扶手连接片自动焊接机的制作方法
1.本实用新型属于办公座椅加工设备领域,尤其涉及一种扶手连接片自动焊接机。
背景技术:
2.座椅的扶手包括扶手主体和支撑扶手主体的扶手管,安装时,扶手主体通过螺丝锁在扶手管上的扶手连接片上,扶手连接片通常通过焊接的方式的固定在扶手管的首端。现有的焊接方式大多通过人工操作进行,焊接后扶手管容易出现歪斜错位的情况,导致成品合格率低。
技术实现要素:
3.本实用新型的目的在于提出一种扶手连接片自动焊接机,用于将扶手连接片焊接在扶手管的首端,其包括用于放置扶手连接片和扶手管的放料座。
4.所述扶手连接片自动焊接机还包括连接片固定结构和扶手管固定结构。所述连接片固定结构包括用于将扶手连接片夹在放料座上的连接片夹紧工装。所述扶手管固定结构包括用于固定扶手管的管身的位置的管身固定机构和用于固定扶手管的管端的位置的管端限位机构。
5.本技术方案的扶手连接片自动焊接机,设置了用于将扶手连接片夹在放料座上的连接片夹紧工装、用于固定扶手管的管身的位置的管身固定机构和用于固定扶手管的尾端的位置的管端限位机构,焊接过程,扶手连接片和扶手管的位置相对固定,不易偏移错位,提高成品的合格率。
附图说明
6.图1为本实用新型的扶手连接片和扶手管的配合结构示意图。
7.图2为本实用新型的扶手连接片和扶手管的结构分解图。
8.图3为本实用新型的扶手连接片自动焊接机的结构示意图。
9.图4为本实用新型的放料座的结构示意图。
10.图5为本实用新型的连接片夹紧工装的使用状态示意图。
11.图6为本实用新型的夹合构件与第一驱动构件的配合结构示意图。
12.图7为本实用新型的管端限位机构的结构示意图。
13.图8为本实用新型的管身固定机构和管端限位机构的使用状态示意图。
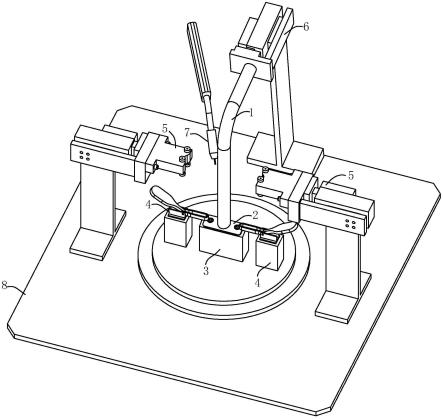
14.图9为本实用新型的扶手连接片自动焊接机的使用状态示意图。
具体实施方式
15.如下结合附图,对本申请方案作进一步描述:
16.参见附图1-9,一种扶手连接片自动焊接机,用于将扶手连接片1焊接在扶手管的首端21,其包括用于放置扶手连接片1和扶手管2的放料座3和对扶手连接片1和扶手管2进
行焊接的焊接头7;所述焊接头7连接有驱动该焊接头7移动的驱动机构(附图未示意)。
17.所述扶手连接片自动焊接机还包括连接片固定结构和扶手管固定结构。
18.所述连接片固定结构包括用于将扶手连接片1夹在放料座3上的连接片夹紧工装4。
19.所述扶手管固定结构包括用于固定扶手管的管身22的位置的管身固定机构5和用于固定扶手管的尾端23的位置的管端限位机构6。
20.本技术方案的扶手连接片自动焊接机,设置了用于将扶手连接片1夹在放料座3上的连接片夹紧工装4、用于固定扶手管的管身22的位置的管身固定机构5和用于固定扶手管的尾端23的位置的管端限位机构6,焊接过程,扶手连接片1和扶手管2的位置相对固定,不易偏移错位,提高成品的合格率。
21.所述扶手连接片1上设有用于与扶手连接的安装孔11以及用于与扶手管2连接的连接孔12;
22.所述放料座3上设有供扶手连接片1的安装孔11套入的定位柱31;
23.所述放料座3上、与扶手连接片1的连接孔12的位置对应处设有供扶手管2的管口插入的环槽32。
24.本技术方案通过在放料座3上设置定位柱31,对扶手连接片1进行基础定位;通过在放料座3上设置环槽32,对扶手管的首端21进行定位。
25.本实施例中,所述扶手连接片1上的安装孔11有两个,对称地分设于连接孔12的两侧。所述扶手连接片1为弧形,所述放料座3的顶面为与扶手连接片1形状对应的弧面。
26.焊接前,先将扶手连接片1放置在放料座3上,且将安装孔11套在定位柱31上定位,然后再将扶手管的首端21穿过连接孔12,嵌插在放料座3的环槽32内定位。
27.所述管身固定机构5包括两个分设于放料座3的两对称侧的夹合构件51。所述管身固定机构5在一夹合状态和一打开状态之间切换;两个夹合构件51于管身固定机构5处于夹合状态时相互靠近以夹紧扶手管的管身22;两个夹合构件51于管身固定机构5处于打开状态时相互远离以松开扶手管的管身22。
28.所述夹合构件51上设有弧形凹槽511;两个夹合构件51的弧形凹槽511相向设置。所述扶手管的管身22于管身固定机构5处于夹合状态时,被夹在两个夹合构件51的弧形凹槽511内。
29.所述管身固定机构5还包括用于驱动夹合构件51进行相互靠近或相互远离活动的第一驱动构件52。
30.于本实施例中,所述第一驱动构件52为伸缩气缸。
31.所述管端限位机构6包括一限位构件61,所述限位构件61上设有凸台611。所述管端限位机构6在一锁定状态和一解锁状态之间切换。所述限位构件61于管端限位机构6处于锁定状态时,与扶手管的尾端23抵靠且所述凸台611插入扶手管的尾端23的管口内;所述限位构件61于管端限位机构6处于解锁状态时,远离扶手管的尾端23且所述凸台611从扶手管的尾端23的管口抽出。
