一种用于辐照环境下乏燃料容器切割的现场加工系统的制作方法
1.本实用新型涉及现场加工工程技术领域,具体涉及一种用于辐照环境下乏燃料容器切割的现场加工系统。
背景技术:
2.核电站换料时,乏燃料容器用于乏燃料暂存和转运,乏燃料容器将乏燃料转运至指定位置后,需将乏燃料从乏燃料容器中取出。将乏燃料从乏燃料容器中取出时,需将乏燃料容器的密封焊缝去除并形成下次焊接的坡口,且需要在标记位置进行开孔。
3.需要切割的密封焊缝轨迹包含圆形轨迹和一条折线轨迹,且对标记位置进行开孔时包含两种不同规格的孔。
4.现使用的切割工具包括两台切割设备,一台车削设备用于切割圆形轨迹的焊缝,一台铣削设备用于切割一条折线轨迹的焊缝及对标记位置进行开孔。现有两台切割设备使用过程中存在以下问题:
5.(1)安装复杂,安装时需操作人员手动进行对中和调平;
6.(2)自动化程度低,使用时需操作人员现场手动对设备进行操作;
7.(3)无法实现复杂轨迹的一次切割完成,切割折线轨迹焊缝时需多次调整刀具位置;
8.(4)完成切割工作,需两台切割设备分别进行车削、铣削操作,增加了安装、操作复杂程度;
9.此外乏燃料容器切割现场具有较高的辐照剂量,操作人员不宜长时间在现场进行操作。
10.因此有必要提供一种现场安装调整简单、操作方便,可进行复杂轨迹的车削和铣削加工,具有切割过程远程控制及实时监控功能,自动化程度高的现场加工系统。
技术实现要素:
11.本实用新型的目的在于提供一种现场安装调整简单、操作方便,可进行复杂轨迹的车削和铣削加工,具有切割过程远程控制及实时监控功能的现场加工系统。
12.为了实现上述目的,本实用新型提供了一种用于辐照环境下乏燃料容器切割的现场加工系统,所述一种用于辐照环境下乏燃料容器切割的现场加工系统主要由基座、c轴运动机构、x轴运动机构、z轴运动机构、主轴头组件、刀具组件和控制柜组成。
13.所述基座安装在所述乏燃料容器上。所述c轴运动机构固定在所述基座上,所述c轴运动机构主要由伺服电机一、减速机、回转组件、消隙装置、滑环组件和接线盒组件组成。所述c轴运动机构可通过远程控制实现回转运动,所述消隙装置用于消除所述回转组件正向、反向旋转时的回程间隙,所述滑环组件用于所述c轴运动机构连续旋转过程中,从固定位置向旋转部位传输电源动力和数据信号,避免旋转过程中线缆的缠绕,所述接线盒组件用于方便外部线缆的连接。
14.所述x轴运动机构安装在所述c轴运动机构上,所述x轴运动机构主要由回转臂、水平滑座、伺服电机二、导轨滑块组件一、丝杠螺母组件一、联轴器一和拖链组成。所述x轴运动机构可通过远程控制实现水平方向运动,所述拖链用于避免所述x轴运动机构运动过程中线缆的拖拽。
15.所述z轴运动机构固定在所述水平滑座上,所述z轴运动机构主要由竖直滑座、伺服电机三、电机座一、导轨滑块组件二、丝杠螺母组件二、联轴器二、相机组件和位移传感器组件组成。所述z轴运动机构可通过远程控制实现竖直方向的运动,所述相机组件用于对切割过程进行远程实时监控,所述位移传感器组件用来测量水平距离和竖直距离。
16.所述主轴头组件安装在所述竖直滑座上,所述主轴头组件主要由伺服电机四、电机座二、镗铣主轴和铣刀组成。通过所述伺服电机四驱动铣刀旋转,所述主轴头组件可完成铣削加工,通过调整所述c轴运动机构和所述x轴运动机构位置,所述主轴头组件可实现对任意位置的铣削。
17.所述刀具组件安装在所述竖直滑座上,所述刀具组件主要由刀座和车刀组成,通过所述c轴运动机构的回转运动和所述z轴运动机构的升降运动,所述刀具组件即可完成车削加工,通过调整所述x轴运动机构,可实现对不同半径位置的车削。
18.所述控制柜与所述接线盒组件通过线缆连接,为设备提供电源动力及数据信号传输。所述控制柜安装有控制软件,可对设备进行远程控制,并对切割过程进行远程实时监控。
19.具体的,所述主轴头组件在所述竖直滑座安装时,所述主轴头组件安装位置可沿竖直方向进行调整,从而避免所述主轴头组件在车削过程中发生干涉。
20.具体的,所述一种用于辐照环境下乏燃料容器切割的现场加工系统具有三轴联动功能,即所述c轴运动机构、所述x轴运动机构和所述z轴运动机构可进行联动,从而所述刀具组件和所述主轴头组件可完成复杂轨迹的切割。
