一种温度传感器焊接用摆动式自动接料装置的制作方法
1.本实用新型涉及温度传感器加工设备,尤其是一种温度传感器焊接用摆动式自动接料装置。
背景技术:
2.温度传感器在加工时需要将两根线材之间焊接上芯片。由于夹具夹持焊接后的半成品,直接释放,容易导致半成品撞落到平台上发生损伤。因此需要采用专用的接料装置,将温度传感器半成品进行收纳。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种温度传感器焊接用摆动式自动接料装置,可将焊接后的温度传感器半成品进行集中收集,避免掉落零散或焊接脱落等。
4.为解决上述技术问题,本实用新型所采用的技术方案是:
5.一种温度传感器焊接用摆动式自动接料装置,包括壳体,壳体内安装有间歇摆动机构,间歇摆动机构的输出轴连接有安装板,安装板上固定有气动夹爪,气动夹爪的输出端安装有滑座,滑座滑动设置在滑轨上且一端与夹板连接;两夹板在转动到竖直状态时与夹具上的半成品正对并实现对半成品上部夹持;所述间歇摆动机构包括齿轮齿条传送机构,齿轮齿条传送机构中的齿条通过第一气缸驱动来回移动,齿轮齿条传送机构中的齿轮与安装板同轴连接。
6.所述夹板为l型,夹板的水平部内侧固定有橡胶板。
7.所述齿轮齿条传送机构中的齿条一侧固定有滑块,滑块滑动设置在壳体内壁的轨道上。
8.本实用新型一种温度传感器焊接用摆动式自动接料装置,具有以下技术效果:通过采用齿轮齿条传送机构,可驱动夹板进行间歇摆动;当夹板竖直时,可对半成品进行夹持;当夹板水平时,可将半成品稳定搁置在平台上;该过程通过气动夹爪进行张开或闭合进而对半成品进行夹紧或松开,从而完成接料作业。该结构简单可靠,保证产品稳定从夹具上转移到平台上。
附图说明
9.下面结合附图和实施例对本实用新型作进一步说明:
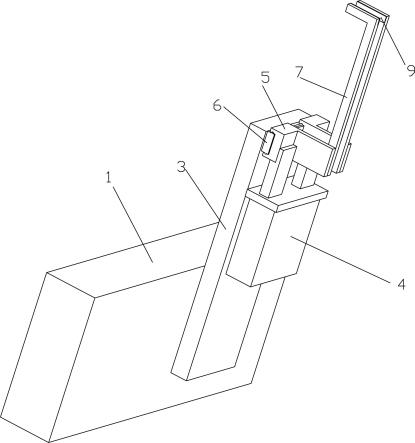
10.图1为本实用新型的结构示意图。
11.图2为本实用新型的局部结构示意图。
12.图3为本实用新型进行夹持的主视图。
13.图4为本实用新型进行夹持的左视图。
14.图5为本实用新型中夹具的结构示意图。
15.图6为本实用新型中夹具的局部结构示意图。
16.图中:壳体1,间歇摆动机构2,安装板3,气动夹爪4,滑座5,滑轨6,夹板7,夹具8,橡胶板9,半成品10,齿轮齿条传送机构2.1,第一气缸2.2。
具体实施方式
17.如图1-2所示,一种温度传感器焊接用摆动式自动接料装置,包括壳体1,壳体1固定在工作台上,壳体1内安装有间歇摆动机构2,间歇摆动机构2包括齿轮齿条传送机构2.1,齿轮齿条传送机构2.1中的齿条通过第一气缸2.2驱动来回移动,齿条一侧固定有滑块2.3,滑块2.3滑动设置轨道2.4上,轨道2.4固定在壳体1内壁上。而齿轮齿条传送机构2.1中的齿轮上端与齿条啮合,齿轮中心安装在输出轴上,输出轴位于壳体1外固定有安装板3。安装板3上固定有气动夹爪4,气动夹爪4的输出端安装有滑座5,滑座5滑动设置在滑轨6上,滑轨6固定在安装板3上。滑座5一端与夹板7连接,夹板7为l型,在两夹板7转动到竖直状态时,转盘带动夹具8运行,使半成品上部的线材恰好位于两夹板7的水平部之间,两夹板7的竖直部位于夹具8的外侧。
18.所述夹板7的水平部内侧固定有橡胶板9。由此可在夹持的时候防止对线材造成损伤。
19.如图5-6所示,这里的夹具8包括基座8.1,基座8.1前端固定有隔板8.2,隔板8.2上部细、下部粗,便于将两根线材4张开。隔板8.2左右设有压板8.3,压板8.3为l型,每个压板8.3水平布置且另一端与竖直的连接板固定连接。连接板中间某位置通过销轴与基座8.1可转动连接。在两连接板上均固定有扇形齿轮8.9,两扇形齿轮8.9的中心位于销轴的中心轴线上,两扇形齿轮8.9之间则相互啮合。另外两压板8.3之间位于铰接点上端连接有压缩弹簧8.4。在一般状态下,通过压缩弹簧8.4的挤压可使得压板8.3紧贴在隔板8.2上。
