一种零定位工装转接装置的制作方法
1.本实用新型涉及工件加工技术领域,具体涉及一种零定位工装转接装置。
背景技术:
2.在汽车试制领域,加工高精度汽车主模型时,如何实现工件高精度、高效率、柔性化的装夹是困扰很多主机厂和试制厂家的难题。一些技术领先的夹具供应商推出了零定位系统夹具的概念,高度柔性化,且装夹精度和效率高,非常适合小批量、高精度工件的加工。
3.但零定位系统夹具为了保证装夹的通用性和精度,通常设计尺寸较大,在加工一些小型零件和特殊结构零件时会受到很大的局限性,大大限制了零定位系统夹具的应用范围。
4.一般情况下,因工件尺寸过小或与零定位系统产生干涉的情况下,只能选择其他类型的装夹方式,如设计并加工适配工件的铣削支架,工件b面结构加工完成后,将工件定位锁紧到支架上,再以支架为基础建立工件坐标系并加工工件的a面;或者采用多向转角不翻面加工方式,设计加强筋结构将工件固定在毛坯边框上,选取合适的摆放角度将工件毛坯装夹于工作台上,通过多角度加工在不翻面的情况下完成工件,再切掉加强筋;或者采用打石膏之类的软性固定方式实现工件的翻面装夹。
5.设计并加工铣削支架的装夹方式,由于试制模型工件通常只有1量份,支架在使用后只能报废,增加加工成本,且单独设计并加工支架,增加了额外工时,经济性较差。多向转角不翻面加工的方式,受工件结构限制,如带翻边类的工件无法采用此类装夹方式,并且此装夹方式非常容易发生颤刀现象,对编程技能水平要求较高。打石膏等软性装夹方式在加工高精度工件的场景下,装夹刚性不足,容易导致工件超差。
6.鉴于上述技术问题,本实用新型创作者经过长时间的研究和实践终于获得了本实用新型。
技术实现要素:
7.为解决上述技术问题,本实用新型提供一种零定位工装转接装置,解决高精度模型工件受尺寸或结构限制无法应用零定位系统夹具的问题。
8.本实用新型采用的技术方案在于:
9.提供一种零定位工装转接装置,包括本体,所述本体的中心具有纵向贯通的连接孔,该连接孔用于与一连接螺栓相匹配;
10.所述本体的上端为工件配合端,用于与工件上的标准孔相匹配;
11.所述本体的下端为零定位系统夹具配合端,用于与零定位系统夹具的标准销相匹配;
12.所述连接孔贯穿所述工件配合端和所述零定位系统夹具配合端。
13.进一步地,所述工件配合端为一凸柱,该凸柱的尺寸与工件上的标准孔相匹配。
14.进一步地,所述零定位系统夹具配合端的底面具有夹具配合孔,所述夹具配合孔
与零定位系统夹具的标准销的上端凸起部分相匹配。
15.进一步地,所述连接孔的中心线与所述凸柱和所述夹具配合孔的中心线重合。
16.进一步地,所述零定位系统夹具配合端的周面具有一弧线绕所述连接孔的中心线旋转一周形成的凹曲面。
17.进一步地,所述连接孔的中心线与所述凸柱和所述零定位系统夹具配合端的中心线重合。
18.进一步地,该转接装置安装于工件与零定位系统夹具的标准销之间,并通过一连接螺栓使三者固定连接,所述标准销锁紧于零定位系统夹具上。
19.本实用新型提供了一种转接装置,可以在保证装夹柔性、精度、效率的前提下,减小零定位系统夹具与工件的接触面积,提高其应用范围。本转接装置在几乎不损失装夹精度、少量损失装夹稳定性的情况下,大大拓展了标准化夹具的适应范围。在工艺方面,其设计思路可以拓展,适用于不同类型零定位系统夹具。零定位系统夹具一般有标准化的连接机构,根据标准连接机构与工件匹配连接特点,分别设计与工件端和夹具端的连接结构,实现工件与夹具的转接。在结构方面,转接装置的外廓尺寸是综合考虑工件可装夹面尺寸和装夹稳定性确定的,厚度是综合考虑工件需要的抬起高度、装夹稳定性和螺栓长度确定的,与工件、夹具的接触面是根据零定位系统标准连接结构及公差要求确定的。
附图说明
20.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1示出了本实用新型的实施例1中的转接装置的结构示意图;
22.图2示出了本实用新型的实施例1中的转接装置的安装剖视图;
23.图3示出了本实用新型的实施例1中的转接装置的使用示意图;
24.图4示出了本实用新型的实施例2中的转接装置的结构示意图;
25.图5示出了一种现有零定位系统夹具的结构示意图;
26.图6示出了本实用新型的实施例3中的转接装置的结构示意图;
27.图7示出了采用了本实用新型的转接装置的工件定位方法示意图。
具体实施方式
28.以下结合附图,对本实用新型上述的和另外的技术特征和优点作更详细的说明。
29.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是
直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
31.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
