一种行星转架外圆挤压系统的制作方法
1.本发明涉及行星转架加工技术领域,具体为一种行星转架外圆挤压系统。
背景技术:
2.在行星架外圆加工中首先需要对工件进行粗车,对面和孔及外圆进行粗车加工,但是现有的对工件粗车加工时,对于工件的固定操作比较麻烦,需要将工件居中进行位置调节,需要重复确认位置,并且在加工时,需要对工件进行转动,调节角度,操作比较麻烦。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种行星转架外圆挤压系统,解决了上述提出的问题。
4.为实现以上目的,本发明通过以下技术方案予以实现:一种行星转架外圆挤压系统,包括粗精车组件和夹持组件,所述夹持组件包括承接台,所述承接台的顶部设置有定位调节卡盘,所述定位调节卡盘三个夹爪的顶部均滑动连接有支撑座和夹持座,所述夹持座的一侧固定连接有驱动气缸,所述驱动气缸活塞杆的内腔开设有空槽,且空槽的内腔滑动连接有滑动块,所述滑动块的一侧固定连接有复位弹簧,所述复位弹簧的一端与空槽的内腔固定连接,所述空槽的内腔活动连接有滚珠,所述滚珠的一侧贯穿驱动气缸活塞杆的内腔并延伸至外侧,所述驱动气缸活塞杆的表面开设有与滚珠的表面活动连接的圆槽,所述滑动块的一侧开设有与滚珠的表面抵接的凹槽。
5.作为本发明进一步的方案:所述圆槽的内径小于滚珠的直径。
6.作为本发明进一步的方案:所述夹持座的底部固定连接有限位气缸,所述限位气缸活塞杆的底端与定位调节卡盘夹爪的顶部抵接,所述夹持座的表面螺纹连接有与定位调节卡盘夹爪的顶部抵接的锁紧螺栓。
7.作为本发明进一步的方案:所述支撑座的内腔螺纹连接有调节螺栓,所述调节螺栓的顶部滚动连接有承接球。
8.作为本发明进一步的方案:所述支撑座的顶部固定连接有固定架和顶升气缸,所述固定架的表面转动连接有转动架,所述转动架的底部滑动连接有滑块,且顶升气缸活塞杆的顶端与滑块的表面转动连接。
9.作为本发明进一步的方案:所述支撑座和夹持座均设置有六个,且两两一组在定位调节卡盘三个夹爪的表面均匀分布。
10.该挤压系统使用包括以下步骤:将工件放置在定位调节卡盘上方,此时工件放置在承接球的上方,然后启动夹持座顶部的驱动气缸,六个驱动气缸用相同的力向前推动,带动滚珠抵接在工件的表面,带动工件在承接球的表面运动,进行位置的调节,工件抵接在滚珠的表面,滚珠收回挤压滑动块,在复位弹簧的推力下,滚珠受到凹槽的限位,抵接在工件的表面,此时工件被居中,然后启动顶升气缸,带动转动架在固定架上转动,转动架向下转动挤压在工件的顶部,配合底部承接球的挤压对工件进行定位,然后通过粗车组件进行粗
车,在进行粗车时,当需要对工件的表面进行旋转时,稍微收回驱动气缸,带动滚珠收回一公分,此时对工件进行转动,工件在滚珠和承接球的导向下转动进行角度调节,然后将驱动气缸固定进行加工。
11.本发明与现有技术相比具备以下有益效果:将工件放置在定位调节卡盘上方,此时工件放置在承接球的上方,六个驱动气缸用相同的力向前推动,带动滚珠抵接在工件的表面,对工件进行居中,然后启动顶升气缸,带动转动架在固定架上转动,转动架向下转动挤压在工件的顶部,配合底部承接球的挤压对工件进行定位,定位操作简单,只要将工件放下便可自动进行居中限位,并且可以在加工中快速的对工件的角度进行调节,便于多处表面的粗精车加工,先通过定位调节卡盘对位置进行初步调节,然后再通过夹持座进行二次固定。
附图说明
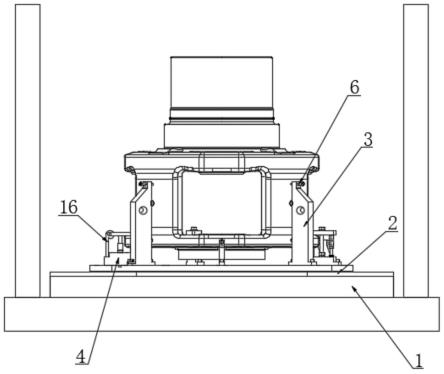
12.图1为本发明的结构示意图;
13.图2为本发明夹持座的结构示意图;
14.图3为本发明图2中a处的局部放大图;
15.图4为本发明支撑座的结构示意图。
16.图中:1、承接台;2、定位调节卡盘;3、夹持座;4、支撑座;5、锁紧螺栓;6、驱动气缸;7、空槽;8、滑动块;9、凹槽;10、圆槽;11、滚珠;12、复位弹簧;13、调节螺栓;14、承接球;15、顶升气缸;16、固定架;17、转动架;18、限位气缸。
具体实施方式
17.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
