制造铝合金零件的方法与流程
1.本发明的技术领域是使用增材制造(fabrication additive)技术制造铝合金零件的方法。
背景技术:
2.自20世纪80年代以来,增材制造技术得到了发展。它们包括通过添加材料来形成零件,这与旨在移除材料的机械加工技术相反。增材制造以前局限于原型制作(prototypage),现在则可用于大规模制造工业产品,包括金属零件。
3.术语“增材制造”根据法国标准xpe67
‑
001被定义为“逐层通过添加材料由数字对象制造物理对象的一组方法”。标准astmf2792(2012年1月)也定义了增材制造。标准iso/astm17296
‑
1中也定义并描述了不同的增材制造方式。文献wo2015006447中记载了使用增材制造来制备具有低孔隙率的铝制零件。通常通过施加所谓的填充材料(mat
é
riau d'apport),然后使用激光束、电子束、等离子炬或电弧型的能量源熔化或烧结填充材料来进行连续层的施加。无论应用何种增材制造方式,增加的每一层的厚度均为约几十或几百微米。
4.可使用其他增材制造方法。可作为实例而非限制性地提及熔化或烧结粉末形式的填充材料。这可由激光熔化或烧结组成。专利申请us20170016096记载了一种通过局部熔化制造零件的方法,所述局部熔化通过将粉末暴露于电子束或激光束型的能量束获得,该方法还称为首字母缩写词slm,表示“选择性激光熔化(selective laser melting)”;或“ebm”,表示“电子束熔化(electron beam melting)”。
5.通过增材制造获得的铝零件的机械性能取决于形成填充金属的合金,更具体而言取决于其组成,以及取决于在实施增材制造后施加的热处理。
6.本申请人已经确定了一种合金组合物,当用于增材制造方法时,所述组合物允许获得具有显著的机械性能的零件,而无需施加固溶和淬火型的热处理。此外,所用零件具有令人关注的导热或导电性能。这允许使这些零件的可能应用多样化。
技术实现要素:
7.本发明的第一个目的是一种制造零件的方法,该方法包括形成彼此叠置的连续金属层,每一层通过填充金属的沉积形成,对填充金属进行能量输入以熔化并在固化时构成所述层,所述方法的特征在于,填充金属为包括以下合金元素(重量%)的铝合金:
8.‑
zr:0.5%至2.5%,优选根据第一变体0.8至2.5%,更优选1至2.5%,还更优选1.3至2.5%;或优选根据第二变体0.5至2%,更优选0.6至1.8%,更优选0.6至1.6%,更优选0.7至1.5%,更优选0.8至1.5%,更优选0.9至1.5%,还更优选1至1.4%;
9.‑
fe:0%至3%,优选0.5%至2.5%;优选根据第一变体0.8至2.5%,优选0.8至2%,更优选0.8至1.2;或优选根据第二变体1.5至2.5%,优选1.6至2.4%,更优选1.7至2.3%;
10.‑
任选地si:≤0.3%,优选≤0.2%,更优选≤0.1%;
11.‑
任选地cu:≤0.5%,优选0.05至0.5%,优选0.1至0.4%;
12.‑
任选地mg:≤0.2%,优选≤0.1%,优选<0.05%;
13.‑
其他合金元素各自<0.1%,且总共<0.5%;
14.‑
杂质:各自<0.05%,且总共<0.15%;
15.余量为铝。
16.在其他合金元素中,可提及例如cr、v、ti、mn、mo、w、nb、ta、sc、ni、zn、hf、nd、ce、co、la、ag、li、y、yb、er、sn、in、sb、sr、ba、bi、ca、p、b和/或混合稀土金属(mischm
é
tal)。
17.优选地,该方法可包括以下特征,单独考虑或根据技术上可行的组合考虑:
18.‑
zr:0.8至2.5%,或优选1%至2.5%,或还优选1.2%至2.5%,或还优选1.3%至2.5%或还优选1.5%至2.5%;
19.‑
