防刮伤铣床的制作方法
1.本实用新型涉及一种防刮伤铣床。
背景技术:
2.印刷线路板,即pcb板,是一般电器产品中重要的零件。目前在pcb板的铣床加工中,会产生大量的切削粉尘以及少部分的碎块,且在高速的切割下,因此使得数控铣床内部的清理和清洗变得十分麻烦。
3.在pcb板的生产过程中,pcb板在切割后,pcb板被切割出的槽内会有残余的碎屑,碎屑容易刮伤pcb板表面,因此需要一种防刮伤的pcb板碎屑清洁装置,一般配套设有用于清洁碎屑清洁装置,清洁装置一般为吹气机,因此不会出现清洁介质磨损的问题,并且也不会刮伤pcb板表面,但是现有技术吹风方式单一,方向固定,使得有些方向的碎屑不能够被吹起,无法被清理,例如拐角或者一些死角。
4.现有技术中一般通过防尘罩将工作台罩住,并将吹风管延伸至除尘罩内,除尘罩的固定安装有吸气管,吸气管延伸至除尘罩内,这样防尘罩需要开设供空气流通的孔防止防尘罩内的气压变化剧烈,并且这样的吸气管无法全面清理残留的碎屑,容易刮伤pcb板表面,因此有改进空间。
技术实现要素:
5.针对现有技术例如拐角或者死角的碎屑不能被清理,容易刮伤pcb板表面,本实用新型提供一种具有抽气结构以及吹气装置的防刮伤铣床。
6.为实现上述目的,本实用新型提供一种防刮伤铣床,包括铣头、立柱和铣床底座,所述铣头通过立柱安装在铣床底座上;所述铣床底座上设置有工作台,所述工作台包括有设置在工作台顶部的铣槽;所述铣槽配合设置有烟尘净化装置,所述烟尘净化装置包括设置在铣槽上方的喷气装置,所述烟尘净化装置还包括若干个设在铣槽中的防护件,若干所述防护件沿铣槽平面周向设置,若干所述防护件设置有用于吸收碎屑的抽气孔,所述抽气孔外连接有抽气管,所述抽气管一端设置有用于驱动抽气工作的抽气泵。
7.本实用新型的有益效果是:本次实用新型的防刮伤铣床是一种具有多个设置在工作台周向位置防护件的铣床,本次实用新型的防刮伤铣床不需要设置防尘罩,多个防护件能够在待处理pcb板周围围拢设置,多个防护件开设有朝向铣槽表面的抽气孔,抽气孔与喷气装置配合能够将铣床对pcb板处理产生的碎屑抽走,使用起来更加方便,气体流通的效率更高,并且多个防护件周向设置能够全方面的将残留的碎屑清除,防止碎屑对pcb板刮伤,减少瑕疵,提高pcb板的优品率。
8.进一步地,所述防护件至少设置在铣槽表面的四角,所述防护件设置有与待处理pcb板主体的边角适配的定位槽,所述定位槽槽壁开设有所述抽气孔,所述抽气孔与铣槽表面相平齐。
9.通过采用上述技术方案,防护件设置在工作台四周能够保证全方位的抽气,保证
因钻铣产生的碎屑能够被清除,不存在死角,并能通过定位槽防止pcb板脱离。
10.进一步地,所述定位槽为l型槽,所述抽气孔至少开设在l型槽的两个相垂直的侧壁上,所述抽气孔包括朝向铣槽的抽气口以及连接抽气管的出气口,两个所述抽气孔的抽气通道在防护件内部相连通合并成一个抽气通道,两个所述抽气孔公用一个出气口。
11.通过采用上述技术方案,抽气孔开设在l型槽的两个相垂直的侧壁上,开设单个抽气孔难以保证抽气孔附近的死角被清理,开设两个抽气孔提高清洁效果。
12.进一步地,所述抽气孔的抽气通道大小朝向抽气口方向渐大设置。
13.通过采用上述技术方案,方便碎屑通过类似喇叭口的形状吸入抽气通道中,能够对抽气口附近不易被吸入的碎屑进行清理。
14.进一步地,所述主抽气通道与抽气管连接的一端设置有进气单向阀。
15.通过采用上述技术方案,使气体只能从抽气口向出气口流动,防止气体回流喷出碎屑导致刮伤。
16.进一步地,所述铣槽表面设置有供所述防护件滑动的滑槽,所述防护件与滑槽滑动连接。