20.在其中一个压板8.3对应的连接板顶端设有水平部8.10,水平部8.10可通过气缸上的推杆(推杆未与水平部8.10连接)挤压向下移动,这样其中一个连接板顺时针转动,与该连接板连接的压板8.3向外张开。通过两扇形齿轮8.9的传动,另一个压板8.3也向外张开。这样两压板8.3远离隔板8.2,方便线材伸入到压板8.3与隔板8.2之间。当气缸收缩后,通过压缩弹簧8.4的作用,可使得水平部8.10恢复水平,而两压板8.3将线材压紧在隔板8.2的两侧壁上。
21.另外,所述基座8.1下方左右设有夹片8.5,每个夹片8.5另一端与滑块8.6连接,两滑块8.6滑动设置在滑轨8.7上且通过气动夹抓8.8驱动。在一般状态下,气动夹抓8.8未动作,两夹片8.5处于张开状态。前期进行芯片夹持时,当芯片进入到两线材之间后,可通过气动夹抓8.8作用使两夹片8.5靠拢,两夹片8.5对线材挤压,使线材下端弯曲变形,从而对芯片进行夹持。后期进行接料时,两夹片8.5处于张开状态。
22.工作原理及过程:间歇摆动机构2将夹板7摆动到竖直状态,夹具8随转盘转动直到半成品10上部恰好位于两夹板7之间的间隔后,转盘停动。随后,气动夹爪4动作,两夹板7对半成品10进行夹持。夹具8的两压板8.3在气缸的作用下张开。随后,间歇摆动机构2摆动到水平状态(远离夹具8),两夹板7张开,半成品10落到接料平台上。间歇摆动机构2返回到竖直状态,与此同时,转盘转动,下一个夹具8上的半成品10继而又落到两夹板7之间的间隔中。重复上述过程,直到所有半成品10全部取下。
技术特征:
1.一种温度传感器焊接用摆动式自动接料装置,其特征在于:包括壳体(1),壳体(1)内安装有间歇摆动机构(2),间歇摆动机构(2)的输出轴连接有安装板(3),安装板(3)上固定有气动夹爪(4),气动夹爪(4)的输出端安装有滑座(5),滑座(5)滑动设置在滑轨(6)上且一端与夹板(7)连接;两夹板(7)在转动到竖直状态时与夹具(8)上的半成品正对并实现对半成品上部夹持;所述间歇摆动机构(2)包括齿轮齿条传送机构(2.1),齿轮齿条传送机构(2.1)中的齿条通过第一气缸(2.2)驱动来回移动,齿轮齿条传送机构(2.1)中的齿轮与安装板(3)同轴连接。2.根据权利要求1所述的一种温度传感器焊接用摆动式自动接料装置,其特征在于:所述夹板(7)为l型,夹板(7)的水平部内侧固定有橡胶板(9)。3.根据权利要求1所述的一种温度传感器焊接用摆动式自动接料装置,其特征在于:所述齿轮齿条传送机构(2.1)中的齿条一侧固定有滑块(2.3),滑块(2.3)滑动设置在壳体(1)内壁的轨道(2.4)上。
技术总结
一种温度传感器焊接用摆动式自动接料装置,包括壳体,壳体内安装有间歇摆动机构,间歇摆动机构的输出轴连接有安装板,安装板上固定有气动夹爪,气动夹爪的输出端安装有滑座,滑座滑动设置在滑轨上且一端与夹板连接;两夹板在转动到竖直状态时与夹具上的半成品正对并实现对半成品上部夹持;所述间歇摆动机构包括齿轮齿条传送机构,齿轮齿条传送机构中的齿条通过第一气缸驱动来回移动,齿轮齿条传送机构中的齿轮与安装板同轴连接。本实用新型提供的一种温度传感器焊接用摆动式自动接料装置,可将夹具上的半成品安全收集,避免损伤。避免损伤。避免损伤。
技术研发人员:隋中華
受保护的技术使用者:兴勤(宜昌)电子有限公司
技术研发日:2022.03.01
技术公布日:2022/7/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1