一种不锈钢复合板的焊接方法与流程
1.本技术涉及焊接技术领域,具体涉及一种不锈钢复合板的焊接方法。
背景技术:
2.不锈钢复合钢板是以碳钢(或低合金钢)为基层与不锈钢为复合层复合轧制(或爆炸)结合而成的双金属,主要特点是具有良好的耐腐蚀性,且成本低,可以进行热压、冷弯、切割、焊接等各种加工,有良好的工艺性能,广泛用于石油化工、冶金、食品、建筑、核工业等领域;同时,不锈钢复合钢板作为一种资源节约型钢种,可节约2/3以上的不锈钢,从而减少贵重金属的消耗,大幅度降低工程造价,实现低成本和高性能的完美结合,具有良好的经济和社会效益。
3.不锈钢复合钢按常规的焊接方法通常采用手工电弧焊,但手工电弧焊的焊接效率低、焊接质量差,用工成本高,且不锈钢复合钢板也易失去它原有的综合性能,焊工的劳动强度大。当碳钢焊条焊接基层时,由于操作不规范熔化不锈钢复层,铬镍合金元素渗入焊缝导致焊缝金属硬度增加、塑性降低容易产生裂纹;当不锈钢焊条焊接复层时,同样因操作不规范可能熔化基层使焊缝金属成分稀释,从而降低焊缝金属的塑性和耐腐蚀性能,且焊接不锈钢复合板复层和基层之间的过渡层时,焊接也不牢固。
技术实现要素:
4.为此,本技术提供一种不锈钢复合板的焊接方法,以解决现有技术存在的手工电弧焊的焊接效率低、焊接质量差及焊工的劳动强度大、用工成本高的问题。
5.为了实现上述目的,本技术提供如下技术方案:
6.一种不锈钢复合板的焊接方法,其特殊之处在于,包括:不锈钢复合板,所述不锈钢复合板包括基层和复层,所述基层和复层之间通过过渡层连接;
7.在焊接过程中,焊接步骤如下:
8.步骤一、对所述不锈钢复合板进行切割及加工坡口;所述坡口为v型坡口,坡口的角度为60
±5°
,坡口的间隙为0-1mm;
9.步骤二、焊接基层;基层的焊缝包括由内至外依次设置的第三焊层、第二焊层、第一焊层和第四焊层,先对第一焊层采用手工电弧焊进行焊接,再依次对第二焊层、第三焊层采用埋弧自动焊进行焊接;
10.步骤三、待基层坡口内焊接完成后,背面采用碳弧气刨清根铲除、砂轮机打磨的方式进行渗碳层修磨,露出金属光泽;
11.步骤四、对第四焊层采用埋弧自动焊进行焊接;
12.步骤五、采用埋弧自动焊焊接过渡层,且过渡层的焊缝为第五焊层;
13.步骤六、采用埋弧自动焊焊接复层,且复层的焊缝为第六焊层。
14.可选地,所述基层为碳钢,所述复层为不锈钢。
15.可选地,所述碳钢采用q345r,不锈钢采用s31603。
16.可选地,所述基层的厚度为10mm-50mm,复层的厚度为1mm-5mm。
17.可选地,步骤二中,所述第一焊层在进行手工电弧焊时,采用j507焊条,电流强度为150a-200a,电弧电压为26v-28v,焊接速度为12cm/min-16cm/min。
18.可选地,步骤二中,所述第二焊层、第三焊层在进行埋弧自动焊时,采用h10mn2焊丝,焊剂为hj101焊剂,电流强度为550a-570a,电弧电压为32v-35v,焊接速度为35cm/min-42cm/min;
19.步骤四中,所述第四焊层在进行埋弧自动焊时,采用h10mn2焊丝,焊剂为hj101焊剂,电流强度为550a-570a,电弧电压为32v-35v,焊接速度为35cm/min-42cm/min。
20.可选地,步骤五中,所述过渡层在进行埋弧自动焊时,采用er309焊丝,焊剂为jwf601a焊剂,电流强度为250a-320a,电弧电压为30v-35v,焊接速度为30cm/min-33cm/min。
21.可选地,步骤六中,所述复层在进行埋弧自动焊时,采用er316l焊丝,焊剂为jwf601a焊剂,电流强度为350a-400a,电弧电压为32v-37v,焊接速度为33cm/min-35cm/min。
