电阻点焊装置的制作方法
1.本公开涉及电阻点焊装置。
背景技术:
2.已知在对由钢板等金属板叠置而成的工件实施电阻点焊的装置中,构成为通过由气压缸产生的空气压以使得焊接中的电极按压金属板的方式对电极进行加压(参照日本特开2002-59269号公报)。
3.如上所述通过朝向金属板对电极进行加压,而使得焊接结束后的电极与金属板之间的接触面积增大。其结果能够提高金属板的冷却速度,并能够抑制焊接后的金属板产生裂纹。
4.此外,与使用伺服马达的情况相比,通过用气压缸作为加压机构能够降低焊接装置的成本。
技术实现要素:
5.在通过空气压对电极进行加压的电阻点焊中,焊接过程中随着金属板软化,电极压入金属板内部。此时,由于气压缸内的压力下降,电极对金属板的压力也会下降,从而使加压变得不稳定。其结果有可能产生焊接飞溅,造成焊接不良。
6.本公开的一个方面优选提供一种能够通过空气压对电极进行加压且能够抑制焊接不良的电阻点焊装置。
7.本公开的一个方案是一种电阻点焊装置,其构成为对由多个金属板叠置而成的工件实施焊接。电阻点焊装置具备:第1电极,第1电极构成为与多个金属板中的第1金属板接触;第2电极,第2电极构成为与多个金属板中的第2金属板接触,且与第1电极共同夹持工件;以及加压机构,加压机构构成为通过空气压朝向第1金属板对第1电极进行加压。
8.加压机构具备活塞、气缸、第1通气部、以及第2通气部,活塞连接第1电极;气缸具有容纳活塞的内部空间;第1通气部构成为向内部空间供给用于对第1电极进行加压的空气;第2通气部构成为随着对第1电极的加压而从内部空间排出空气。第1通气部以及第2通气部中的至少一方由与内部空间连通且相互独立的两个以上的空气通路构成。
9.根据上述结构,在加压机构的气缸中,通过两个以上的空气通路使对第1电极进行加压时的空气的供给量或排出量变大,因此对第1电极的加压时间缩短。
10.即,缩短当第1电极压入已软化的第1金属板后第1电极对第1金属板的压力的恢复时间。因此,能够抑制因产生焊接飞溅而造成的焊接不良。
11.在本公开的一个方案中,第1金属板以及第2金属板中的至少一方的抗拉强度可以为1800mpa以上。根据上述结构,对于因在焊接时需要用较高的压力按压电极而容易产生因压力下降所致使的焊接飞溅的高抗拉强度金属板,能够切实地抑制因产生焊接飞溅而造成的焊接不良。
12.在本公开的一个方案中,第1通气部可以由与内部空间连通且相互独立的两个以
上的空气通路构成。根据上述结构,能够切实地缩短对第1电极的加压时间。
附图说明
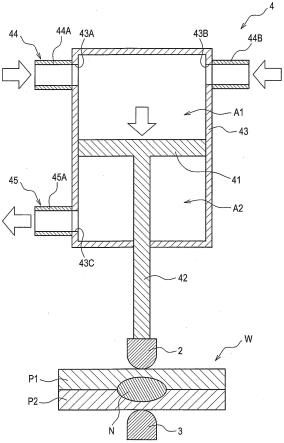
13.图1是实施方式中的电阻点焊装置的示意图。
14.图2是图1的电阻点焊装置的电极以及加压机构的示意性剖视图。
15.图3a、图3b、图3c以及图3d分别是焊接中的电极以及金属板的示意性剖视图;图3e是示出在焊接中第1电极的压力变化的一个示例的图。
16.图4a以及图4b分别是与图2不同的实施方式中的加压机构的示意性剖视图。
具体实施方式
17.以下参照附图对应用本公开的实施方式进行说明。
18.[1.第1实施方式]
[0019]
[1-1.结构]
[0020]
图1所示的电阻点焊装置1构成为对由第1金属板p1和第2金属板p2叠置而成的工件w实施焊接。
[0021]
在本实施方式中,第1金属板p1叠置在第2金属板p2之上。第1金属板p1以及第2金属板p2的材质无特别限定,例如使用镀铝不锈钢板等钢板。第1金属板p1以及第2金属板p2中的至少一方的抗拉强度为1800mpa以上且3000mpa以下。
[0022]
电阻点焊装置1在厚度方向上对作为工件w而配置的第1金属板p1和第2金属板p2实施电阻点焊。电阻点焊装置1具备第1电极2、第2电极3、加压机构4、以及主体5。
[0023]
《电极》
[0024]
第1电极2构成为配置在工件w的上方,且与第1金属板p1的表面接触。
[0025]
第2电极3构成为配置在工件w的下方,且与第2金属板p2的表面接触。此外,第2电极3构成为与第1电极2共同在厚度方向上夹持工件w并对工件w进行加压。
[0026]
第1电极2能够相对于第2电极3在竖直方向上进行相对移动。在本实施方式中,第1电极2和第2电极3夹持工件w的方向(即,第1电极2以及/或第2电极3的移动方向)与竖直方向平行。
[0027]
