环抱剪切设备的制作方法
环抱剪切设备
1.技术领域
2.本发明涉及一种用于棒料剪切切断的剪切设备。
背景技术:
3.长的棒料需要经过定长的剪切切断,才能方便应用于后续的工业加工生产。目前,经常会利用液压动力的剪切设备来对棒料进行剪切切断,其动作过程是:首先经加热的棒料从模具的棒料穿孔外伸伸出一定长度,然后半圆剪切刀由液压油缸推动快速向下,将外伸伸出棒料穿孔的棒料进行定长的剪切切断。为减小棒料切断时棒料端部的变形,棒料一般只加温到700度左右(如果加温温度过高,虽然剪切力会小,但棒料切断端部会产生很大变形),此时剪切力需要较大,并且实际上棒料切断端部还是会有一定程度变形而导致不平整(究其原因主要有二:一是剪切力大,棒料端部受冲击大导致变形;二是为了方便棒料活动穿过模具的棒料穿孔,棒料穿孔的孔径要大于棒料外径,两者之间存在间隙,在剪切刀对棒料进行剪切切断时,棒料不能得到有效固定,也容易造成棒料端部变形),这些端部不平整的棒料在后续工业加工生产时会造成较大浪费。另外,如果上述切断的棒料被应用于锻造轴承壳体,那么这些切断棒料还需再次加温到锻造所需的温度例如1200度,以便于棒料压扁及中间锻孔,工序多,浪费能源。
技术实现要素:
4.鉴于现有技术的不足,本发明要解决的技术问题是在于提供一种可使棒料切断端部更加平整,减小剪切力,同时对于锻造轴承壳体用料来说,可节省工序、节约能源的环抱剪切设备。
5.为解决上述技术问题,本发明是采取如下技术方案来完成的:环抱剪切设备,包括模具,模具设置前后方向的棒料穿孔,特征在于:模具的前侧方向设有半圆剪切刀和半圆抱紧块,半圆剪切刀位于半圆抱紧块的正上方,半圆剪切刀由主油缸推动进行上下活动,半圆抱紧块与辅助缸连接,半圆抱紧块设有半圆抱紧面与半圆剪切刀的剪切半圆相对应;剪切工作时,半圆剪切刀和半圆抱紧块将棒料环抱抱紧后再对棒料进行剪切切断。
6.所述模具为分体式模具,分体式模具的上半模和下半模在剪切工作前为非闭合状态;剪切工作时,分体式模具的上半模和下半模由锁紧装置进行锁紧闭合。
7.分体式模具的正前方设有挡料杆,挡料杆作前后方向的弹性伸缩活动,有棒料到位检测开关检测挡料杆的位置情况。
8.锁紧装置包括锁紧块和锁紧缸,锁紧块与锁紧缸连接,锁紧缸安装于主油缸推动的滑块上。
9.采用上述技术方案后,环抱剪切设备的工作过程是:送料机构向前推动棒料(棒料
可直接加温到锻造所需的温度例如1200度),棒料的前端端部通过分体式模具的棒料穿孔与挡料杆相抵,当外伸伸出棒料穿孔的棒料长度达到设定值时,棒料到位检测开关发出信号,送料机构停止棒料的送料,这时主油缸推动滑块及连接于滑块底部的半圆剪切刀快速向下(此时辅助缸的推动杆向外顶出,半圆抱紧块的半圆中心与分体式模具下半模的半圆中心处于等高并对齐状态),当半圆剪切刀快要靠近半圆抱紧块时,锁紧装置的锁紧块提前抵压分体式模具的上半模,使分体式模具的上半模和下半模锁紧闭合,棒料在棒料穿孔内被压紧固定,随着主油缸继续向下,半圆剪切刀靠近半圆抱紧块,两者共同将棒料进行环抱抱紧,接着液压系统的蓄能器释放,主油缸快速推动半圆剪切刀、半圆抱紧块和被环抱抱紧的棒料共同向下,半圆剪切刀对棒料进行剪切切断。