一种应用于机油泵加工的轴套挤压模的制作方法
1.本实用新型涉及机油泵技术领域,特别涉及一种应用于机油泵加工的轴套挤压模。
背景技术:
2.机油泵是一种提供高压机油的设备,用于给设备提供机油,被广泛应用于发动机中。目前应用在汽车发动机中的机油泵多为转子式机油泵,其包括泵体和泵盖,泵体内设有内转子和外转子,内转子连接有转轴,在泵体的泵盖均设有供转轴穿过的轴孔,为了减小摩擦损耗,许多机油泵制造厂家都在泵体或泵盖的轴孔内设置轴套,轴套采用铜制或者合金材质支撑,硬度高,耐磨性好。
3.在现有的工艺中,轴套需要通过挤压安装在轴孔内,挤压时,工人将轴套与轴孔对齐,然后通过压力机上的凸模将轴套挤压在轴孔内。挤压作业时,无论是手动挤压还是自动挤压,机油泵的泵体或泵盖,以及需要挤压的轴套,都需要工人手动对齐,且还需要将泵体或泵盖与压力机的凸模对齐,因此,在实际生产中,因为工人的连续作业或者是工人不熟练,经常出现因为工件未完全对齐而导致的挤压残次品甚至报废品,影响生产效率。
技术实现要素:
4.本实用新型提供了一种应用于机油泵加工的轴套挤压模,其优点是,在机油泵的泵体或者泵盖中挤压轴套作业时,辅助工件的对齐,从而提高加工的合格率,提高生产效率。
5.本实用新型的上述目的是通过以下技术方案实现的,一种应用于机油泵加工的轴套挤压模,包括底座,所述底座上设有中心孔,中心孔内设有可在中心孔内上下移动的大滑柱,所述大滑柱的底部设有弹簧,大滑柱的顶端设有小滑柱,所述大滑柱的中心线和所述小滑柱的中心线共线,所述大滑柱的直径与机油泵轴孔的内径相等,所述小滑柱的直径与机油泵轴套的直径相等。
6.通过上述技术方案,在使用本实用新型中的轴套挤压模对机油泵泵体或泵盖中的轴套进行挤压加工时,将泵体或者泵盖放置在底座上,且凸面向下,使大滑柱从轴孔中穿出,然后将待挤压的轴套放置在小滑柱上,此时轴套与滑柱对齐,压力机的压头给轴套施加压力将轴套挤压进轴孔中,通过大滑柱以及小滑柱对轴孔以及轴套的定位,使得轴套的位置更加精确,因此,轴套挤压作业时,不易出现因轴套未对齐而产生残次品,提高加工的合格率。
7.本实用新型进一步设置为,所述小滑柱的高度不大于机油泵轴套的长度。
8.通过上述技术方案,轴套放置在小滑柱上时,小滑柱的顶端不高于轴套的顶端,因此,在挤压作业时,压力机的压头能够第一时间接触到轴套对轴套进行挤压,有利于减小挤压行程。
9.本实用新型进一步设置为,所述小滑柱的顶端边缘处和大滑柱的顶端边缘处均设
有斜角。
10.通过上述技术方案,使得大滑柱易进入到轴孔中、小滑柱易进入到轴套中,方便了操作。
11.本实用新型进一步设置为,所述大滑柱的底部设有直径大于大滑柱的端板,中心孔的开口处设有挡板,挡板为环形,大滑柱穿过挡板,大滑柱的外径等于挡板的内径,端板的直径等于中心孔的直径。
12.通过上述技术方案,大滑柱上下滑动时,收到端板以及挡板的定位和导向作用,大滑柱不易产生径向移动,大滑柱的位置更加精确,且在加工完毕后,因为弹簧的回弹大滑柱向上移动,通过挡板的阻挡作用避免大滑柱脱离中心孔。
13.本实用新型进一步设置为,所述挡板的上表面与底座的顶面共面。
14.通过上述技术方案,挡板的上表面和底座的顶面构成一个完整的平面,有利于对机油泵泵盖或泵体的定位。
15.本实用新型进一步设置为,所述底座的两侧设有安装槽。
16.通过上述技术方案,设置安装槽用于将底座安装固定在压力机的平台上。
17.本实用新型进一步设置为,所述底座上设有若干定位柱,所述定位柱螺纹连接在底座上,所述定位柱用于与机油泵的泵体或泵盖边缘接触以定位其位置。
