一种空调散热片自动切割装置的制作方法
1.本发明涉及自动切割装置技术领域,特别涉及一种空调散热片自动切割装置。
背景技术:
2.空调的散热片大部分组成方式由外机进行压缩和散热,而外机散热过程中往往需要进行通风和翅片进行物理降温,现阶段的物理降温翅片多为波浪形的金属材料制备而成,在制备翅片过程中往往需要进行上料,切割,冲压成型等工艺步骤,但是这种设备在市场上为独立生产形式,故在工作时候需要对材料额外进行人工转运,较为麻烦。
3.公开号为cn211438360u的中国实用新型专利公开了一种散热片翅片的切割装置,包括工作台,所述工作台上设有工装夹具,用于固定散热片;所述工装夹具的一侧设有推动气缸,所述工装夹具的另一侧设有锯片;所述锯片与电机匹配连接,所述电机底部还设有升降座,用于调整所述锯片的高度;所述工装夹具包括第一限位板和第二限位板;所述推动气缸的输出端与所述第一限位或与所述第二限位板固定连接,此实用新型虽然能够对散热片进行加工,但无法对散热片宽度进行调节,且使用的为锯片切割增加了机械切割产生的锯片损耗,且效率低下,且装夹送料过于繁琐,为增加生产效率,需要设计一种空调散热片的自动切割加工装置。
技术实现要素:
4.鉴于上述技术中存在的问题,本发明提出一种空调散热片自动切割装置。
5.本发明针对上述技术问题,本发明采用的技术方案为:一种空调散热片自动切割装置,包括放料组件和定位组件,所述的放料组件上设置有上料组件,所述的放料组件包括多组支撑柱,所述的多组支撑柱上滑动设置有一个滑动板,所述的滑动板与支撑柱之间设置有支撑弹簧,所述的支撑柱上设置有放置箱,所述的放置箱两侧均设置有一组滑动槽,所述的滑动板上设置有顶柱二与多组顶柱一,所述的顶柱二和顶柱一与放置箱滑动连接,所述的放置箱内设置有多组料板,所述的放置箱上设置有定位推压机构,所述的滑动槽上设置有上料组件,所述的定位组件包括支撑板,支撑板上设置有切割电机,切割电机的输出轴上设置有丝杠,所述的支撑板上设置有多组滑动柱,所述的滑动柱上设置有定位切割机构,所述的定位组件侧边设置有定形组件,所述的定形组件包括安装在支撑板侧边的定形支架,所述的定形支架下端设置有挤压模具,所述的定形支架上设置有挤压机构,所述的挤压机构内包括与连接杆连接的滑动块二,通过支撑板和放置箱的位置设定,自动对料板进行定位。
6.进一步的,所述的定位推压机构包括安装在放置箱靠近滑动板一端的固定盘,所述的固定盘上转动设置有转动盘和转动杆,所述的转动杆与转动盘同轴连接,所述的转动盘通过顶动杆与滑动板连接,所述的滑动板两端分别与转动盘和滑动板转动连接,所述的固定盘上设置有限位外壳,所述的限位外壳内滑动设置有限位扭柱,所述的限位扭柱上设置有限位块,所述的限位外壳上设置有滑动凹槽,所述的限位块在滑动凹槽内滑动,自动对
料板进行顶压,使料板始终与上料带紧贴,保证上料的完整性。
7.进一步的,所述的转动盘上设置有限位孔,所述的限位扭柱间歇与转动盘上的限位孔贴合,方便对料板进行填充。
8.进一步的,所述的上料组件包括滑动安装在滑动槽上的限位板,所述的限位板上转动设置有固定柱,两组限位板其中一组上设置有上料电机,所述的上料组件还包括三组两端均转动安装在限位板上的上料辊,所述的上料辊上设置有上料带,三组上料辊其中一组与上料电机的输出轴连接,通过滑动的限位板调节料板的切割宽度。
9.进一步的,所述的滑动槽内滑动设置有紧固块,所述的固定柱与紧固块转动连接。
10.进一步的,所述的定位切割机构包括滑动安装在滑动柱上的滑动块一,所述的滑动块一上设置有连接杆、激光切割头、推料板,所述的放置箱靠近切割电机的一侧设置有格挡板,所述的格挡板远离激光切割头的一端与推料板靠近激光切割头的一端贴合,所述的支撑板上还设置有多组支撑块,所述的支撑块上设置有放置板,所述的推料板与放置板间歇贴合,对料板进行切割,且保证切割的连贯性。
11.进一步的,所述的挤压机构包括滑动块二,滑动块二滑动安装在定形支架上,所述的定形支架上设置有多组挤压柱,所述的挤压柱上滑动设置有挤压块,所述的挤压块下端与挤压模具间歇贴合,所述的挤压块靠近滑动块二的一侧设置有滑动杆,所述的滑动杆滑动安装在定形支架上,所述的滑动杆与定形支架之间设置有升降弹簧,所述的滑动块二下端设置有挤压板,所述的挤压板与滑动杆间歇贴合,能够对不同宽度的料板进行冲压,且挤压机构与定位切割机构同步运动,提高散热片的制造效率。
