一种钢管底部成型装置的制作方法
1.本实用新型涉及气瓶生产设备技术领域,尤其涉及一种钢管底部成型装置。
背景技术:
2.随着经济的飞速发展,气瓶的需求日益增大,例如氧气瓶、氮气瓶、二氧化碳瓶等。对于气瓶的生产方式多种多样,在气瓶生产过程中,通常使用模具浇铸或者焊枪焊接的方式生成气瓶的瓶底和瓶颈,气瓶耐压性较弱,生产效率较低。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术的不足,提供一种钢管底部成型装置。
4.本实用新型解决上述技术问题的技术方案如下:一种钢管底部成型装置,其包括:支架、用于夹持钢管的夹持机构、用于带动钢管转动的转动机构、用于移动所述钢管的移动机构、用于对钢管底部进行加热的加热机构以及用于对钢管底部进行成型加工的成型机构,所述移动机构设置在所述支架上,所述转动机构设置在所述移动机构上并能够在移动机构的驱动下水平移动,所述夹持机构与所述转动机构连接并能够在转动机构的驱动下转动,所述加热机构设置在所述支架上,所述加热机构与所述成型机构对应,所述成型机构可摆动地设置在所述支架上,所述成型机构位于所述移动机构的运动轨迹上。
5.本实用新型的有益效果是:通过设计带有支架、夹持机构、转动机构、移动机构、加热机构以及成型机构的钢管底部成型装置,对钢管进行夹持、推送、加热、转动以及碾压研磨,使得钢管的底部变形成为瓶底或者瓶口,使得钢管形成的瓶底以及瓶口与钢管侧壁一体成型,耐压强度均匀,提高氧气瓶的耐压性,提高生产效率。
6.进一步地,所述成型机构包括:齿轮箱、摆臂以及成型部件,所述齿轮箱可滑动地设置在所述支架上,所述摆臂与所述齿轮箱连接,所述成型部件设置在所述摆臂上,所述成型部件位于所述移动机构的运动轨迹上。
7.采用上述进一步方案的有益效果是:齿轮箱、摆臂以及成型部件的设置,便于成型部件与钢管抵接并对钢管碾压研磨以及施压,使得成型部件能够由钢管的底部以圆弧轨迹移动至钢管的底端,使得钢管底部在高温条件下闭合形成球面瓶底,或,钢管底部在高温条件下趋于闭合形成球面瓶口,提高自动化,使得钢管形成的瓶底以及瓶口与钢管侧壁一体成型,耐压强度均匀,提高氧气瓶的耐压性,提高生产效率,降低用户劳动强度。
8.进一步地,所述摆臂为字母“l”型结构,所述支架上设置有沿平行于移动机构的移动方向驱动齿轮箱滑动的进给油缸,所述进给油缸与所述齿轮箱连接。
9.采用上述进一步方案的有益效果是:进给油缸的设置,用于带动摆臂进行位移,便于成型部件与钢管外侧壁抵接并由钢管的底部碾压至钢管的底端,使得钢管的底端端口闭合形成瓶底或形成瓶口,提高自动化,使得钢管形成的瓶底以及瓶口与钢管侧壁一体成型,耐压强度均匀,提高氧气瓶的耐压性,提高生产效率,降低用户劳动强度。
10.进一步地,所述成型部件为用于切割管颈的切刀,和/或板状结构的模板。
11.采用上述进一步方案的有益效果是:成型部件为切刀,和/或板状结构的模板,用于切割管颈和/或碾压形成瓶底,自动去除瓶口的余料,提高瓶口的平整度,降低用户劳动强度。
12.进一步地,所述转动机构包括:皮带轮、主轴以及用于对钢管进行定位的定位杆,所述主轴可转动地设置在所述支架上,所述皮带轮套设在所述主轴的外侧,所述定位杆与所述主轴连接,所述定位杆与所述主轴同轴线。
13.采用上述进一步方案的有益效果是:皮带轮、主轴以及定位杆的设置,用于对钢管进行定位以及限位,定位杆与夹持机构相配合,使成品瓶加工精度更加精准,减少成品瓶高度不一致等加工缺陷,防止钢管晃动,提高钢管底部成型装置的稳定性以及可靠性。
14.进一步地,所述移动机构为第一气缸,所述夹持机构为三爪卡盘,所述加热机构为火焰枪。
15.采用上述进一步方案的有益效果是:降低成本,便于钢管底部成型装置的安装以及维护。
16.进一步地,还包括:进料机构,所述进料机构设置在所述支架上,所述夹持机构、所述转动机构、所述移动机构以及所述加热机构位于所述成型机构的一侧,所述进料机构位于所述成型机构的另一侧且工序连接。
17.采用上述进一步方案的有益效果是:进料机构的设置,便于钢管的自动上料,提高自动化。
18.进一步地,所述进料机构包括:用于上料的第二气缸、顶料头以及用于存储钢管的料槽,所述料槽位于所述成型机构的另一侧,并位于所述顶料头的一侧,所述第二气缸设置在所述支架上,所述顶料头设置在所述第二气缸上并在第二气缸的驱动下将钢管推入料槽内。