22.可选地,在焊接复层时的温度小于100℃。
23.可选地,所述第六焊层有两道焊缝。
24.相比现有技术,本技术至少具有以下有益效果:
25.1、本技术采用v型坡口,坡口形式简单,方便加工;基层焊缝分为四层,第一焊层采用手工电弧焊先进行焊接,再依次对第二焊层、第三焊层采用埋弧自动焊进行焊接;然后背面进行清根打磨,对第四焊层采用埋弧自动焊进行焊接;再采用埋弧自动焊依次焊接过渡层、复层;该焊接方法提高了本不锈钢复合板的焊接效率,并保证了其原有的综合性能,焊接质量可靠,具有良好的焊接性能,外观成型美观;同时,减轻了焊工的劳动强度,降低了企业的用工成本;更加节能降耗。
26.2、本技术通过采用合理的焊接工艺参数,使得本不锈钢复合板的焊缝质量、焊缝性能及焊接效率提高。
附图说明
27.为了更直观地说明现有技术以及本技术,下面给出几个示例性的附图。应当理解,附图中所示的具体形状、构造,通常不应视为实现本技术时的限定条件;例如,本领域技术人员基于本技术揭示的技术构思和示例性的附图,有能力对某些单元(部件)的增/减/归属划分、具体形状、位置关系、连接方式、尺寸比例关系等容易作出常规的调整或进一步的优化。
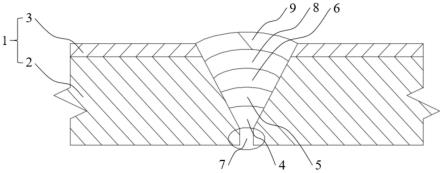
28.图1为本技术实施例一个实施例的结构示意图。
29.附图标记说明:
30.1、不锈钢复合板;2、基层;3、复层;4、第一焊层;5、第二焊层;6、第三焊层;7、第四焊层;8、第五焊层;9、第六焊层。
具体实施方式
31.以下结合附图,通过具体实施例对本技术作进一步详述。
32.在本技术的描述中:除非另有说明,“多个”的含义是两个或两个以上。本技术中的术语“第一”、“第二”、“第三”等旨在区别指代的对象,而不具有技术内涵方面的特别意义(例如,不应理解为对重要程度或次序等的强调)。“包括”、“包含”、“具有”等表述方式,同时还意味着“不限于”(某些单元、部件、材料、步骤等)。
33.本技术中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,通常是为了便于对照附图直观理解,而并非对实际产品中位置关系的绝对限定。在未脱离本技术揭示的技术构思的情况下,这些相对位置关系的改变,当亦视为本技术表述的范畴。
34.本技术的一个实施例,一种不锈钢复合板的焊接方法,如图1所示,包括:不锈钢复合板1,不锈钢复合板1包括基层2和复层3,基层2为碳钢,采用q345r,复层3为不锈钢,采用s31603;基层2和复层3之间通过过渡层连接;
35.在焊接过程中,焊接步骤如下:
36.步骤一、对不锈钢复合板1进行切割及加工坡口;坡口为v型坡口,坡口的角度为60
±5°
,坡口的间隙为0-1mm;
37.不锈钢复合板1的切割及坡口加工宜采用等离子切割或机械加工,如用等离子切割应清理其加工表面;焊接坡口不得有裂纹、分层、夹杂等缺陷,坡口表面及两侧各10mm范围应将水、铁锈、油污和其他有害杂质清理干净;
38.步骤二、焊接基层2,基层2的焊缝包括由内至外依次设置的第三焊层6、第二焊层5、第一焊层4和第四焊层7,先对第一焊层4采用手工电弧焊进行焊接,即基层2采用手工电弧焊封底,再依次对第二焊层5、第三焊层6采用埋弧自动焊进行焊接;
39.步骤三、待基层2坡口内焊接完成后,具体为待基层2焊接至复层3以下1mm-2mm后,背面再采用碳弧气刨清根铲除、砂轮机打磨的方式进行渗碳层修磨,露出金属光泽;
40.步骤四、对第四焊层7采用埋弧自动焊进行焊接;
41.步骤五、采用埋弧自动焊焊接过渡层,且过渡层的焊缝为第五焊层8;
