一种用于去除钢管氧化皮的打磨设备的制作方法
[0001]
本实用新型涉及电子商务技术领域,具体涉及一种用于去除钢管氧化皮的打磨设备。
背景技术:
[0002]
众所周知,陶瓷防腐管道的意义:陶瓷内衬防腐管道的耐磨性与不锈钢类似,远超过特氟龙;它的防腐蚀性与特氟龙类似,远超不锈钢。且陶瓷内衬防腐管道的耐高温性和耐冲击性极高,通过企业产品测试规范。
[0003]
管道在生产过程中,本公司应用烧结工艺,形成陶瓷内衬,在制作过程中表面产生了很多氧化皮,氧化皮非常坚固,我们采用传统的市场上外管道除锈设备进行表面氧化皮的去除,发现它的效率非常低,不能保证我们后续的生产要求。传统的外管道除锈设备主要用于除锈,它外面是类似于钢丝刷一样的东西,然后和管道一起高速旋转对表面进行锈迹和污渍去除,其缺点是钢丝刷比较软,自身效率较低,且刷不干净。因此,需对现有技术加以改进。
技术实现要素:
[0004]
本申请提供一种用于去除钢管氧化皮的打磨设备,用以解决现有技术中钢管外表面除锈效率低的问题。
[0005]
为实现上述目的,本实用新型采用的技术方案是:
[0006]
一种用于去除钢管氧化皮的打磨设备,包括:工作台、设于工作台上的架体、打磨组件、定位组件、驱动装置,所述打磨组件、所述定位组件设于架体内,所述打磨组件设于定位组件的正上方,打磨组件与定位组件之间形成钢管通道;
[0007]
打磨组件包括第一支撑件、第二支撑件、一字滑台、大直径长辊轮、小直径长辊轮、传动砂带,第一支撑件、第二支撑件连接于架体,所述一字滑台设于第二支撑件与架体之间,大直径长辊轮设于第一支撑件远离于架体的一端,小直径长辊轮设置于第二支撑件远离于架体的一端,大直径长辊轮与小直径长辊轮的外侧包覆有所述传动砂带,所述传动砂带位于钢管通道的正上方;
[0008]
所述定位组件包括第三支撑件、第四支撑件、第五支撑件、第一短辊轮、第二短辊轮、第三短辊轮、传动皮带,第三支撑件、第四支撑件、第五支撑件的一端均与架体连接,第三支撑件、第四支撑件、第五支撑件的另一端分别连接第一短辊轮、第二短辊轮、第三短辊轮,所述第二短辊轮与第三短辊轮的外侧包覆有传动皮带;
[0009]
所述钢管通道内设有待加工的钢管,所述钢管在第一短辊轮、第二短辊轮与传动砂带的配合下进行打磨。
[0010]
上述的用于去除钢管氧化皮的打磨设备,所述一字滑台与所述第二支撑件之间设有弹性部件。
[0011]
上述的用于去除钢管氧化皮的打磨设备,所述一字滑台在第一支撑件与第二支撑
件之间沿纵向滑动。
[0012]
上述的用于去除钢管氧化皮的打磨设备,所述一字滑台在第一支撑件与第二支撑件之间沿横向滑动。
[0013]
上述的用于去除钢管氧化皮的打磨设备,所述第一短辊轮与第二短辊轮位于同一水平高度。
[0014]
上述的用于去除钢管氧化皮的打磨设备,所述第三短辊轮的高度低于第二短辊轮的高度。
[0015]
上述的用于去除钢管氧化皮的打磨设备,所述驱动装置位于打磨组件的一侧,且驱动装置传动连接于大直径长辊轮。
[0016]
依据上述实施例的一种用于去除钢管氧化皮的打磨设备,该方案具有以下的效果:
[0017]
1、打磨效率高,是现有的3-5倍;
[0018]
2、完全去除钢管外侧的氧化皮;
[0019]
3、放入待加工钢管的方式不仅限于纵向放入;
[0020]
4、能对不同直径、长度的钢管进行打磨。
附图说明
[0021]
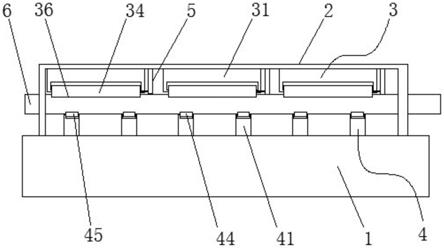
图1为一种用于去除钢管氧化皮的打磨设备的正面示意图;
[0022]
图2为图1的左面示意图。
[0023]
对应说明书附图内的附图标记参考如下:
[0024]
工作台1、架体2、打磨组件3、定位组件4、驱动装置5,钢管6、第一支撑件31、第二支撑件32、一字滑台33、大直径长辊轮34、小直径长辊轮35、传动砂带36、第三支撑件41、第四支撑件42、第五支撑件43、第一短辊轮44、第二短辊轮45、第三短辊轮46、传动皮带47。
具体实施方式
[0025]
为了使实用新型实现的技术手段、创造特征、达成目的和功效易于明白了解,下结合具体图示,进一步阐述本实用新型。
[0026]