12.进一步的,所述的挤压模具靠近挤压块的一端设置有尖端凹槽,所述的挤压块靠近挤压模具的一端设置有尖端凸起,将料板冲压成散热鳍片的波纹形状。
13.本发明与现有技术相比的有益效果为:(1)本发明通过设置的放料组件能够同时放置多组料板,且保证料板上料的连贯性;(2)本发明通过设置的上料组件能够不间断对料板进行上料,且能够调整料板切割宽度;(3)本发明通过设置的定位组件能够对料板切割宽度进行定位,且对料板进行切割,提高切割加工效率;(4)本发明通过设置的定形组件能够与定位组件同步工作,将切割后的料板冲压成散热鳍片的波纹的形状,提高散热片的加工效率。
附图说明
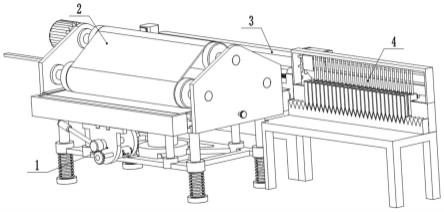
14.图1为本发明整体示意图。
15.图2为本发明放料组件结构示意图。
16.图3为本发明放料组件局部结构示意图。
17.图4为图3中a处放大图。
18.图5为本发明放料组件结构剖视图。
19.图6为本发明上料组件结构示意图。
20.图7为本发明上料组件结构剖视图。
21.图8为本发明定位组件结构示意图。
22.图9为本发明定位组件左视图。
23.图10为本发明定位组件局部结构示意图。
24.图11为图10中b处放大示意图。
25.图12为本发明定形组件结构示意图。
26.图13为本发明定形组件局部结构示意图。
27.附图标记:1-放料组件;2-上料组件;3-定位组件;4-定形组件;101-支撑柱;102-滑动板;103-支撑弹簧;104-放置箱;105-顶柱一;106-料板;107-滑动槽;108-固定盘;109-转动杆;110-限位扭柱;111-转动盘;112-顶动杆;113-限位外壳;114-限位块;115-滑动凹槽;116-顶柱二;201-限位板;202-固定柱;203-上料电机;204-上料辊;205-上料带;301-支撑板;302-切割电机;303-滑动柱;304-丝杠;305-滑动块一;306-连接杆;307-激光切割头;308-推料板;309-格挡板;310-放置板;311-支撑块;401-定形支架;402-挤压模具;403-挤压块;404-挤压柱;405-滑动块二;406-挤压板;407-滑动杆;408-升降弹簧。
具体实施方式
28.下面结合附图和示例性实施例对本发明所述装置的具体实施方式作进一步地描述。
29.实施例:如图1所示,一种空调散热片自动切割装置,包括能够放置多组料板且能够自动填料的放料组件1,放料组件1上设置有自动将料板进行传输的上料组件2,放料组件1侧边设置有对料板进行宽度定位并切割的定位组件3,定位组件3侧边设置有将料板进行加工的定形组件4。
30.如图1~图5所示,放料组件1包括四组支撑柱101,四组支撑柱101上滑动设置有一组滑动板102,滑动板102与支撑柱101之间设置有支撑弹簧103,滑动板102上设置有四组顶柱一105,顶柱一105中段设置有一组顶柱二116,所示的顶柱二116和顶柱一105与放置箱104滑动连接,顶柱一105与顶柱二116上均设置有推动盘,推动盘与料板106贴合,支撑柱101上端设置有放置箱104,放置箱104两侧均设置有一组滑动槽107,放置箱104内设置有多组料板106,放置箱104靠近滑动板102的一端设置有固定盘108,固定盘108上转动设置有转动盘111和转动杆109,转动杆109与转动盘111同轴连接,顶动杆112一端转动安装在转动盘111上,顶动杆112另一端转动安装在滑动板102上,固定盘108上设置有限位外壳113,限位外壳113内滑动设置有限位扭柱110,限位扭柱110与限位外壳113之间设置有限位弹簧,限位扭柱110上设置有限位块114,限位外壳113上设置有滑动凹槽115,限位块114在滑动凹槽115内滑动,转动盘111上设置有限位孔,限位扭柱110间歇与转动盘111上的限位孔间歇贴合,需要将料板106放置在放置箱104内时,扭动转动杆109,转动杆109带动转动盘111转动,转动盘111带动顶动杆112转动,顶动杆112带动滑动板102在支撑柱101上滑动,滑动板102向下移动时挤压支撑弹簧103,当转动盘111上的限位孔与限位扭柱110贴合时,限位弹簧带动限位扭柱110在限位外壳113内滑动,限位扭柱110带动限位块114在滑动凹槽115内滑动,限位扭柱110插进转动盘111的限位孔内并限制转动盘111的转动,此时将多组料板106放置在放置箱104内,随后扭动并拉出限位扭柱110,限位扭柱110带动限位块114在滑动凹槽115内滑动并解除对转动盘111的固定,此时支撑弹簧103的形变恢复力带动滑动板102在支撑柱101上复位,滑动板102带动顶柱一105和顶柱二116对多组料板106进行挤压,使料板106紧贴上料带205。