42.步骤六、采用埋弧自动焊焊接复层3,且复层3的焊缝为第六焊层9,第六焊层9有两道焊缝。
43.优选地,基层2的厚度为10mm-50mm,最优选为22mm,复层3的厚度为1mm-5mm,最优选为3mm;第四焊层7为钝边,其厚度为2mm;焊层的数量及厚度根据基层2和复层3的厚度确定。
44.优选地,步骤二中,第一焊层4在进行手工电弧焊时,采用j507焊条,焊条直径为4mm,电流强度为150a-200a,最优选为175a,电弧电压为26v-28v,焊接速度为12cm/min-16cm/min。
45.优选地,步骤二中,第二焊层5、第三焊层6在进行埋弧自动焊时,采用h10mn2焊丝,焊丝直径为4mm,焊剂为hj101焊剂,hj101焊剂为粉末状焊剂,电流强度为550a-570a,电弧电压为32v-35v,焊接速度为35cm/min-42cm/min;
46.步骤四中,第四焊层7在进行埋弧自动焊时,采用h10mn2焊丝,焊剂为hj101焊剂,电流强度为550a-570a,电弧电压为32v-35v,焊接速度为35cm/min-42cm/min。
47.优选地,步骤五中,过渡层在进行埋弧自动焊时,采用er309焊丝,焊丝直径为2.5mm,焊剂为jwf601a焊剂,电流强度为250a-320a,最优选为290a,电弧电压为30v-35v,最优选为33v,焊接速度为30cm/min-33cm/min。
48.优选地,步骤六中,复层3在进行埋弧自动焊时,采用er316l焊丝,焊丝直径为3.2mm,焊剂为jwf601a焊剂,电流强度为350a-400a,最优选为380a,电弧电压为32v-37v,最优选为35v,焊接速度为33cm/min-35cm/min。
49.在步骤二、步骤四、步骤五和步骤六中,焊接基层2、复层3和过渡层时,根据所选基层2、复层3和过渡层的厚度,调整对应的手工电弧焊和埋弧自动焊的焊接工艺参数(电流强度、电弧电压及焊接速度等)。
50.优选地,在焊接复层3时的温度小于100℃。
51.此外,不锈钢复合板1也要复合检验要求,其中:外观检查100%焊缝表面不得有裂纹、气孔、夹渣、未焊透,焊缝成型良好圆滑过渡到母材;100%x射线检测,探伤合格标准按相关标注进行评定。
52.本技术采用v型坡口,坡口形式简单,方便加工;基层焊缝分为四层,第一焊层采用手工电弧焊先进行焊接,再依次对第二焊层、第三焊层采用埋弧自动焊进行焊接;然后背面进行清根、打磨,对第四焊层采用埋弧自动焊进行焊接;再采用埋弧自动焊依次焊接过渡层、复层;该焊接方法提高了本不锈钢复合板的焊接效率,并保证了其原有的综合性能,焊接质量可靠,具有良好的焊接性能,其中100%x射线检测合格率为98.6%,内部质量可靠,和手工电弧焊相比提高工效40%,且外观成型美观,并减轻了焊工的劳动强度,降低了企业的用工成本;更加节能降耗。
53.另外,通过采用合理的焊接工艺参数,使得本不锈钢复合板的焊缝质量、焊缝性能及焊接效率提高。
54.以上实施例的各技术特征可以进行任意的组合(只要这些技术特征的组合不存在矛盾),为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述;这些未明确写出的实施例,也都应当认为是本说明书记载的范围。
55.上文中通过一般性说明及具体实施例对本技术作了较为具体和详细的描述。应当理解,基于本技术的技术构思,还可以对这些具体实施例作出若干常规的调整或进一步的创新;但只要未脱离本技术的技术构思,这些常规的调整或进一步的创新得到的技术方案也同样落入本技术的权利要求保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1