一种外圆焊接用辅助装置的制作方法
1.本实用新型属于焊接辅助设备技术领域,更具体地说,它涉及一种外圆焊接用辅助装置。
背景技术:
2.焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
3.在外圆焊接时容易滑动,需要限位装置对其进行限位,外圆的表面比较光滑,不方便固定,在焊接时容易发生偏移而导致焊接失败,影响焊接的效率,因此,本领域技术人员提供了一种外圆焊接用辅助装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种外圆焊接用辅助装置,能够对外圆焊接时,进行有效固定限位,顶部、内缘和外圈同时进行固定,避免焊接时出现滑动,提高焊接的效率。
5.为实现上述目的,本实用新型提供了如下技术方案:
6.一种外圆焊接用辅助装置,包括放置板,所述放置板的顶端设置有数量为两个的夹持结构,所述放置板的顶端一侧固定连接有l型的安装架,所述安装架的顶端设置有电动推杆,所述电动推杆的底端贯穿安装架并设置有驱动结构,所述驱动结构的表面两侧均设置有顶部压紧结构,所述驱动结构的表面下端设置有环形分布的内加固结构;
7.通过上述技术方案,将需要焊接的工件放置在放置板上,利用两个夹持结构进行初步固定限位,启动电动推杆,电动推杆带动驱动结构向下移动,驱动结构贯穿进入工件内部,到达合适位置后,会带动内加固结构对工件的内缘进行限位固定,在此过程中,顶部压紧结构会对工件的顶端进行限位固定,能够对外圆焊接时,进行有效固定限位,顶部、内缘和外圈同时进行固定,避免焊接时出现滑动,提高焊接的效率。
8.进一步地,所述夹持结构包括固定板,所述固定板固定安装于放置板的顶端,所述固定板的一侧固定连接有至少两个第一弹簧,所述第一弹簧的另一端固定连接有夹持板;
9.通过上述技术方案,将夹持板向固定板方向拨动,第一弹簧受力弯曲,将工件放置在放置板上,松开夹持板,在第一弹簧的作用下,夹持板自动对工件进行夹持。
10.进一步地,所述驱动结构包括圆形筒,所述圆形筒的顶端固定安装于电动推杆的底端,所述圆形筒的内顶壁固定连接有第二弹簧,所述第二弹簧的底端固定连接有活塞杆,所述活塞杆的底端贯穿圆形筒并固定连接有接触板,所述接触板的顶端设置有圆形管,所
述圆形管和圆形筒之间设置有软管;
11.通过上述技术方案,在电动推杆的作用下,驱动结构中的接触板在移动到移动位置后将不再移动,电动推杆带动圆形筒继续下移,第二弹簧受力弯曲,圆形筒内部的空气受到挤压,利用软管进入至圆形管内,为内加固结构运行提供动力。
12.进一步地,所述内加固结构包括弧形腔,所述弧形腔嵌入设置于接触板的表面,所述弧形腔的内壁一侧固定连接有第三弹簧,所述第三弹簧的另一端固定连接有加固板,所述加固板的另一端贯穿出弧形腔,所述弧形腔和圆形管之间设置有连通管;
13.通过上述技术方案,圆形管中气体在连通管的作用下进入至弧形腔中,气体会推动加固板向外侧移动,第三弹簧受力拉伸,完成对工件内缘的固定,避免在外圆焊接时出现滑动情况,确保焊接作业的正常进行。
14.进一步地,所述顶部压紧结构包括安装板,所述安装板的一端固定连接于圆形筒的表面,所述安装板的底端固定连接有固定框,所述固定框的内顶壁固定连接有第四弹簧,所述第四弹簧的底端固定连接有伸缩杆,所述伸缩杆的底端贯穿出固定框并固定连接有压紧板;