上述的剪切切断过程,棒料直接被加温到较高温度,剪切力会较小,由于棒料端部被切断时始终有半圆剪切刀和半圆抱紧块对棒料进行环抱抱紧,并且棒料在棒料穿孔内被有效压紧固定,所以可使棒料的切断端部变形小、更加平整;另外,当这些切断棒料直接被应用于锻造轴承壳体时,不需再次加温到锻造所需的温度例如1200度,节省工序,节约能源;在对棒料进行剪切切断后,主油缸回位,锁紧装置松开对分体式模具上半模的锁紧,分体式模具的上半模和下半模会相互分开,接着送料机构可以再次向前推动棒料,重复上述动作过程,完成环抱剪切设备的自动生产。
10.作为优选,分体式模具的上半模和下半模之间设有弹簧,弹簧向上推动上半模使上下半模相互分开,下半模固定设置。上述设计可使分体式模具的上半模和下半模在剪切工作前为非闭合状态,在剪切工作时能够被锁紧装置快速进行锁紧,结构简单,动作可靠。
11.作为优选,半圆剪切刀的前侧下方设有对剪切切断的棒料进行送出的出料导板,出料导板处设置分料板,分料板由分料气缸推动进行分料动作。用于把不合格的棒料分离出来。
附图说明
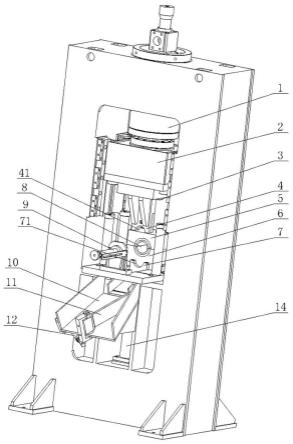
12.本发明有如下附图:图1为本发明的立体结构图,图2为图1的背面方向视图。
具体实施方式
13.如图所示,本发明的环抱剪切设备,包括分体式模具,分体式模具的上半模5和下半模6在剪切工作前为非闭合状态,分体式模具的上半模5和下半模6之间设有弹簧,弹簧向上推动上半模5使上半模5、下半模6相互分开,下半模6固定设置,分体式模具的上半模5和下半模6在结合面上设置棒料穿孔8,棒料穿孔8前后方向布设;分体式模具的前侧方向设有半圆剪切刀4和半圆抱紧块7,半圆剪切刀4位于半圆抱紧块7的正上方,半圆剪切刀4由主油缸1推动进行上下活动,半圆剪切刀4连接于滑块2的底部,滑块2与主油缸1连接,半圆抱紧块7与辅助缸14连接,半圆抱紧块7设有半圆抱紧面71与半圆剪切刀4的剪切半圆41相对应,用于对经过的棒料进行环抱抱紧;剪切工作时,分体式模具的上半模5和下半模6由锁紧装置进行锁紧闭合,锁紧装置包括锁紧块3和锁紧缸13,锁紧块3与锁紧缸13连接,锁紧缸13安装于滑块2上,分体式模具的正前方设有挡料装置9,挡料装置9包括挡料杆,挡料杆作前后方向的弹性伸缩活动,有棒料到位检测开关检测挡料杆的位置情况,半圆剪切刀4的前侧下
方设有对剪切切断的棒料进行送出的出料导板10,出料导板10处设置分料板11,分料板11由分料气缸12推动进行分料动作,用于把不合格的棒料分离出来。