本实用新型一种用于去除钢管氧化皮的打磨设备,包括:工作台1、设于工作台1上的架体2、打磨组件3、定位组件4、驱动装置5,打磨组件3、定位组件4设于架体2内,打磨组件3设于定位组件4的正上方,打磨组件3与定位组件4之间形成钢管通道;
[0027]
打磨组件3包括第一支撑件31、第二支撑件32、一字滑台33、大直径长辊轮34、小直径长辊轮35、传动砂带36,第一支撑件31、第二支撑件32连接于架体2,一字滑台33设于第二支撑件32与架体2之间,大直径长辊轮34设于第一支撑件31远离于架体2的一端,小直径长辊轮35设置于第二支撑件32远离于架体2的一端,大直径长辊轮34与小直径长辊轮35的外侧包覆有所述传动砂带36,传动砂带36位于钢管通道的正上方;定位组件4包括第三支撑件41、第四支撑件42、第五支撑件43、第一短辊轮44、第二短辊轮45、第三短辊轮46、传动皮带47,第三支撑件41、第四支撑件42、第五支撑件43的一端均与架体2连接,第三支撑件41、第四支撑件42、第五支撑件43的另一端分别连接第一短辊轮44、第二短辊轮45、第三短辊轮46,所述第二短辊轮45与第三短辊轮46的外侧包覆有传动皮带47;
[0028]
驱动装置5位于打磨组件3的一侧,且驱动装置5传动连接于大直径长辊轮34。
[0029]
钢管通道内设有待加工的钢管6,钢管6在第一短辊轮44、第二短辊轮45与传动砂带36的配合下进行打磨,由第一短辊轮44、第二短辊轮45对待加工钢管6做向上的支撑力,传动砂带36进行打磨。
[0030]
另外,一字滑台33与第二支撑件32之间设有弹性部件37,一字滑台33在第一支撑件31与第二支撑件32之间沿纵向滑动,一字滑台33在第一支撑件31与第二支撑件32之间也可以沿横向滑动,形成十字形的移动,用于调节传动砂带36对管道的压紧力。在此,若是一字滑台33进行纵向位移则可以对不同的直径的待加工钢管6进行加工;若是一字滑台33进行横向位移则可以对待加工钢管6进行有摩擦面的调整,还可以以此来更换传动砂带36。
[0031]
在具体使用中,按照上述的结构安装完成后,调节一字滑台33的间距使管道调整到最合适的张紧力,启动驱动装置5,当大直径长辊轮34和小直径长辊轮35转动时,会带动钢管6转动,钢管6在第一短辊轮44与第二短辊轮45之间转动,同时传动砂带36在转动过程中就形成了对钢管6均匀的打磨,由于传动砂带36表面的磨削陶瓷材料的硬度非常高,传动砂带36颗粒度可以调节,所以它的适用面非常广,效率非常高。在此一字滑台33中实现最合适的张紧力的条件是根据待加工钢管6的直径决定的,但是唯一不变的是传动砂带36紧贴且压住待加工钢管6,使得待加工钢管6定位在第一短辊轮44、第二短辊轮45的上侧即可。
[0032]
本实用新型第一实施例的打磨设备,结构简单、使用方便,不仅能对不同直径、长度的钢管6进行打磨,其打磨效率也相当高,能完全去除钢管6外侧的氧化皮,具有很高的实用价值。
[0033]
本实用新型的第二实施例提供了一种用于去除钢管氧化皮的打磨设备,与第一实施例的方案基本相同,主要区别在于,第一短辊轮44与第二短辊轮45位于同一水平高度,第三短辊轮46的高度低于第二短辊轮45的高度。其主要的目的在于钢管6在第一短辊轮44、第二短辊轮45的支撑下可以被平稳且处于水平位置被支撑。在此第一短辊轮44、第二短辊轮45与传动砂带36一起配合以三个接触点的定位将钢管6锁定在钢管通道中进行打磨去氧化皮的加工。
[0034]
如图2所示,另外关于待加工钢管6进入到钢管通道中的方式,不仅可以沿钢管通道的纵向方向插入放置,还能利用一字滑台33与弹性部件的位移,使得待加工钢管6够从位于第二短滚轮与传动砂带36的开口处进行横向放入。
[0035]
以上对实用新型的具体实施例进行了描述。需要理解的是,实用新型并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;本领域技术人员可以在权利要求的范围内做出各种变形或修改做出若干简单推演、变形或替换,这并不影响实用新型的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1