32.参考图1,为了解决高精度模型工件受尺寸或结构限制无法应用零定位系统夹具的问题,本实用新型提供了一种转接装置10,其包括本体1,本体1的中心具有纵向贯通的连接孔13,连接孔13用于与一连接螺栓相匹配。本体1的上端为工件配合端11,用于与工件上的标准孔相匹配。本体1的下端为零定位系统夹具配合端12,用于与零定位系统夹具的标准销相匹配。连接孔13贯穿工件配合端11和零定位系统夹具配合端12。市面上有多种零定位系统夹具,定位夹紧原理不同,结构不同,但均可以实现柔性化装夹。
33.实施例1
34.在结构方面,转接装置10的外廓尺寸是综合考虑工件可装夹面尺寸和装夹稳定性确定的,厚度是综合考虑工件需要的抬起高度、装夹稳定性和螺栓长度确定的,与工件、夹具的接触面是根据零定位系统标准连接结构及公差要求确定的。
35.如图1所示,在本实施例中,零定位工装转接装置10是基于一个品牌的plus 99零定位系统夹具设计的通用结构,其材料为7075t651铝合金。该转接装置10的工件配合端11为一凸柱,该凸柱的尺寸与工件上的标准孔相匹配。零定位系统夹具配合端12的底面具有夹具配合孔121,夹具配合孔121与零定位系统夹具的标准销的上端凸起部分相匹配。连接孔13的中心线与凸柱和夹具配合孔121的中心线重合。
36.其中,a为工件配合端11的直径,b为连接孔13的直径,c为夹具配合孔121的直径,d为零定位系统夹具配合端12的直径,e为转接装置的垫起高度。
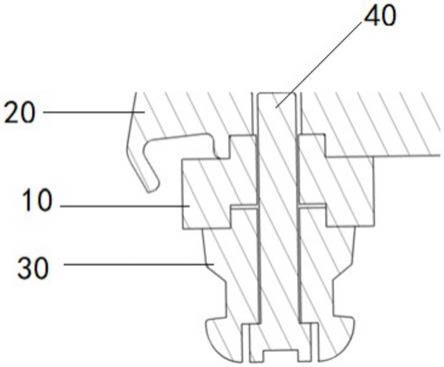
37.如图2、图3所示,使用时,首先将转接装置10的工件配合端11与工件20连接,即凸柱与工件的标准定位孔匹配。零定位系统夹具配合端12与零定位系统的标准销30匹配,用连接螺栓40穿过零定位系统的标准销30和转接装置10拧紧到工件20上。与工件20连接完成后,再与零定位系统夹具50连接,标准销30可以直接通过开关零定位系统的气弹簧进行定位锁紧。
38.实施例2
39.本实用新型的转接装置在工艺方面,其设计思路可以拓展,适用于不同类型零定位系统夹具。零定位系统夹具一般有标准化的连接机构,根据标准连接机构与工件匹配连接特点,分别设计与工件端和夹具端的连接结构,实现工件与夹具的转接。转接装置的可以根据工装型号、尺寸以及工件结构、尺寸变化进行调整设计。
40.如图4所示,在本实施例中,采用一个品牌的mini 90型号的零定位系统夹具,与实施例1相比较,转接装置的尺寸进行如下调整,即可适配mini 90型号的零定位系统夹具。
41.工件配合端11的直径调整为0.5a,连接孔13的直径调整为0.6b,夹具配合孔121的直径调整为0.5c,零定位系统夹具配合端12的直径调整为0.6d,转接装置的垫起高度调整
为0.75e。
42.实施例3
43.如图5所示,在本实施例中,采用欧洲一品牌的零定位系统夹具,该夹具通过滚珠100压紧球头销来同时实现定位与锁紧。
44.如图6所示,与实施例1和实施例2相比较,转接装置的零定位系统夹具配合端12的周面具有一弧线绕连接孔的中心线旋转一周形成的凹曲面122,连接孔的中心线与凸柱和零定位系统夹具配合端的中心线重合。定义转接装置的下部通过弧形结构直接与夹具的滚珠结构配合,上部与工件配合,以适配该零定位系统夹具。
45.实施例4
46.在本实施例中,以工件20为装夹柱护板为例,柱护板存在向内收缩的翻边结构,且零件宽度小,使用标准的零定位系统夹具装夹时产生了干涉,且夹具露出工件外面,加工时为避免切到夹具,会导致工件无法加工到位。
47.如图7所示,应用上述的转接装置,先将零定位系统的标准销30与转接装置10的定位孔做匹配连接。然后,通过将转接装置10的销型结构与工件的标准孔做匹配连接,并通过连接螺栓分别将多组转接装置及标准销锁紧到工件上。应用零定位系统夹具50与标准销的匹配结构,将工件通过转接装置过渡连接到零定位系统夹具上。该结构因过渡连接产生的精度损失可以控制在0.02mm以内,将工件抬高到合适的高度,解决了工件与夹具干涉以及加工过程中阻碍下刀的问题。
48.零定位系统夹具与传统夹具相比优势非常明显,高度标准化,高度柔性化,精度高,装夹速度快,不仅能用于批量件加工,更适合单件需求数量少的试制工件加工。本装置提供的设计思路及结构,有效解决了零定位系统夹具尺寸大、易干涉的问题,大大扩展了其适用范围,对其形成了有效的补充。相比于直接应用零定位系统夹具,汽车主模型工件更多采用的是“一件一议”的订制工装,本方案可以保证比较稳定、均匀的装夹效果。
49.以上仅为本实用新型的较佳实施例,对本实用新型而言仅仅是说明性的,而非限制性的。本实用新型中各部件的结构和连接方式等都是可以有所变化的,凡是在本实用新型技术方案的基础上进行的等同变换和改进,均不应排除在本实用新型的保护范围之外。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1