一种电磁超声耦合去除残余应力的方法及装置与流程
1.本发明涉及残余应力处理技术领域,特别涉及一种电磁超声耦合去除残余应力的方法及装置。
背景技术:
2.在工件的制造及加工过程中,由于过程中产生的不均匀及不协调变形,残余应力的产生是不可避免的。残余应力的存在会对材料的尺寸精度,机械性能,疲劳性能及应力腐蚀开裂性能造成较大的影响,导致材料萌生裂纹及裂纹进一步扩展,从而最终导致对材料疲劳寿命的以及疲劳强度的影响。除此之外,残余应力的存在还可能使一些结构材料在后续加工或使用时发生形变而报废,不利于材料的发展及应用。因此,利用合适的方法去除残余应力具有较大研究价值。
3.目前常见的处理残余应力的方法有时效法,机械法,超声冲击法等。时效法包括自然时效,热处理时效及振动时效,利用时效法可一定程度消除内用力,稳定组织与尺寸,但时效法中存在时间耗费过大,成本较高,可能带来一些不利的副作用,在使用上也有一些限制;机械法主要包含了锤击与过载处理,但锤击法对质量的控制程度较低,没有足够的科学依据支撑,对于过载处理,可以处理的材料范围有一定限制;超声冲击法可以将喷丸法,锤击法等方法的优点进行综合,超声法利用了机械振动及其能量,产生了塑性变形层,调整了残余应力场的分布,对微观组织也进行了一定的改善;电磁能去应力一方面与超声波去应力作用机理类似,产生能量使得产生应力部分晶体内的位错状态发生改变,同时还可以考虑在电磁处理过程中,使得材料内部产生了新的力,该新产生的力与材料中的残余应力相抵消。而上述方法大多是对制造加工完成后的材料进行处理,及时处理在加工或制造的过程中产生的应力也非常重要,对于这种过程中产生的应力,目前有以电磁脉冲为能量源,在材料加工过程中对其施加电磁脉冲处理,通过电磁脉冲的能量对残余应力进行处理。目前电磁法和超声法在残余应力的处理领域都被广泛的应用并继续发展,但目前鲜有利用电磁超声耦合的的方式对材料进行残余应力的去除,电磁超声耦合处理是结合了超声法去除残余应力时利用机械振动和能量对残余应力分布的调控、微观组织的改善以及电磁处理去除应力时对晶体内部缺陷的改善、力之间的相互抵消作用,从而一定程度上提高了残余应力的处理效率。
4.因此本发明发明了一种电磁超声耦合装置,利用电磁超声耦合,结合电磁处理与超声处理残余应力的原理与特点,去除对材料后续应用不利的残余应力,或发生力作用的相互抵消、相应的残余应力转变,将拉应力转变为压应力从而提高材料耐磨性及疲劳寿命。
技术实现要素:
5.本发明的目的是提供一种电磁超声耦合去除残余应力的方法及装置,可有效避免工件在制造或加工过程中或在工件的制造及加工结束后因产生残余应力而导致的零件变形,尺寸精度变化以及力学性能受损等问题。利用电磁超声耦合,综合了电磁处理及超声处
理的作用,可有效去除残余应力,耦合了超声波的电磁脉冲处理,使残余应力处理效率得到有效提高。
6.为实现上述目的,本发明采取如下技术方案:一种电磁超声耦合去除残余应力的方法及装置,其特征在于,包括电磁超声耦合装置,电源,冷却机。
7.所述电磁超声耦合装置包括:装置工作台、电磁超声处理箱、电磁脉冲发生器和产生超声所用的金属壳体;所述装置工作台上设置有伸缩装置、活动顶杆、固定顶杆、第一安装板、第二安装板;所述产生超声所用的金属壳体包括保护罩及铜绕线圈;所述冷却机用于冷却电磁超声耦合装置;所述电磁超声耦合装置用于需要处理残余应力的工件,耦合电磁作用及超声处理去除残余应力,消除残余应力的时间与电磁脉冲发生器中的激励线圈匝数,电容器,开关功率管,电感有关。