18.请参阅图1-4,本发明提供一种技术方案:一种行星转架外圆挤压系统,包括粗车组件和夹持组件,夹持组件包括承接台1,承接台1的顶部设置有定位调节卡盘2,定位调节卡盘2三个夹爪的顶部均滑动连接有支撑座4和夹持座3,夹持座3的一侧固定连接有驱动气缸6,将工件放置在定位调节卡盘2上方,此时工件放置在承接球14的上方,六个驱动气缸6用相同的力向前推动,带动滚珠11抵接在工件的表面,对工件进行居中,然后启动顶升气缸15,带动转动架17在固定架16上转动,转动架17向下转动挤压在工件的顶部,配合底部承接球14的挤压对工件进行定位,定位操作简单,只要将工件放下便可自动进行居中限位,并且可以在加工中快速的对工件的角度进行调节,便于多处表面的粗精车加工,驱动气缸6活塞杆的内腔开设有空槽7,且空槽7的内腔滑动连接有滑动块8,滑动块8的一侧固定连接有复位弹簧12,复位弹簧12的一端与空槽7的内腔固定连接,空槽7的内腔活动连接有滚珠11,滚珠11的一侧贯穿驱动气缸6活塞杆的内腔并延伸至外侧,驱动气缸6活塞杆的表面开设有与滚珠11的表面活动连接的圆槽10,滑动块8的一侧开设有与滚珠11的表面抵接的凹槽9,将工件放置在定位调节卡盘2上方,此时工件放置在承接球14的上方,然后启动夹持座3顶部的驱动气缸6,六个驱动气缸6用相同的力向前推动,带动滚珠11抵接在工件的表面,带动工件在承接球14的表面运动,进行位置的调节,工件抵接在滚珠11的表面,滚珠11收回挤压滑动块8,在复位弹簧12的推力下,滚珠11受到凹槽9的限位,抵接在工件的表面,此时工件被
居中,然后启动顶升气缸15,带动转动架17在固定架16上转动,转动架17向下转动挤压在工件的顶部,配合底部承接球14的挤压对工件进行定位,然后通过粗车组件进行粗车,在进行粗车时,当需要对工件的表面进行旋转时,稍微收回驱动气缸6,带动滚珠11收回一公分,此时对工件进行转动,工件在滚珠11和承接球14的导向下转动进行角度调节,然后将驱动气缸6固定进行加工。
19.圆槽10的内径小于滚珠11的直径。
20.夹持座3的底部固定连接有限位气缸18,限位气缸18活塞杆的底端与定位调节卡盘2夹爪的顶部抵接,夹持座3的表面螺纹连接有与定位调节卡盘2夹爪的顶部抵接的锁紧螺栓5,工件被居中,然后启动顶升气缸15,带动转动架17在固定架16上转动,转动架17向下转动挤压在工件的顶部,配合底部承接球14的挤压对工件进行定位。
21.支撑座4的内腔螺纹连接有调节螺栓13,调节螺栓13的顶部滚动连接有承接球14,支撑座4的顶部固定连接有固定架16和顶升气缸15,固定架16的表面转动连接有转动架17,转动架17的底部滑动连接有滑块,且顶升气缸15活塞杆的顶端与滑块的表面转动连接。
22.支撑座4和夹持座3均设置有六个,且两两一组在定位调节卡盘2三个夹爪的表面均匀分布,收回驱动气缸6,带动滚珠11收回一公分,此时对工件进行转动,工件在滚珠11和承接球14的导向下转动进行角度调节,然后将驱动气缸6固定进行加工。
23.该挤压系统使用包括以下步骤:将工件放置在定位调节卡盘2上方,此时工件放置在承接球14的上方,通过定位调节卡盘2对位置进行初步调节,然后启动夹持座3顶部的驱动气缸6,六个驱动气缸6用相同的力向前推动,带动滚珠11抵接在工件的表面,带动工件在承接球14的表面运动,进行位置的调节,工件抵接在滚珠11的表面,滚珠11收回挤压滑动块8,在复位弹簧12的推力下,滚珠11受到凹槽9的限位,抵接在工件的表面此时工件被居中,然后启动顶升气缸15,带动转动架17在固定架16上转动,转动架17向下转动挤压在工件的顶部,配合底部承接球14的挤压对工件进行定位,然后通过粗车组件进行粗车,在进行粗车时,当需要对工件的表面进行旋转时,稍微收回驱动气缸6,带动滚珠11收回一公分,此时对工件进行转动,工件在滚珠11和承接球14的导向下转动进行角度调节,然后将驱动气缸6固定进行加工。
24.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1