zr:0.5至2%,更优选0.6至1.8%,更优选0.6至1.6%,更优选0.7至1.5%,更优选0.8至1.5%,更优选0.9至1.5%,还更优选1至1.4%;
20.‑
fe:0.5%至2.5%或0.5%至2%;优选0.8至2.5%,优选0.8至2%,更优选0.8至1.2;
21.‑
fe:0.5%至2.5%或0.5%至2%;优选1.5至2.5%,优选1.6至2.4%,更优选1.7至2.3%;
22.‑
si:<0.2%,且优选<0.1%;
23.‑
si≥0.01%,甚或≥0.05%;
24.‑
cu:0.05%至0.5%,优选0.1至0.4%;
25.‑
zr:0.5%至2.5%且fe≥1%;
26.‑
zr:0.5%至2.5%且fe<1%;
27.‑
每种其他合金元素的重量分数严格低于500ppm、300ppm、200ppm、甚或100ppm;
28.‑
每种杂质的重量分数严格低于300ppm、200ppm甚或100ppm;
29.‑
合金不含cr、v、mn、ti、mo,或根据重量分数计低于500ppm、300ppm、200ppm甚或低于100ppm。
30.根据一个变体,本发明使用的合金包含cu,其重量分数为0.05%至0.5%,优选0.1至0.4%。
31.特别地,各层均可描绘出由数字模型定义的图案。
32.该方法可包括,在形成层之后,即在形成最终零件之后,施加至少一种热处理。热处理可为回火或退火,或包括回火或退火。其还可包括固溶和淬火,尽管优选避免这些。其还可包括热等静压。
33.为了提高机械性能,可进行以下热处理:
34.‑
在高于400℃的温度下,在这种情况下,热处理的时间为0.1h至10h;
35.‑
或在300℃至400℃的温度下,在这种情况下,热处理的时间为0.5h至100h。
36.为了提高导热或导电性能,热处理可在高于或等于350℃,或高于或等于400℃的温度下进行,或时间为90至200h,以获得最佳的热导率或电导率。例如,温度为380至470℃,时间为90至110h。
37.根据一个有利的实施方案,在形成层之后,即在形成最终零件之后,或在热处理之
后,该方法不包括淬火。因此,优选地,该方法不包括任何固溶然后淬火的步骤。
38.根据一个实施方案,填充金属呈粉末形式,其暴露于光束或带电粒子束导致局部熔化,然后固化,从而形成固体层。根据另一个实施方案,填充金属源自填充焊丝,其暴露于电弧导致局部熔化,然后固化,从而形成固体层。
39.本发明的第二个目的是一种金属零件,其在应用本发明的第一个目的的方法之后获得。
40.本发明的第三个目的是一种填充材料,特别是填充焊丝或粉末,其旨在用作增材制造方法的填充材料,其特征在于,其由包括以下合金元素(重量%)的铝合金构成:
41.‑
zr:0.5%至2.5%,优选根据第一变体0.8至2.5%,更优选1至2.5%,还更优选1.3至2.5%;或优选根据第二变体0.5至2%,更优选0.6至1.8%,更优选0.6至1.6%,更优选0.7至1.5%,更优选0.8至1.5%,更优选0.9至1.5%,还更优选1至1.4%;
42.‑
fe:0%至3%,优选0.5%至2.5%;优选根据第一变体0.8至2.5%,优选0.8至2%,更优选0.8至1.2;或优选根据第二变体1.5至2.5%,优选1.6至2.4%,更优选1.7至2.3%;
43.‑
任选地si:≤0.3%,优选≤0.2%,更优选≤0.1%;
44.‑
任选地cu:≤0.5%,优选0.05至0.5%,优选0.1至0.4%;
45.‑
任选地mg:≤0.2%,优选≤0.1%,优选<0.05%;
46.‑
其他合金元素各自<0.1%,且总共<0.5%;
47.‑
杂质:各自<0.05%,且总共<0.15%;
48.余量为铝。
49.形成填充材料的铝合金可具有结合本发明的第一个目的所描述的各个特征。
50.填充材料可为粉末形式。粉末可使得构成粉末的至少80%的颗粒具有在以下范围内的平均尺寸:5μm至100μm,优选5至25μm,或20至60μm。