18.通过上述技术方案,在挤压作业时,放置机油泵泵体或者泵盖时,通过若干的定位柱可以快速将泵体或泵盖定位至正确位置,从而大滑柱能够快速插入轴孔中,有利于提高加工效率。
19.综上所述,本实用新型的有益效果有:
20.1.通过设置大滑柱和小滑柱对轴孔以及轴套进行定位找齐,使得在挤压作业时,轴套能够对齐轴孔,轴套挤压作业时,不易出现因轴套未对齐而产生残次品,提高加工的合格率;
21.2.设置定位柱对机油泵泵体或泵盖进行定位,便于将泵盖或泵体快速放至指定位置,有利于提高效率。
附图说明
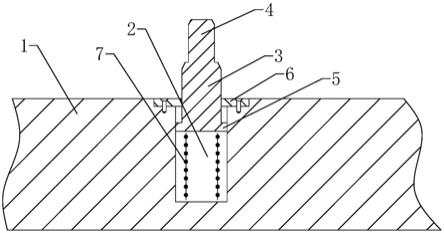
22.图1是本实用新型实施例的剖面结构示意图;
23.图2是本实用新型实施例的俯视结构示意图。
24.图中,1、底座;2、中心孔;3、大滑柱;4、小滑柱;5、端板;6、挡板;7、弹簧;8、安装槽;9、定位柱。
具体实施方式
25.下面结合附图详细说明本实用新型的具体实施方式。
26.实施例:参考图1-2,一种应用于机油泵加工的轴套挤压模,包括底座1,所述底座1上设有中心孔2,中心孔2内设有可在中心孔2内上下移动的大滑柱3,所述大滑柱3的底部设有弹簧7,大滑柱3的顶端设有小滑柱4,所述大滑柱3的中心线和所述小滑柱4的中心线共线,所述大滑柱3的直径与机油泵轴孔的内径相等,所述小滑柱4的直径与机油泵轴套的直径相等。在使用本实用新型中的轴套挤压模对机油泵泵体或泵盖中的轴套进行挤压加工
时,将泵体或者泵盖放置在底座1上,且凸面向下,使大滑柱3从轴孔中穿出,然后将待挤压的轴套放置在小滑柱4上,此时轴套与滑柱对齐,压力机的压头给轴套施加压力将轴套挤压进轴孔中,通过大滑柱3以及小滑柱4对轴孔以及轴套的定位,使得轴套的位置更加精确,因此,轴套挤压作业时,不易出现因轴套未对齐而产生残次品,提高加工的合格率。
27.小滑柱4的高度不大于机油泵轴套的长度,轴套放置在小滑柱4上时,小滑柱4的顶端不高于轴套的顶端,因此,在挤压作业时,压力机的压头能够第一时间接触到轴套对轴套进行挤压,有利于减小挤压行程。
28.小滑柱4的顶端边缘处和大滑柱3的顶端边缘处均设有斜角。设置斜角使得大滑柱3易进入到轴孔中、小滑柱4易进入到轴套中,方便了操作。大滑柱3顶端的斜角不延伸至小滑柱4的根部,即,大滑柱3的顶端保留有一定宽度的水平面。
29.大滑柱3的底部设有直径大于大滑柱3的端板5,中心孔2的开口处设有挡板6,挡板6为环形,大滑柱3穿过挡板6,大滑柱3的外径等于挡板6的内径,端板5的直径等于中心孔2的直径,大滑柱3上下滑动时,收到端板5以及挡板6的定位和导向作用,大滑柱3不易产生径向移动,大滑柱3的位置更加精确,且在加工完毕后,因为弹簧7的回弹大滑柱3向上移动,通过挡板6的阻挡作用避免大滑柱3脱离中心孔2。所述挡板6的上表面与底座1的顶面共面,挡板6的上表面和底座1的顶面构成一个完整的平面,有利于对机油泵泵盖或泵体的定位。
30.底座1的两侧设有安装槽8,设置安装槽8用于将底座1安装固定在压力机的平台上。安装时,使用螺栓螺母即可底座1固定在压力机的平台上。
31.底座1上设有若干定位柱9,所述定位柱9螺纹连接在底座1上,所述定位柱9用于与机油泵的泵体或泵盖边缘接触以定位其位置。本实施例中,定位柱9设置有三根,且三根均设置在泵体或泵盖的同一侧。在挤压作业时,放置机油泵泵体或者泵盖时,通过若干的定位柱9可以快速将泵体或泵盖定位至正确位置,从而大滑柱3能够快速插入轴孔中,有利于提高加工效率。
32.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1