32.本技术方案的管端限位机构6不仅通过与扶手管的尾端23抵靠限制扶手管2前后摆动,还通过凸台611与扶手管2的管口配合限制扶手管2左右摆动。
33.本技术方案分别对扶手管的首端21、管身和末端进行固定,确保扶手管2在焊接过
程的稳定性。
34.所述管端限位机构6还包括用于驱动限位构件61靠近或远离扶手管的尾端23的活动的第二驱动构件62。
35.于本实施例中,所述第二驱动构件62为伸缩气缸。
36.所述连接片夹紧工装4包括底座41和安装在底座41上的夹具42;所述夹具42包括用于压制扶手连接片1的夹片421。
37.本实施例中,所述连接片夹紧工装4有两套,分别设于放料座3的两侧,所述夹具42用于将扶手连接片1的两端夹固在放料座3上。
38.所述放料座3、连接片固定结构和扶手管固定结构均设置在工作台8上。
39.使用时,先打开夹具42,将扶手连接片1放置在放料座3上,且将安装孔11套在定位柱31上,然后关闭夹具42,使夹具42的夹片421压在扶手连接片1的端部上,完成扶手连接片1的位置固定。
40.再将扶手管的首端21穿过连接孔12,嵌插在放料座3的环槽32内;启动管身固定机构5夹紧扶手管的管身22,同时启动管端限位机构6与扶手管的尾端23抵靠,完成扶手管2的位置固定。
41.启动焊接头7,焊接头7根据设定的程序自动移动到扶手管2与扶手连接片1的连接位置,进行焊接。
42.上述优选实施方式应视为本申请方案实施方式的举例说明,凡与本申请方案雷同、近似或以此为基础作出的技术推演、替换、改进等,均应视为本专利的保护范围。
技术特征:
1.一种扶手连接片自动焊接机,用于将扶手连接片焊接在扶手管的首端,其包括用于放置扶手连接片和扶手管的放料座;其特征在于:还包括连接片固定结构和扶手管固定结构;所述连接片固定结构包括用于将扶手连接片夹在放料座上的连接片夹紧工装;所述扶手管固定结构包括用于固定扶手管的管身的位置的管身固定机构和用于固定扶手管的尾端的位置管端限位机构。2.根据权利要求1所述的扶手连接片自动焊接机,其特征在于:所述扶手连接片上设有用于与扶手连接的安装孔以及用于与扶手管连接的连接孔;所述放料座上设有供扶手连接片的安装孔套入的定位柱;所述放料座上、与扶手连接片的连接孔的位置对应处设有供扶手管的管口插入的环槽。3.根据权利要求2所述的扶手连接片自动焊接机,其特征在于:所述管身固定机构包括两个分设于放料座的两对称侧的夹合构件;所述管身固定机构在一夹合状态和一打开状态之间切换;两个夹合构件于管身固定机构处于夹合状态时相互靠近;两个夹合构件于管身固定机构处于打开状态时相互远离。4.根据权利要求3所述的扶手连接片自动焊接机,其特征在于:所述夹合构件上设有弧形凹槽;两个夹合构件的弧形凹槽相向设置。5.根据权利要求3所述的扶手连接片自动焊接机,其特征在于:所述管身固定机构还包括用于驱动夹合构件进行相互靠近或相互远离活动的第一驱动构件。6.根据权利要求2所述的扶手连接片自动焊接机,其特征在于:所述管端限位机构包括一限位构件,所述限位构件上设有凸台;所述管端限位机构在一锁定状态和一解锁状态之间切换;所述限位构件于管端限位机构处于锁定状态时,与扶手管的尾端抵靠且所述凸台插入扶手管的尾端的管口内;所述限位构件于管端限位机构处于解锁状态时,远离扶手管的尾端且所述凸台从扶手管的尾端的管口抽出。7.根据权利要求6所述的扶手连接片自动焊接机,其特征在于:所述管端限位机构还包括用于驱动限位构件靠近或远离扶手管的尾端的活动的第二驱动构件。8.根据权利要求2所述的扶手连接片自动焊接机,其特征在于:所述连接片夹紧工装包括夹具;所述夹具包括用于压制扶手连接片的夹片。
技术总结
本实用新型提出一种扶手连接片自动焊接机,用于将扶手连接片焊接在扶手管的首端,其包括用于放置扶手连接片和扶手管的放料座,还包括连接片固定结构和扶手管固定结构。所述连接片固定结构包括用于将扶手连接片夹在放料座上的连接片夹紧工装。所述扶手管固定结构包括用于固定扶手管的管身的位置的管身固定机构和用于固定扶手管的管端的位置的管端限位机构。本技术方案的扶手连接片自动焊接机,设置了用于将扶手连接片夹在放料座上的连接片夹紧工装、用于固定扶手管的管身的位置的管身固定机构和用于固定扶手管的尾端的位置的管端限位机构,焊接过程,扶手连接片和扶手管相对固定不易偏移错位,提高成品的合格率。提高成品的合格率。提高成品的合格率。
技术研发人员:罗永佳
受保护的技术使用者:中山市金卓金属制品有限公司
技术研发日:2022.03.11
技术公布日:2022/8/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1