8.本发明所述电磁超声耦合去除残余应力的装置采取了电磁脉冲发生器和可以利用脉冲电流产生超声的金属壳体,利用电磁感应原理输出了电磁能及高功率超声波,用于提供消除残余应力所需的电磁能及超声波。
9.本发明所述电磁脉冲发生器由储能电容充电电路、激励线圈放电电路及脉冲选择控制电路组成,充电电路为升压电路,关键是选择适合的储能容器,放电回路包括储能电容器,带有受控分线放电开关的激励线圈,控制电路包括通过外接开关电路电极,通过选定的匝数激励线圈放电。
10.本发明所述电磁超声耦合装置中超声的产生是通过脉冲电流通过铜箔绕制成的线圈转换为脉冲磁场,作用于所选金属壳体,振动而产生超声波。
11.本发明所述电磁超声耦合发生装置中的电磁超声耦合脉冲电路系统涉及到了大功率脉冲电流相关技术,包括脉冲功率技术,开关电源技术及lc匹配电路。
12.本发明所述电磁超声耦合装置在处理工件残余应力过程中,当工作时温度大于或等于设定的最高安全温度,所述装置还包括冷却机,所述冷却机与所述电磁超声耦合装置相连接,用于冷却所述电磁超声耦合装置,保证其正常运作。
13.本发明所述电磁超声耦合去除残余应力的方法的具体操作步骤如下:按照正确的电路对所述电磁超声耦合装置进行连接组装,检测脉冲电流是否正常;检查电源,冷却机与电磁超声耦合装置的连接是否正常;将待去除残余应力的工件放置于带有铜绕线圈的超声壳体中固定,再利用伸缩装置、活动顶杆及固定顶杆确定好装有待处理工件的带有铜绕线圈的超声壳体在装置工作台所处的位置;开启电源及电磁脉冲发生器,在电磁超声处理箱中利用电磁超声耦合作用进行残余应力的处理。
14.根据本发明提供的具体事例,本发明公开了以下技术效果:本发明采用了一种电磁超声耦合去除残余应力的方法及装置,其特征在于,采用了电磁超声耦合装置,所述电磁超声耦合装置包括:装置工作台、电磁超声处理箱、电磁脉冲发生器和产生超声所用的金属壳体,所述装置工作台上设置有伸缩装置、活动顶杆固定顶杆、第一安装板、第二安装板;所述产生超声所用的金属壳体包括保护罩及铜绕线圈;所述冷却机用于冷却电磁超声耦合装置;所述电磁超声耦合装置用于需要处理残余应力的工件,耦合电磁作用及超声处理去除残余应力,可有效去除工件中的残余应力,同时不会对工件的表面及内部产生不良影响。
附图说明
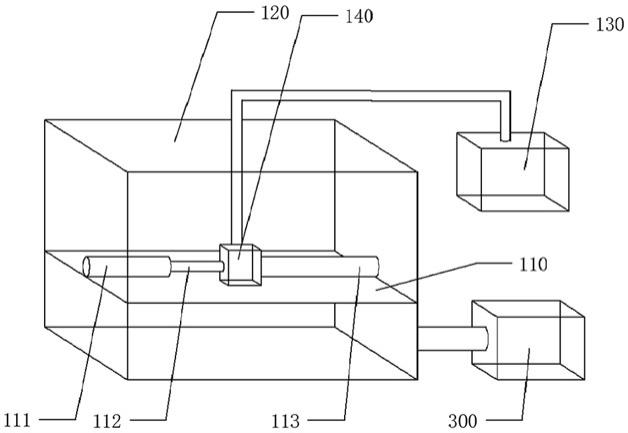
15.下面结合附图和具体实施方式对本发明作进一步详细说明:图1是本发明的实施结构示意图图2电磁超声耦合处理装置实施结构图图3本发明中电磁脉冲发生器包含的电路系统图4本发明中电磁脉冲发生器采用的脉冲电流图图中标记为:电磁超声耦合装置100、装置工作台110、伸缩装置111、活动顶杆112、固定顶杆113、第一安装板114、第二安装板115、电磁超声处理箱120、电磁脉冲发生器130、产生超声所用的壳体140、保护罩141、铜绕线圈142、冷却机300。
具体实施方式
16.为了将本发明的优点更清楚的展示出来,以下将附图与实例技术方案将结合,对本发明的实施过程进行一个详细说明,以下描述所涉及的具体实例仅仅用于解释本发明,不对本发明造成限制,同时,在本领域的普通技术人员,在没有做出创新性劳动前提下所获得的所有其他实例,均属于本发明的保护范围。