焊接电流经由工件w在夹持有工件w的第1电极2与第2电极3之间流动。第1电极2和第2电极在沿厚度方向对工件w进行加压的状态下对第1金属板p1和第2金属板p2实施焊接。
[0028]
《加压机构》
[0029]
加压机构4构成为通过空气压朝向第1金属板p1对第1电极2进行加压。如图2所示,加压机构4具有活塞41、杆42、气缸43、第1通气部44、以及第2通气部45。
[0030]
活塞41经由杆42与第1电极2连结。活塞41以能够沿气缸43的轴向进行往返移动的方式容纳在气缸43的内部空间。
[0031]
杆42与活塞41连结,且与活塞41共同沿气缸43的轴向进行往返移动。杆42的位于与活塞41相反侧的端部贯通设置于气缸43的下端部的底壁,且与第1电极2连结。
[0032]
气缸43具有容纳活塞41的内部空间。气缸43的轴向与竖直方向(即,工件w的厚度方向)平行。气缸43具有使内部空间与气缸43的外部连通的第1开口43a、第2开口43b、以及第3开口43c。
[0033]
由活塞41将气缸43的内部空间划分成第1区域a1和第2区域a2。第1开口43a以及第2开口43b配置在气缸43的上端部附近,且与第1区域a1连通。第3开口43c配置在气缸43的下端部附近,且与第2区域a2连通。
[0034]
第1区域a1位于比活塞41靠上方的位置处。若从第1开口43a以及第2开口43b向第1区域a1供给空气,则随着第1区域a1的扩张,活塞41以靠近气缸43的下端部的方式移动,从而使得杆42从气缸43突出的突出量变大。由此,第1电极2被加压。
[0035]
第2区域a2位于比活塞41靠下方的位置处。若从第3开口43c向第2区域a2供给空气,则随着第2区域a2的扩张,活塞41以远离气缸43的下端部的方式移动,从而使得杆42从气缸43突出的突出量变小。由此,第1电极2被减压。
[0036]
当第1区域a1扩张时,从第2区域a2排出空气,从而使得第2区域a2收缩,活塞41朝下方移动。反之,当第2区域a2扩张时,从第1区域a1排出空气,从而使得第2区域a2扩张,活塞41朝上方移动。
[0037]
第1开口43a以及第2开口43b均位于比活塞41的最上方的位置更靠上方的位置处。第3开口43c位于比活塞41的最下方的位置更靠下方的位置处。
[0038]
第1通气部44构成为向气缸43的内部空间供给用于对第1电极2进行加压的空气。第1通气部44由第1空气通路44a和第2空气通路44b构成。
[0039]
第1空气通路44a与气缸43的第1开口43a连结。第2空气通路44b与气缸43的第2开口43b连结。第1空气通路44a以及第2空气通路44b均分别连接空气的供给系统以及排出系统。第1空气通路44a经由第1开口43a对气缸43的内部空间的第1区域a1进行空气的供给以及排出,第2空气通路44b经由第2开口43b对气缸43的内部空间的第1区域a1进行空气的供给以及排出。第1空气通路44a与第2空气通路44b相互独立。具体而言,第1空气通路44a与第2空气通路44b相互未直接连结。
[0040]
另外,在本实施方式中,第1空气通路44a以及第2空气通路44b各自中的空气供给方向配置成在气缸43的径向上相向。即,第1开口43a以及第2开口43b配置在彼此对置的位置处。
[0041]
不过,第1空气通路44a以及第2空气通路44b各自中的空气的供给方向也可以不相向。此外,第1空气通路44a和第2空气通路44b可以在气缸43的轴向上错开配置。
[0042]
第2通气部45构成为随着对第1电极2的加压(即,向第1区域a1供给空气)而从气缸43的内部空间排出空气。第2通气部45由第3空气通路45a构成。
[0043]
第3空气通路45a与气缸43的第3开口43c连结。第3空气通路45a连接空气的供给系统以及排出系统。第3空气通路45a经由第3开口43c对气缸43的内部空间的第2区域a2进行空气的供给以及排出。
[0044]
《主体》
[0045]
主体5具有以下功能:向第1电极2以及第2电极3供给焊接电流,以及通过加压机构4对第1电极2与第2电极3之间的压力进行调整等。
[0046]
[1-2.制造方法]
[0047]
下文对使用图1的电阻点焊装置1的电阻点焊方法进行说明。电阻点焊方法包括配置工序和焊接工序。
[0048]
《配置工序》
[0049]
在本工序中,将由第1金属板p1和第2金属板p2在厚度方向上叠置而成的工件w配置在电阻点焊装置1的第1电极2与第2电极3之间。
[0050]
《焊接工序》