21.具体的,所述一种用于辐照环境下乏燃料容器切割的现场加工系统具有回转偏差补偿功能,通过所述位移传感器组件测量距所述乏燃料容器的内侧壁的水平距离,控制系统计算回转偏差,并控制所述x轴运动机构对回转偏差进行补偿,在安装时无需人工对设备进行复杂的对中操作,使设备安装调整简单、快捷。
22.具体的,所述一种用于辐照环境下乏燃料容器切割的现场加工系统具有水平偏差补偿功能,通过所述位移传感器组件测量距所述乏燃料容器的上端面的竖直距离,控制系统计算水平偏差,并控制所述z轴运动机构对水平偏差进行补偿,在安装时无需人工对设备进行复杂的调平操作,使设备安装调整简单、快捷。
23.本实用新型与现有设备相比的有益效果:
24.本实用新型所述的一种用于辐照环境下乏燃料容器切割的现场加工系统为具有车铣复合功能的多轴数控现场加工设备,其优势在于:同时具有车刀和铣刀安装接口,安装相应的刀具即可完成车削或铣削加工,满足焊缝切割、坡口形成及开孔的要求,而无需更换设备,提高了工作效率;具有消隙装置,消除了正向、反向旋转时的回程间隙,保证了回转精度;具有三轴联动功能,可满足对复杂轨迹焊缝的切割,及对标记位置开孔的要求;具有回转偏差补偿功能,在安装时无需人工对设备进行复杂的对中操作,使设备安装调整简单、快捷;具有水平偏差补偿功能,在安装时无需人工对设备进行复杂的调平操作,使设备安装调
整简单、快捷;具有切割过程远程控制及远程实时监控功能,加工过程中无需操作人员在现场进行操作、查看,减少了人员的介入,降低了操作人员受辐照的风险。
附图说明
25.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
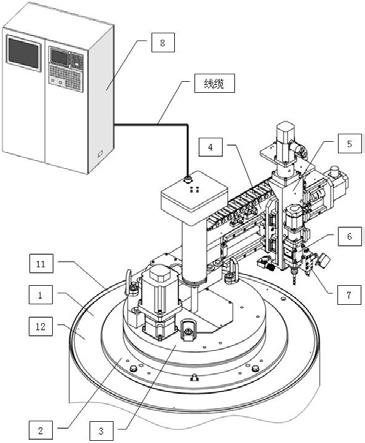
26.图1为本实用新型一种用于辐照环境下乏燃料容器切割的现场加工系统示意图;
27.图2为c轴运动机构示意图;
28.图3为x轴运动机构示意图;
29.图4为z轴运动机构、主轴头组件及刀具组件示意图;
30.图中各符号表示含义如下:
31.1-乏燃料容器,2-基座,3-c轴运动机构,4-x轴运动机构,5-z轴运动机构,6-主轴头组件,7-刀具组件,8-控制柜,11-内侧壁,12-上端面,31-伺服电机一,32-减速机,33-回转组件,34-消隙装置,35-滑环组件,36-接线盒组件,41-回转臂,42-水平滑座,43-伺服电机二,44-导轨滑块组件一,45-丝杠螺母组件一,46-联轴器一,47-拖链,51-竖直滑座,52-伺服电机三,53-电机座一,54-导轨滑块组件二,55-丝杠螺母组件二,56-联轴器二,57-相机组件,58-位移传感器组件,61-伺服电机四,62-电机座二,63-镗铣主轴,64-铣刀,71-刀座和72-车刀。
具体实施方式
32.结合附图,通过以下实施例形式,对本实用新型进一步详细说明,使本领域的技术人员可以更好地理解并能予以实施,但不应就此理解为本实用新型所述主题的范围仅限于以下的实施例,在不脱离本实用新型上述技术思想情况下,凡根据本领域普通技术知识和惯用手段做出的各种修改、替换和变更,均包括在本实用新型的保护范围之内。
33.实施例:如图1所示,本实用新型提供的一种用于辐照环境下乏燃料容器切割的现场加工系统主要由基座2、c轴运动机构3、x轴运动机构4、z轴运动机构5、主轴头组件6、刀具组件7和控制柜8组成。
34.如图1和图2所示,所述基座2安装在所述乏燃料容器1上。所述c轴运动机构3固定在所述基座2上,所述c轴运动机构3主要由伺服电机一31、减速机32、回转组件33、消隙装置34、滑环组件35和接线盒组件36组成。所述消隙装置34安装在所述减速机32上,并与所述回转组件33相啮合,所述减速机32固定在所述回转组件33上,所述伺服电机一31与所述减速机32相固定,所述滑环组件35固定在所述基座2上,所述接线盒组件36固定在所述滑环组件35上。所述c轴运动机构3可通过远程控制实现回转运动,所述消隙装置34用于消除所述回转组件33正向、反向旋转时的回程间隙,所述滑环组件35用于所述c轴运动机构3连续旋转过程中,从固定位置向旋转部位传输电源动力和数据信号,避免旋转过程中线缆的缠绕,所述接线盒组件36用于方便外部线缆的连接。