19.采用上述进一步方案的有益效果是:第二气缸、顶料头以及料槽的设置,便于钢管的自动上料,提高自动化,降低成本。
20.进一步地,所述料槽与所述支架铰接,所述支架上设置有第三气缸,所述第三气缸竖直设置,所述第三气缸与所述料槽铰接。
21.采用上述进一步方案的有益效果是:料槽和第三气缸的设置,用于支撑钢管,并对钢管进行翻料,便于钢管进料,便于去除钢管上的氧化体,便于钢管与夹持机构以及定位杆对齐。
22.本实用新型附加的方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型实践了解到。
附图说明
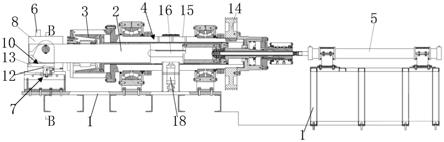
23.图1为本实用新型实施例提供的钢管底部成型装置的侧视图。
24.图2为本实用新型实施例提供的钢管底部成型装置的俯视图。
25.图3为本实用新型实施例提供的进料机构的侧视图。
26.图4为本实用新型实施例提供的进料机构的俯视图。
27.图5为图1中沿剖面线b-b剖开的剖面图。
28.图6为图3中沿剖面线c-c剖开的剖面图。
29.附图标号说明:1-支架;2-钢管;3-夹持机构;4-转动机构;5-移动机构;6-加热机构;7-成型机构;8-齿轮箱;9-摆臂;10-成型部件;11-进给油缸;12-切刀;13-模板;14-皮带轮;15-主轴;16-定位杆;18-第三气缸;19-进料机构;20-第二气缸;21-顶料头;22-料槽。
具体实施方式
30.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
31.如图1至图6所示,本实用新型实施例提供了一种钢管底部成型装置,其包括:支架1、用于夹持钢管2的夹持机构3、用于带动钢管2转动的转动机构4、用于移动所述钢管2的移动机构5、用于对钢管2底部进行加热的加热机构6以及用于对钢管2底部进行成型加工的成型机构7,所述移动机构5设置在所述支架1上,所述转动机构4设置在所述移动机构5上并能够在移动机构的驱动下水平移动,所述夹持机构3与所述转动机构4连接并能够在转动机构的驱动下转动,所述加热机构6设置在所述支架1上,所述加热机构6与所述成型机构7对应,所述成型机构7可摆动地设置在所述支架1上,所述成型机构7位于所述移动机构5的运动轨迹上。
32.本实用新型的有益效果是:通过设计带有支架、夹持机构、转动机构、移动机构、加热机构以及成型机构的钢管底部成型装置,对钢管进行夹持、推送、加热、转动以及碾压研磨,使得钢管的底部变形成为瓶底或者瓶口,使得钢管形成的瓶底以及瓶口与钢管侧壁一体成型,耐压强度均匀,提高氧气瓶的耐压性,提高生产效率。
33.如图1至图6所示,进一步地,所述成型机构7包括:齿轮箱8、摆臂9以及成型部件10,所述齿轮箱8可滑动地设置在所述支架1上,所述摆臂9与所述齿轮箱8连接,所述成型部件10设置在所述摆臂9上,所述成型部件10位于所述移动机构5的运动轨迹上。
34.采用上述进一步方案的有益效果是:齿轮箱、摆臂以及成型部件的设置,便于成型部件与钢管抵接并对钢管碾压研磨以及施压,使得成型部件能够由钢管的底部以圆弧轨迹移动至钢管的底端,使得钢管底部在高温条件下闭合形成球面瓶底,或,钢管底部在高温条件下趋于闭合形成球面瓶口,提高自动化,使得钢管形成的瓶底以及瓶口与钢管侧壁一体成型,耐压强度均匀,提高氧气瓶的耐压性,提高生产效率,降低用户劳动强度。
35.如图1至图6所示,进一步地,所述摆臂9为字母“l”型结构,所述支架1上设置有沿平行于移动机构的移动方向驱动齿轮箱8滑动的进给油缸11,所述进给油缸11与所述齿轮箱8连接。
36.采用上述进一步方案的有益效果是:进给油缸的设置,用于带动摆臂进行位移,便于成型部件与钢管外侧壁抵接并由钢管的底部碾压至钢管的底端,使得钢管的底端端口闭合形成瓶底或形成瓶口,提高自动化,使得钢管形成的瓶底以及瓶口与钢管侧壁一体成型,耐压强度均匀,提高氧气瓶的耐压性,提高生产效率,降低用户劳动强度。
37.其中,进给油缸通过齿轮齿条与所述齿轮箱的壳体连接。以控制齿轮箱位移。
38.如图1至图6所示,进一步地,所述成型部件10为用于切割管颈的切刀12,和/或板状结构的模板13。