14.上述环抱剪切设备是这样进行工作的:工作过程是:送料机构向前推动棒料(棒料可直接加温到锻造所需的温度例如1200度),棒料的前端端部通过分体式模具的棒料穿孔与挡料杆相抵,当外伸伸出棒料穿孔的棒料长度达到设定值时,棒料到位检测开关发出信号,送料机构停止棒料的送料,这时主油缸推动滑块及连接于滑块底部的半圆剪切刀快速向下(此时辅助缸的推动杆向外顶出,半圆抱紧块的半圆中心与分体式模具下半模的半圆中心处于等高并对齐状态),当半圆剪切刀快要靠近半圆抱紧块时,锁紧装置的锁紧块提前抵压分体式模具的上半模,使分体式模具的上半模和下半模锁紧闭合,棒料在棒料穿孔内被压紧固定,随着主油缸继续向下,半圆剪切刀靠近半圆抱紧块,两者共同将棒料进行环抱抱紧,接着液压系统的蓄能器释放,主油缸推动半圆剪切刀、半圆抱紧块和被环抱抱紧的棒料共同向下,半圆剪切刀对棒料进行剪切切断,当棒料被剪切切断后,棒料通过出料导板被往外送出,分料板起到分料作用;最后主油缸回位,锁紧装置松开对分体式模具上半模的锁紧,分体式模具的上半模和下半模会相互分开,接着送料机构可以再次向前推动棒料,重复上述动作过程,完成环抱剪切设备的自动生产。
技术特征:
1.环抱剪切设备,包括模具,模具设置前后方向的棒料穿孔,特征在于:模具的前侧方向设有半圆剪切刀和半圆抱紧块,半圆剪切刀位于半圆抱紧块的正上方,半圆剪切刀由主油缸推动进行上下活动,半圆抱紧块与辅助缸连接,半圆抱紧块设有半圆抱紧面与半圆剪切刀的剪切半圆相对应;剪切工作时,半圆剪切刀和半圆抱紧块将棒料环抱抱紧后再对棒料进行剪切切断。2.如权利要求1所述的环抱剪切设备,其特征在于:所述模具为分体式模具,分体式模具的上半模和下半模在剪切工作前为非闭合状态;剪切工作时,分体式模具的上半模和下半模由锁紧装置进行锁紧闭合。3.如权利要求1或2所述的环抱剪切设备,其特征在于:所述模具的正前方设有挡料杆,挡料杆作前后方向的弹性伸缩活动,有棒料到位检测开关检测挡料杆的位置情况。4.如权利要求2所述的环抱剪切设备,其特征在于:锁紧装置包括锁紧块和锁紧缸,锁紧块与锁紧缸连接,锁紧缸安装于主油缸推动的滑块上。5.如权利要求2所述的环抱剪切设备,其特征在于:分体式模具的上半模和下半模之间设有弹簧,弹簧向上推动上半模使上下半模相互分开,下半模固定设置。6.如权利要求1或2所述的环抱剪切设备,其特征在于:半圆剪切刀的前侧下方设有对剪切切断的棒料进行送出的出料导板,出料导板处设置分料板,分料板由分料气缸推动进行分料动作。
技术总结
本发明公开了环抱剪切设备,包括模具,模具设置前后方向的棒料穿孔,特征在于:模具的前侧方向设有半圆剪切刀和半圆抱紧块,半圆剪切刀位于半圆抱紧块的正上方,半圆剪切刀由主油缸推动进行上下活动,半圆抱紧块与辅助缸连接,半圆抱紧块设有半圆抱紧面与半圆剪切刀的剪切半圆相对应,所述模具为分体式模具,分体式模具的上半模和下半模在剪切工作前为非闭合状态;剪切工作时,分体式模具的上半模和下半模由锁紧装置进行锁紧闭合,半圆剪切刀和半圆抱紧块将棒料环抱抱紧后再对棒料进行剪切切断。本发明可使棒料切断端部更加平整,减小剪切力,同时对于锻造轴承壳体用料来说,可节省工序、节约能源。节约能源。节约能源。
技术研发人员:朱瑞炜 张特 尹永强
受保护的技术使用者:瑞安市华大液压机械厂
技术研发日:2022.05.30
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1