[0051]
在本工序中,通过电阻点焊装置1对叠置的第1金属板p1和第2金属板p2实施焊接。在本工序中,在焊接过程中通过加压机构4朝向第1金属板p1(即,朝向第2电极3)对第1电极2进行加压。
[0052]
如图3a所示,在焊接刚开始后,由于金属板未软化,第1电极2与第1金属板p1的表面接触。如图3b所示,随着焊接的进行,在第1金属板p1与第2金属板p2之间的交界面形成熔核n。
[0053]
如图3c所示,当更进一步实施焊接时,熔核n变大,并且第1金属板p1软化。随之,被加压机构4加压的第1电极2的前端陷入第1金属板p1内。如图3d所示,在熔核n变得充分大的时候焊接结束。对第1电极2的加压持续至焊接结束。
[0054]
图3e示出从焊接开始至焊接结束这一过程中第1电极2的压力变化的一个示例。图3e的图的横轴表示时间t,纵轴表示压力p。图中的时刻t1、t2、t3、t4分别表示达到图3a、3b、3c、3d的状态的定时。
[0055]
在压力上升到设定压力p1的t0时刻开始工件w的焊接。之后,在t3时刻以后,随着第1电极2陷入第1金属板p1,气缸43内的活塞41移动到下方。由此,气缸43的内部空间的压力下降,从而第1电极2的压力也下降。
[0056]
另一方面,对应于气缸43的内部空间的压力下降,从第1通气部44的第1空气通路44a以及第2空气通路44b向第1区域a1供给空气。其结果为,第1区域a1的压力迅速恢复到设定压力p1。
[0057]
[1-3.效果]
[0058]
根据以上详述的实施方式,可以获得以下效果。
[0059]
(1a)在加压机构4的气缸43中,通过第1空气通路44a以及第2空气通路44b使对第1电极2进行加压时的空气的供给量或排出量变大,因此对第1电极2的加压时间缩短。
[0060]
即,缩短当第1电极2压入已软化的第1金属板p1后第1电极2对第1金属板p1的压力的恢复时间。因此,能够抑制因产生焊接飞溅而造成的焊接不良。
[0061]
(1b)对于因在焊接时需要用较高的压力按压电极而容易产生因压力下降所致使的焊接飞溅的高抗拉强度金属板,能够切实地抑制因产生焊接飞溅而造成的焊接不良。
[0062]
(1c)由与气缸43的内部空间连通的第1空气通路44a以及第2空气通路44b构成第1通气部44,因此能够切实地缩短对第1电极2的加压时间。
[0063]
[2.其他实施方式]
[0064]
以上对本公开的实施方式进行了说明,不过本公开不限于上述实施方式,可以采取各种实施方式。
[0065]
(2a)在上述实施方式的电阻点焊装置中,第1通气部可以具有三个以上的空气通路。此外,第2通气部可以具有相互独立的多个空气通路。例如图4a所示,气缸43还可以具有第4开口43d,第2通气部45还可以具有与第4开口43d连结的第4空气通路45b。
[0066]
进而,在由多个空气通路构成第2通气部的情况下,第1通气部也可以不具有多个空气通路。例如图4b所示,也可以由第3空气通路45a以及第4空气通路45b构成第2通气部
45,而仅由第1空气通路44a构成第1通气部44。
[0067]
(2b)在上述实施方式的电阻点焊装置中,也可以通过空气压对第1电极以及第2电极双方均进行加压。即,电阻点焊装置还可以具备朝向第2金属板对第2电极进行加压的加压机构。
[0068]
(2c)在上述实施方式的电阻点焊装置中,可以使用由三张以上的金属板叠置而成的工件。即,可以在第1金属板与第2金属板之间配置一张以上的金属板。
[0069]
(2d)在上述实施方式的电阻点焊装置中,由第1电极以及第2电极夹持工件的方向可以不是竖直方向。夹持工件的方向可以是水平方向,也可以是与竖直方向以及水平方向双方均相交的方向。
[0070]
(2e)在上述实施方式的电阻点焊装置中,第1金属板以及第2金属板双方的抗拉强度均可以小于1800mpa。
[0071]
(2f)可由多个构成元素分担上述实施方式中的一个构成元素所具有的功能,或可将多个构成元素所具有的功能统合于一个构成元素。并且,可省略上述实施方式的构成的一部分。此外,可以将上述实施方式的构成的至少一部分添加到上述其他实施方式的构成中,或将上述实施方式的构成的至少一部分与上述其他实施方式的构成进行置换等。另外,由记载在权利要求中的语句所确定的技术思想包含的所有方式均为本公开的实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1