17.本发明是为了去除或改善残余应力在工件中的情况,利用电磁超声耦合,综合电磁处理及超声处理的作用,消除工件在制造加工过程中或制造加工完成后的残余应力,耦合了超声波的电磁脉冲处理,使残余应力处理效率得到有效提高。所发明的是一种电磁超声耦合去除残余应力的方法及装置,综合利用电磁能和超声对工件做残余应力处理。
18.为了将上述目的更浅显易懂,以下描述将结合具体实例及附图更详尽对本发明进行说明。
19.具体实施例1:涂层刀具的残余应力处理硬质合金刀具涂层后,内部将产生较大的残余应力,一般这种残余应力由温度引起,故又称热应力,这些残余应力对涂层刀具的疲劳强度,抗应力腐蚀能力,尺寸稳定性及使用寿命都有较大影响。在改善残余应力的参数中,影响较大的包括电磁超声耦合处理时间,磁场强度,电流频率,峰值电流,其中电流相关参数对超声的频率及强度均有影响。
20.设定变量为电流频率及磁场强度,其中电流频率为5
‑
200hz,磁场强度为0.2
‑
3t,选取刀具tialn涂层的硬质合金(wc/co)刀具进行电磁超声处理。
21.按照正确的电路对所述电磁超声耦合装置(100)进行连接组装,检测脉冲电流是否正常;检查电源,冷却机(300)与电磁超声耦合装置(100)的连接是否正常;将待去除残余应力的tialn涂层的硬质合金(wc/co)刀具放置于超声壳体(140)中固定,再利用伸缩装置(111)、活动顶杆(112)及固定顶杆(113)确定好装有待处理工件的超声壳体(140)在装置工作台(110)上的位置;开启电源,冷却机及电磁脉冲发生器(130),在电磁超声处理箱(120)中利用电磁超声耦合作用进行残余应力的处理。
22.表1tialn涂层性能参数
对电磁超声耦合处理前后的涂层刀具均利用x射线衍射检测残余应力,可发现经过电磁超声耦合处理的涂层刀具得到一定程度的消除。将电磁超声耦合处理前后的涂层刀具进行切削对比实验,经过电磁超声耦合处理的涂层刀具比未经过电磁超声耦合处理的涂层刀具寿命有所提高。
23.采用q345r钢板进行自动埋弧焊,钢板尺寸为350mm
×
250mm
×
20mm,采用v型坡口,坡口角度60
°
,钝边6mm,间隙2mm。焊接残余应力测定采取盲孔应力释放法。
24.表1q345r的化学成分表2材料的力学性能表3自动埋弧焊焊接参数自动埋弧焊完成后,形成了待处理的焊接接头,对该待处理的焊接接头进行电磁超声耦合处理,仍然将变量设定为为电流频率及磁场强度,其中电流频率为5
‑
200hz,磁场强度为0.2
‑
3t。电磁超声耦合处理焊件残余应力的方法按照如下步骤:按照正确的电路对所述电磁超声耦合装置(100)进行连接组装,检测脉冲电流是否正常;检查电源,冷却机(300)与电磁超声耦合装置(100)的连接是否正常;将待去除残余应力的焊件放置于超声壳体(140)中固定,再利用伸缩装置(111)、活动顶杆(112)及固定顶杆(113)确定好装有待处理工件的超声壳体(140)在装置工作台(110)上的位置;开启电源,冷却机及电磁脉冲发生器(130),在电磁超声处理箱(120)中利用电磁超声耦合作用进行残余应力的处理。
25.通过盲孔释放法测定出焊接接头残余应力在电磁超声耦合处理前后有一定程度的变化,经过电磁超声耦合处理后,焊接接头的残余应力得到一定程度的消除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1