15.通过上述技术方案,安装板会跟随圆形筒同步向下移动,压紧板会最先和工件的顶端进行接触,压紧板保持不动,安装板继续向下移动,第四弹簧受力弯曲,对工件起到进一步加固的作用。
16.进一步地,所述夹持板的一侧固定连接有限位杆,所述限位杆的另一端依次贯穿第一弹簧及固定板并延伸至固定板外;
17.通过上述技术方案,限位杆跟随夹持板同步移动,对夹持板起到限位的作用,避免夹持板在夹持时出现偏移。
18.进一步地,所述接触板的底端设置有防护垫,所述防护垫为橡胶材料构件;
19.通过上述技术方案,防护垫能够避免接触板直接接触面进行接触,对接触面和接触板均起到保护的作用。
20.综上所述,本实用新型具有以下有益效果:
21.1、通过设置夹持结构,将夹持板向固定板方向拨动,第一弹簧受力弯曲,将工件放置在放置板上,松开夹持板,在第一弹簧的作用下,夹持板自动对工件进行夹持。
22.2、通过设置驱动结构、内加固结构和顶部压紧结构,在电动推杆的作用下,驱动结构中的接触板在移动到移动位置后将不再移动,电动推杆带动圆形筒继续下移,第二弹簧受力弯曲,圆形筒内部的空气受到挤压,利用软管进入至圆形管内,圆形管中气体在连通管的作用下进入至弧形腔中,气体会推动加固板向外侧移动,第三弹簧受力拉伸,完成对工件内缘的固定,避免在外圆焊接时出现滑动情况,确保焊接作业的正常进行,同时安装板会跟随圆形筒同步向下移动,压紧板会最先和工件的顶端进行接触,压紧板保持不动,安装板继续向下移动,第四弹簧受力弯曲,对工件起到进一步加固的作用。
附图说明
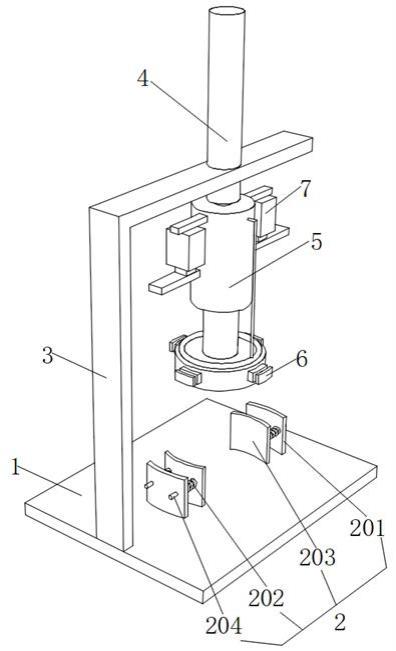
23.图1是本实施例的立体图;
24.图2是本实施例驱动结构的剖视图;
25.图3是本实施例驱动结构和内加固结构的连接示意图;
26.图4是本实施例顶部压紧结构的结构示意图。
27.附图标记说明:1、放置板;2、夹持结构;201、固定板;202、第一弹簧;203、夹持板;204、限位杆;3、安装架;4、电动推杆;5、驱动结构;501、圆形筒;502、第二弹簧;503、活塞杆;504、接触板;505、圆形管;506、软管;507、防护垫;6、内加固结构;601、弧形腔;602、第三弹簧;603、加固板;604、连通管;7、顶部压紧结构;701、安装板;702、固定框;703、第四弹簧;704、伸缩杆;705、压紧板。
具体实施方式
28.实施例:
29.以下结合附图1-4对本实用新型作进一步详细说明。
30.一种外圆焊接用辅助装置,包括放置板1,放置板1的顶端设置有数量为两个的夹持结构2,放置板1的顶端一侧固定连接有l型的安装架3,安装架3的顶端设置有电动推杆4,电动推杆4的底端贯穿安装架3并设置有驱动结构5,驱动结构5的表面两侧均设置有顶部压紧结构7,驱动结构5的表面下端设置有环形分布的内加固结构6,将需要焊接的工件放置在放置板1上,利用两个夹持结构2进行初步固定限位,启动电动推杆4,电动推杆4带动驱动结构5向下移动,驱动结构5贯穿进入工件内部,到达合适位置后,会带动内加固结构6对工件的内缘进行限位固定,在此过程中,顶部压紧结构7会对工件的顶端进行限位固定,能够对外圆焊接时,进行有效固定限位,顶部、内缘和外圈同时进行固定,避免焊接时出现滑动,提高焊接的效率。