35.如图1和图3所示,所述x轴运动机构4安装在所述c轴运动机构3上,所述x轴运动机构4主要由回转臂41、水平滑座42、伺服电机二43、导轨滑块组件一44、丝杠螺母组件一45、联轴器一46和拖链47组成。所述伺服电机二43、所述导轨滑块组件一44和所述丝杠螺母组
件一45固定在所述回转臂41上。所述水平滑座42与所述丝杠螺母组件一45相固定,所述伺服电机二43通过所述联轴器一46驱动所述杠螺母组件一45,从而实现所述水平滑座42的水平运动。所述x轴运动机构4可通过远程控制实现水平方向运动,所述拖链47用于避免所述x轴运动机构4运动过程中线缆的拖拽。
36.如图1和图4所示,所述z轴运动机构5固定在所述水平滑座42上,所述z轴运动机构5主要由竖直滑座51、伺服电机三52、电机座一53、导轨滑块组件二54、丝杠螺母组件二55、联轴器二56、相机组件57和位移传感器组件58组成。所述伺服电机三52通过所述电机座一53固定在所述竖直滑座51上。所述导轨滑块组件二54和所述丝杠螺母组件二55固定在所述竖直滑座51上,所述竖直滑座51通过所述导轨滑块组件二54和所述丝杠螺母组件二55与所述水平滑座42相固定。所述伺服电机三52通过所述联轴器二56驱动所述丝杠螺母组件二55,从而实现所述竖直滑座51的竖直方向运动。所述z轴运动机构5可通过远程控制实现竖直方向的运动,所述相机组件57用于对切割过程进行远程实时监控,所述位移传感器组件58用来测量水平距离和竖直距离。
37.如图4所示,所述主轴头组件6安装在所述竖直滑座51上,所述主轴头组件6主要由伺服电机四61、电机座二62、镗铣主轴63和铣刀64组成。所述伺服电机四61通过所述电机座二62与所述镗铣主轴63相固定,所述铣刀64安装在所述镗铣主轴63上。通过所述伺服电机四61驱动所述铣刀64旋转,所述主轴头组件6可完成铣削加工,通过调整所述c轴运动机构3和所述x轴运动机构4位置,所述主轴头组件6可实现对任意位置的铣削。所述主轴头组件6安装位置可沿竖直方向进行调整,避免所述主轴头组件6在车削过程中发生干涉。
38.所述刀具组件7安装在所述竖直滑座51上,所述刀具组件主要由刀座71和车刀72组成,通过所述c轴运动机构3的回转运动和所述z轴运动机构5的升降运动,所述刀具组件7即可完成车削加工,通过调整所述x轴运动机构4,可实现对不同半径位置的车削。
39.如图1所示,所述控制柜8与所述接线盒组件36通过线缆连接,为设备提供电源动力及数据信号传输。所述控制柜8安装有控制软件,可对设备进行远程控制,并对切割过程进行远程实时监控。
40.所述一种用于辐照环境下乏燃料容器切割的现场加工系统具有三轴联动功能,即所述c轴运动机构3、所述x轴运动机构4和所述z轴运动机构5可进行联动,从而所述主轴头组件6和所述刀具组件7可完成复杂轨迹的切割。
41.所述一种用于辐照环境下乏燃料容器切割的现场加工系统具有回转偏差补偿功能,参看图1,控制系统控制所述c轴运动机构3回转一周,且控制所述x轴运动机构4和所述z轴运动机构5保持不动,此过程中,所述位移传感器组件58测量所述乏燃料容器1的内侧壁11不少于4点位置的水平距离,通过控制系统计算,可得到设备的回转中心与所述乏燃料容器1中心的位置偏差,即回转偏差,控制系统自动记录回转偏差,并在加工过程中控制所述x轴运动机构4对回转偏差进行补偿。
42.所述一种用于辐照环境下乏燃料容器切割的现场加工系统具有水平偏差补偿功能,参看图1,控制系统控制所述c轴运动机构3回转一周,且控制所述x轴运动机构4和所述z轴运动机构5保持不动,此过程中,所述位移传感器组件58测量所述乏燃料容器1的上端面12不少于4点位置的竖直距离,通过控制系统计算,可得到设备回转过程中与所述上端面12的水平偏差,控制系统记录水平偏差,并在加工过程中控制所述z轴运动机构5对水平偏差
进行补偿。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1