17.通过采用上述技术方案,通过滑槽驱使所述防护件将l型槽与待处理pcb板的边角抵接,能够对不同规格大小的pcb板通过滑槽进行滑移定位,渐小抽气孔与切割产生的碎屑的距离,方便清理。
18.进一步地,所述喷气装置包括喷气底座,所述喷气底座上设置有万向头,所述万向头设置有喷气嘴。
19.通过采用上述技术方案,喷气嘴能够通过万向头多方向改变角度,吹风方向多样,减少死角中不易被吹走的碎屑。
附图说明
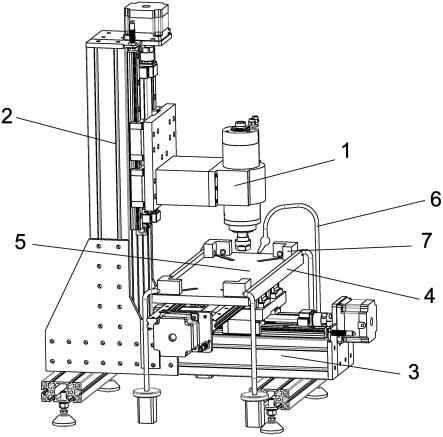
20.图1为本实用新型实施例的立体结构示意图;
21.图2为本实用新型实施例的烟尘净化装置与铣槽结构示意图;
22.图3为本实用新型实施例的防护件内部结构示意图。
具体实施方式
23.下面结合附图对本实用新型实施例作进一步说明,本实用新型防刮伤铣床的实施例如图1-3所示,包括铣头1、立柱2和铣床底座3,所述铣头1通过立柱2安装在铣床底座3上;所述铣床底座3上设置有工作台4,所述工作台4包括有设置在工作台4顶部的铣槽5;所述铣槽5配合设置有烟尘净化装置,所述烟尘净化装置包括设置在铣槽5上方的喷气装置6,所述烟尘净化装置还包括若干个设在铣槽5中的防护件7,若干所述防护件7沿铣槽5平面周向设置,若干所述防护件7设置有用于吸收碎屑的抽气孔8,所述抽气孔8外连接有抽气管9,所述抽气管9一端设置有用于驱动抽气工作的抽气泵10。喷气装置6将切割出的碎屑吹散,并由防护件7上的抽气孔8抽走,因为铣槽5包括有槽壁,喷气装置6不会将碎屑的吹落工作台,喷气装置6与抽气孔8配合,碎屑会通过槽壁移动抽入抽气管9。
24.所述防护件7至少设置在铣槽5表面的四角,所述防护件7设置有与待处理pcb板主体的边角适配的定位槽11,所述定位槽11槽壁开设有所述抽气孔8,所述抽气孔8与铣槽5表
面相平齐。防护件7至少设置在铣槽5表面的四角,能够保证对铣槽5周向均有抽气孔8,对铣槽5表面有吸力,防护件7也能设置在铣槽5槽壁上,增加防护件7的数量能够提高清洁力和清洁速率。
25.所述定位槽11为l型槽,所述抽气孔8至少开设在l型槽的两个相垂直的侧壁上,所述抽气孔8包括朝向铣槽5的抽气口12以及连接抽气管9的出气口13,两个所述抽气孔8的抽气通道14在防护件7内部相连通合并成一个抽气通道14,两个所述抽气孔8公用一个出气口13。所述抽气孔8至少开设在l型槽的两个相垂直的侧壁上,所述抽气孔8也能在防护件7的周向侧壁上均匀设置,多个抽气孔8的抽气通道14也能够合并公用一个出气口13,所述出气口13能够设置在防护件7的顶壁或者底壁上。
26.所述抽气孔8的抽气通道14大小朝向抽气口12方向渐大设置。所述抽气口12大于抽气通道14方便碎屑被抽吸,抽气口12至少与铣槽5槽底相切,或者抽气口12为半圆形,所述半圆抽气口12的直径与铣槽5槽底水平设置,更方便抽气,减少碎屑残留。
27.所述抽气孔8的抽气管9连接的出气口13处设置有进气单向阀15。所述进气单向阀15能够设置有支架,所述支架设置有用于实现单向进气的橡胶止挡阀片。所述铣槽5表面设置有供所述防护件7滑动的滑槽16,所述防护件7与滑槽16滑动连接。防护件7能够在铣槽5的对角线移动,防护件7也能够与铣槽5磁吸配合,这样能够任意的调整方向大小,有利于抽吸碎屑。
28.所述喷气装置6包括喷气底座17,所述喷气底座17上设置有万向头18,所述万向头18设置有喷气嘴19。
29.以上实施例,只是本发明优选地具体实施例的一种,本领域技术人员在本发明技术方案范围内进行的通常变化和替换都包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1