示意图;
12.图2是本实用新型的主视图;
13.图3是图2中a-a处的放大图;
14.图4是图2中b-b处的放大图;
15.图5是本实用新型的定位组件的示意图。
16.图中:
[0017] 1-基体,2-辊轴机构,3-冲压模块,4-第一弹簧件,5-十字板件,6-l型压板,7-第二弹簧件,8-导向孔,9-推块,10-定位机构,101-基座,102-容置缺口,103-斜槽,104-定位组件,1041-抵板,1042-斜块,1043-延伸板,1044-第三弹性件,11-压环。
具体实施方式
[0018]
以下结合附图对本实用新型做进一步描述:
[0019]
实施例:
[0020]
如附图1至附图5所示
[0021]
本实用新型提供一种高速冲孔钢板精准定位设备,包括基体1及设于基体1上端面的两个侧挡。基体1和侧挡围成钢板前进的通道。所述基体1上表面的两个端部均设有输送钢板用的辊轴机构2。通过电机带动辊轴旋转,进而,拨动钢板前进。该基体1的侧部竖向设有支板,且在支板上端设有横梁,并在横梁上安装有冲压模块3。冲压膜块3采用目前技术中常规的机构。其中,立板的内侧面开设有滑槽,且滑动连接有十字板件5,该十字板件5包括四个凸起部,其中,该十字板件5与滑槽相连的凸起部的上侧面设有第一弹簧件4,进而,通过第一弹簧件4将十字板件5置于悬空状态,在十字板件5面向两个辊轴机构2的两个凸起部上均滑动设有l型压板6,该l型压板6通过第二弹性件7弹性连接在十字板件5上,该十字板件5的中部贯通设有导向孔8;所述冲压模块3包括驱动部和冲压轴,该驱动部安装在横梁上。驱动部可采用液压缸。该冲压轴贯穿横梁垂直向下,且在冲压轴上连接有压环11。钢板在前进方向的定位采用目前现有技术的工艺手段,当钢板在前进方向上被定位后,冲压模块3工作,冲压轴带动压环11快速下移,冲压轴穿过导向孔8,而压环11抵触在十字板件5上端面,并带动十字板件5下移,而设在十字板件5两端的l型压板6先于冲压轴下部的冲头抵触在钢板上表面,且将钢板压紧,随后,冲压轴上的冲头冲向钢板,并冲出需要的孔;在此过程中,由于先通过l型压板6将钢板压紧,然后,再完成冲孔过程,因此,钢板在冲孔的过程中不容易被折弯,使冲孔位置保证精确,且同时保证冲孔质量。
[0022]
所述十字板件5上异于第一弹簧件4一侧的凸起部的下侧面设有推块9;所述基体1上设有定位机构10,且定位机构10位于推块9的正下方。
[0023]
所述定位机构10包括基座101,该基座101中部面向基体1内侧开设有容置缺口102,该容置缺口102中部开设有斜槽103,且在容置缺口102内滑动设有定位组件104。
[0024]
所述定位组件104包括抵板1041,该抵板1041中部面向斜槽103的一侧设有斜块1042,该抵板1041的两端设有延伸板1043,该抵板1041侧面上设有第三弹性件1044,且第三弹性件1044固定连接在容置缺口102的内壁上。推块9随着十字板件5下移,并压向斜槽103和斜块1042之间,进而,推动抵板1041外移,从而,实现了对钢板的横向定位和夹紧,从而,
进一步保证了冲孔位置的精确度和冲孔质量。
[0025]
所述基体1上端面且位于导向孔8的正下方设有空刀孔。
[0026]
工作原理
[0027]
本实用新型中,钢板在前进方向的定位采用目前现有技术的工艺手段,当钢板在前进方向上被定位后,冲压模块3工作,冲压轴带动压环11快速下移,冲压轴穿过导向孔8,而压环11抵触在十字板件5上端面,并带动十字板件5下移,而设在十字板件5两端的l型压板6先于冲压轴下部的冲头抵触在钢板上表面,且将钢板压紧,随后,冲压轴上的冲头冲向钢板,并冲出需要的孔;在此过程中,由于先通过l型压板6将钢板压紧,然后,再完成冲孔过程,因此,钢板在冲孔的过程中不容易被折弯,使冲孔位置保证精确,且同时保证冲孔质量。推块9随着十字板件5下移,并压向斜槽103和斜块1042之间,进而,推动抵板1041外移,从而,实现了对钢板的横向定位和夹紧,从而,进一步保证了冲孔位置的精确度和冲孔质量。
[0028]
利用本实用新型所述的技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1