39.采用上述进一步方案的有益效果是:成型部件为切刀,和/或板状结构的模板,用
于切割管颈和/或碾压形成瓶底,自动去除瓶口的余料,提高瓶口的平整度,降低用户劳动强度。
40.如图1至图6所示,进一步地,所述转动机构4包括:皮带轮14、主轴15以及用于对钢管2进行定位的定位杆16,所述主轴15可转动地设置在所述支架1上,所述皮带轮14套设在所述主轴15的外侧,所述定位杆16与所述主轴15连接,所述定位杆16与所述主轴15同轴线。
41.采用上述进一步方案的有益效果是:皮带轮、主轴以及定位杆的设置,用于对钢管进行定位以及限位,定位杆与夹持机构相配合,使成品瓶加工精度更加精准,减少成品瓶高度不一致等加工缺陷,防止钢管晃动,提高钢管底部成型装置的稳定性以及可靠性。
42.如图1至图6所示,进一步地,所述移动机构5为第一气缸,所述夹持机构3为三爪卡盘,所述加热机构6为火焰枪。
43.采用上述进一步方案的有益效果是:降低成本,便于钢管底部成型装置的安装以及维护。三爪卡盘通过夹紧油缸控制。
44.如图1至图6所示,进一步地,还包括:进料机构19,所述进料机构19设置在所述支架1上,所述夹持机构3、所述转动机构4、所述移动机构5以及所述加热机构6位于所述成型机构的一侧,所述进料机构19位于所述成型机构7的另一侧且工序连接。
45.采用上述进一步方案的有益效果是:进料机构的设置,便于钢管的自动上料,提高自动化。
46.其中,夹持机构、转动机构以及移动机构位于成型机构的一侧,进料机构位于成型机构的另一侧,进料机构位与夹持机构、转动机构以及移动机构同轴设置。
47.如图1至图6所示,进一步地,所述进料机构19包括:用于上料的第二气缸20、顶料头21以及用于存储钢管2的料槽22,所述料槽22位于所述成型机构7的另一侧,并位于所述顶料头的一侧,所述第二气缸20设置在所述支架1上,所述顶料头21设置在所述第二气缸20上并在第二气缸的驱动下将钢管推入料槽内。
48.采用上述进一步方案的有益效果是:第二气缸、顶料头以及料槽的设置,便于钢管的自动上料,提高自动化,降低成本。
49.其中,第二气缸的型号可以为1756,进料机构还包括:第一轴承、第二轴承、锁紧螺母以及联接法兰,第一轴承和第二轴承套设在所述第二气缸上,联接法兰通过锁紧螺母与第二轴承连接,顶料头与联接法兰连接。第一轴承的型号可以为6310gb/t276-94;第二轴承的型号为32310gb/t297-94;锁紧螺母的型号可以为m48*2js-21a。第二气缸与第一气缸同轴设置。
50.如图1至图6所示,进一步地,所述料槽22与所述支架1铰接,所述支架1上设置有第三气缸18,所述第三气缸18竖直设置,所述第三气缸18与所述料槽22铰接。
51.采用上述进一步方案的有益效果是:料槽和第三气缸的设置,用于支撑钢管,并对钢管进行翻料,便于钢管进料,便于去除钢管上的氧化体,便于钢管与夹持机构以及定位杆对齐。
52.其中,料槽为v型槽。钢管的直径为220毫米,v型槽的倾角为45度。如图6所示,需要供料时,气缸控制料槽倾斜,料架上钢管堆的钢管在自身重力作用下滚入料槽,并且每次只有一个钢管位于料槽中,防止其他钢管挤压待入料钢管。
53.碾压的过程是从钢管的侧壁开始,拉伸碾压直至钢管的底端,使得瓶底厚度一致,
强度均匀。
54.具体成型工作过程如下,将多个钢管放置在进料机构的支架上,第三气缸推动料槽旋转,使得料槽的一侧与支架顶端平齐,钢管在自身重力作用下进入料槽,第三气缸收缩,一个钢管处于料槽中且正对夹持机构;第二气缸通过顶料头将料槽上的钢管推至夹持机构,并且定位杆插入钢管内部以实现定位,夹持机构对钢管进行夹持,移动机构将夹持机构和转动机构推至预设位置,使得钢管位于成型机构位置处,加热机构对钢管进行加热,皮带轮带动主轴旋转,主轴带动夹持机构和钢管旋转;齿轮箱带动摆臂摆动,使得模板与钢管的侧壁抵接,进给机构带动齿轮箱水平进给,使得模板在钢管的侧壁碾压至钢管的底端,使得钢管的底端端口围成瓶口,或,端口闭合形成瓶底,在围成瓶口工作之后,齿轮箱控制摆臂摆动,摆臂带动切刀对瓶颈进行切割,完成钢管底部成型工作。
55.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1