31.夹持结构2包括固定板201,固定板201固定安装于放置板1的顶端,固定板201的一侧固定连接有至少两个第一弹簧202,第一弹簧202的另一端固定连接有夹持板203,将夹持板203向固定板201方向拨动,第一弹簧202受力弯曲,将工件放置在放置板1上,松开夹持板203,在第一弹簧202的作用下,夹持板203自动对工件进行夹持。驱动结构5包括圆形筒501,圆形筒501的顶端固定安装于电动推杆4的底端,圆形筒501的内顶壁固定连接有第二弹簧502,第二弹簧502的底端固定连接有活塞杆503,活塞杆503的底端贯穿圆形筒501并固定连接有接触板504,接触板504的顶端设置有圆形管505,圆形管505和圆形筒501之间设置有软管506,在电动推杆4的作用下,驱动结构5中的接触板504在移动到移动位置后将不再移动,电动推杆4带动圆形筒501继续下移,第二弹簧502受力弯曲,圆形筒501内部的空气受到挤压,利用软管506进入至圆形管505内,为内加固结构6运行提供动力。
32.内加固结构6包括弧形腔601,弧形腔601嵌入设置于接触板504的表面,弧形腔601的内壁一侧固定连接有第三弹簧602,第三弹簧602的另一端固定连接有加固板603,加固板603的另一端贯穿出弧形腔601,弧形腔601和圆形管505之间设置有连通管604,圆形管505中气体在连通管604的作用下进入至弧形腔601中,气体会推动加固板603向外侧移动,第三弹簧602受力拉伸,完成对工件内缘的固定,避免在外圆焊接时出现滑动情况,确保焊接作业的正常进行。顶部压紧结构7包括安装板701,安装板701的一端固定连接于圆形筒501的表面,安装板701的底端固定连接有固定框702,固定框702的内顶壁固定连接有第四弹簧703,第四弹簧703的底端固定连接有伸缩杆704,伸缩杆704的底端贯穿出固定框702并固定连接有压紧板705,安装板701会跟随圆形筒501同步向下移动,压紧板705会最先和工件的顶端进行接触,压紧板705保持不动,安装板701继续向下移动,第四弹簧703受力弯曲,对工
件起到进一步加固的作用。夹持板203的一侧固定连接有限位杆204,限位杆204的另一端依次贯穿第一弹簧202及固定板201并延伸至固定板201外,对夹持板203起到限位的作用。接触板504的底端设置有防护垫507,防护垫507为橡胶材料构件,对接触面和接触板504均起到保护的作用。
33.工作原理:将夹持板203向固定板201方向拨动,第一弹簧202受力弯曲,将工件放置在放置板1上,松开夹持板203,在第一弹簧202的作用下,夹持板203自动对工件进行夹持,启动电动推杆4,在电动推杆4的作用下,驱动结构5中的接触板504在移动到移动位置后将不再移动,电动推杆4带动圆形筒501继续下移,第二弹簧502受力弯曲,圆形筒501内部的空气受到挤压,利用软管506进入至圆形管505内,圆形管505中气体在连通管604的作用下进入至弧形腔601中,气体会推动加固板603向外侧移动,第三弹簧602受力拉伸,完成对工件内缘的固定,避免在外圆焊接时出现滑动情况,确保焊接作业的正常进行,同时安装板701会跟随圆形筒501同步向下移动,压紧板705会最先和工件的顶端进行接触,压紧板705保持不动,安装板701继续向下移动,第四弹簧703受力弯曲,对工件起到进一步加固的作用。
34.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1