31.如图1、图6和图7所示,上料组件2包括两组限位板201,两组限位板201均安装在两
组滑动槽107上,限位板201上转动设置有固定柱202,滑动槽107内滑动设置有紧固块,固定柱202一端与限位板201连接,固定柱202另一端与紧固块转动连接,两组限位板201其中一组上设置有上料电机203,限位板201上转动设置有三组上料辊204,上料辊204两端均转动安装在两组限位板201上,上料辊204上设置有上料带205,三组上料辊204其中一组与上料电机203的输出轴连接,需要对料板106进行上料时,启动上料电机203,上料电机203带动上料辊204转动,上料辊204带动上料带205转动,放料组件1使料板106始终与上料带205紧贴,上料带205转动时带动料板106移动,当需要对料板106的上料宽度进行调节时,拧动固定柱202,使固定柱202与紧固块解除固定,移动两组限位板201,使限位板201在滑动槽107上滑动,调节限位板201与支撑板301之间的距离,调节完成后拧动固定柱202,使固定柱202与紧固块固定,此时限位板201同时被固定,完成料板106上料宽度调节。
32.如图1和图8至图11所示,定位组件3包括支撑板301,支撑板301安装在支撑柱101侧边,支撑板301上设置有切割电机302,切割电机302的输出轴上设置有丝杠304,支撑板301上设置有两组滑动柱303,滑动柱303上滑动设置有滑动块一305,滑动块一305上设置有连接杆306、激光切割头307、推料板308,放置箱104靠近切割电机302的一侧设置有格挡板309,格挡板309远离激光切割头307的一端与推料板308靠近激光切割头307的一端贴合,支撑板301上还设置有多组支撑块311,支撑块311上设置有放置板310,推料板308与放置板310间歇贴合,第一次对料板106进行切割时,上料组件2带动料板106与支撑板301贴合,上料组件2停止工作,此时对料板106的宽度进行定位完成,启动切割电机302,切割电机302带动丝杠304转动,丝杠304带动滑动块一305在滑动柱303上滑动,滑动块一305滑动时带动激光切割头307移动,激光切割头307启动对料板106进行切割,当滑动块一305带动激光切割头307远离切割电机302时,滑动块一305同时带动推料板308和连接杆306远离切割电机302,此时激光切割头307对料板106进行切割,此时被切割下的料板106掉落在推料板308上,当滑动块一305带动激光切割头307靠近切割电机302时,激光切割头307停止对料板106进行切割,此时切割下来的料板106放置在推料板308上,当滑动块一305带动推料板308靠近切割电机302时,通过格挡板309的设置,格挡板309将推料板308上切割下来的料板106阻挡,使切割下来的料板106掉落在放置板310上,再次对料板106进行切割时,滑动块一305带动激光切割头307和推料板308远离切割电机302,此时放置板310上有被切割完成的料板106,通过推料板308的移动,推料板308推动被切割后的料板106在放置板310上移动,将被切割后的料板106推进定形组件4内进行挤压。
33.如图1、图12和图13所示,定形组件4包括安装在支撑板301侧边的定形支架401,定形支架401下端设置有挤压模具402,定形支架401上滑动设置有滑动块二405,定形支架401上设置有多组挤压柱404,挤压柱404上滑动设置有挤压块403,挤压块403与挤压模具402间歇贴合,挤压块403靠近挤压模具402的一端设置有尖端凸起,挤压模具402靠近挤压块403的一端设置有尖端凹槽,挤压块403上的尖端凸起与挤压模具402上的尖端凹槽间歇贴合,挤压块403靠近滑动块二405的一侧设置有滑动杆407,滑动杆407滑动安装在定形支架401上,滑动杆407与定形支架401之间设置有升降弹簧408,滑动块二405下端设置有挤压板406,挤压板406与滑动杆407间歇贴合,初始状态下挤压板406与滑动杆407贴合并挤压升降弹簧408,使挤压块403上的尖端凸起与挤压模具402上的尖端凹槽贴合,当连接杆306远离切割电机302时,连接杆306带动滑动块二405移动,滑动块二405带动挤压板406移动,挤压
板406解除对滑动杆407的挤压,滑动杆407通过升降弹簧408的形变恢复力带动挤压块403在挤压柱404上滑动,使挤压块403上的尖端凸起与挤压模具402上的尖端凹槽解除贴合,当连接杆306靠近切割电机302时,连接杆306带动滑动块二405与挤压板406移动,挤压板406对滑动杆407进行挤压,滑动杆407带动挤压块403在挤压柱404上滑动,使挤压块403上的尖端凸起与挤压模具402上的尖端凹槽贴合,对切割后的料板106进行加工。
34.工作原理:工作时,扭动转动杆109,转动杆109带动转动盘111转动,转动盘111带动顶动杆112转动,顶动杆112带动滑动板102在支撑柱101上滑动,滑动板102向下移动时挤压支撑弹簧103,当转动盘111上的限位孔与限位扭柱110贴合时,限位弹簧带动限位扭柱110在限位外壳113内滑动,限位扭柱110带动限位块114在滑动凹槽115内滑动,限位扭柱110插进转动盘111的限位孔内并限制转动盘111的转动,此时将多组料板106放置在放置箱104内,随后扭动并拉出限位扭柱110,限位扭柱110带动限位块114在滑动凹槽115内滑动并解除对转动盘111的固定,此时支撑弹簧103的形变恢复力带动滑动板102在支撑柱101上复位,滑动板102带动顶柱一105和顶柱二116对多组料板106进行挤压,使料板106紧贴上料带205,启动上料电机203,上料电机203带动上料辊204转动,上料辊204带动上料带205转动,放料组件1使料板106始终与上料带205紧贴,上料带205转动时带动料板106移动,上料带205带动料板106与支撑板301贴合,上料电机203停止工作,此时对料板106的宽度进行定位完成,当需要对料板106的上料宽度进行调节时,拧动固定柱202,使固定柱202与紧固块解除固定,移动两组限位板201,使限位板201在滑动槽107上滑动,调节限位板201与支撑板301之间的距离,调节完成后拧动固定柱202,使固定柱202与紧固块固定,此时限位板201同时被固定,完成料板106上料宽度调节,启动切割电机302,切割电机302带动丝杠304转动,丝杠304带动滑动块一305在滑动柱303上滑动,滑动块一305滑动时带动激光切割头307移动,激光切割头307启动对料板106进行切割,当滑动块一305带动激光切割头307远离切割电机302时,滑动块一305同时带动推料板308和连接杆306远离切割电机302,此时激光切割头307对料板106进行切割,此时被切割下的料板106掉落在推料板308上,当滑动块一305带动激光切割头307靠近切割电机302时,激光切割头307停止对料板106进行切割,此时切割下来的料板106放置在推料板308上,当滑动块一305带动推料板308靠近切割电机302时,通过格挡板309的设置,格挡板309将推料板308上切割下来的料板106阻挡,使切割下来的料板106掉落在放置板310上,再次对料板106进行切割时,滑动块一305带动激光切割头307和推料板308远离切割电机302,此时放置板310上有被切割完成的料板106,通过推料板308的移动,推料板308推动被切割后的料板106在放置板310上移动,将被切割后的料板106推动至挤压模具402上,当连接杆306远离切割电机302的同时,连接杆306带动滑动块二405移动,滑动块二405带动挤压板406移动,挤压板406解除对滑动杆407的挤压,滑动杆407通过升降弹簧408的形变恢复力带动挤压块403在挤压柱404上滑动,使挤压块403上的尖端凸起与挤压模具402上的尖端凹槽解除贴合,此时被切割后的料板106同时被放置在挤压模具402上,当连接杆306靠近切割电机302同时,连接杆306带动滑动块二405与挤压板406移动,挤压板406对滑动杆407进行挤压,滑动杆407带动挤压块403在挤压柱404上滑动,使挤压块403上的尖端凸起与挤压模具402上的尖端凹槽贴合,对切割后的料板106进行加工,将切割后的料板106冲压成散热鳍片的波纹形状,随后将成品料取下。
35.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不
经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1