51.当填充材料为焊丝形式时,焊丝的直径可特别地为0.5mm至3mm,且优选0.5mm至2mm,且更优选1mm至2mm。
52.本发明的另一个目的是如上文以及在本说明书的其余部分所述的粉末或填充焊丝在选自以下的制造方法中的用途:冷喷涂固结(csc)、激光金属沉积(lmd)、增材摩擦搅拌(afs)、或火花等离子烧结(fast)或旋转摩擦焊接(irfw),优选冷喷涂固结(csc)。
53.其他优点和特征将由作为非限制性实施例提供并在下文列出的图中表示的本发明的具体实施方案的以下描述中更清楚地显现。
附图说明
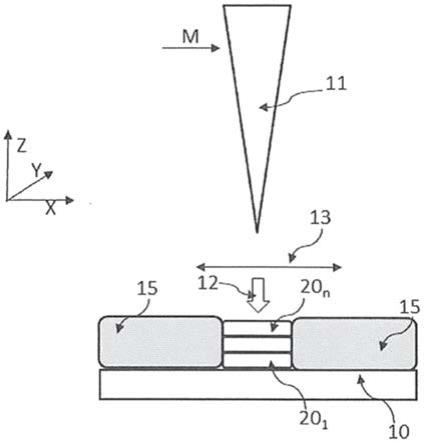
54.[图1]图1是示出slm型增材制造方法的图。
[0055]
[图2]图2示出了通过实施本发明的增材制造方法制造的样品在实施例1的实验测试期间测定的拉伸和导电性能。
[0056]
[图3]图3是示出waam型增材制造方法的图。
[0057]
[图4]图4是实施例使用的样品的图。
[0058]
[图5]图5是实施例1的第二测试零件的图。
[0059]
[图6]图6示出了通过实施本发明的增材制造方法制造的样品在实施例2的实验测
试期间测定的拉伸和导电性能。
具体实施方式
[0060]
在本说明书中,除非另有说明,否则:
[0061]
‑
铝合金的名称符合铝业协会(the aluminium association)制定的命名规则;
[0062]
‑
化学元素的含量记录为%并且表示重量分数。x%
‑
y%符号意指高于或等于x%且低于或等于y%。
[0063]
杂质应理解为合金中非有意地存在的化学元素。
[0064]
图1图示了选择性激光熔化(slm)型增材制造方法的操作。填充金属15呈粉末的形式布置于支撑件10上。能量源——在本例中为激光源11——发射激光束12。激光源通过光学系统13耦合至填充材料,所述光学系统13的运动根据数字模型m确定。激光束12随传播轴z的方向传播,并跟随沿平面xy的运动,描绘出依赖于数字模型的图案。例如,平面垂直于传播轴z。激光束12与粉末15的相互作用使粉末15选择性熔化,随后固化,从而形成层201…
20
n
。当一层已经形成时,将其使用填充金属的粉末15覆盖,并且形成叠置在先前制备的层上的另一层。例如,形成层的粉末的厚度可为10至200μm。
[0065]
对于铝合金,支撑件10或托盘可加热至最高达350℃的温度。通常,目前市场上可用的机器能够将托盘加热至最高达200℃。例如,托盘的加热温度可为约50℃、100℃、150℃或200℃。通常,托盘的加热允许降低粉末床处的湿度,还允许降低正在制造的零件上的残余应力。粉末床的湿度水平似乎对最终零件的孔隙率具有直接影响。事实上,似乎粉末的湿度越高,最终零件的孔隙率越高。应注意,托盘的加热是进行热增材制造的现有可行方案之一。然而,本发明不应仅限于使用这种加热方式。在本发明的上下文中可使用所有其他加热方式(例如红外灯)来加热和监测温度。因此,本发明的方法可在最高达350℃的温度下进行。
[0066]
粉末可具有至少一个以下特征:
[0067]
‑
平均粒度为5至100μm,优选5至25μm,或20至60μm。给定值意指至少80%的颗粒具有指定范围内的平均尺寸。
[0068]
‑
球形。例如,粉末的球形度可使用形态粒度仪测定。
[0069]
‑
良好的可铸性。例如,粉末的可铸性可根据标准astm b213或标准iso 4490:2018测定。根据标准iso 4490:2018,流动时间优选短于50s。
[0070]
‑
低孔隙率,优选0至5体积%,更优选0至2体积%,还更优选0至1体积%。特别地,孔隙率可通过光学显微显微照片的图像分析或通过氦比重瓶法(参见astm b923)测定。
[0071]
‑
没有或少量(小于10体积%、优选小于5体积%)的小颗粒(粉末平均尺寸的1至20%),称为卫星颗粒(satellite),其附着在较大的颗粒上。
[0072]
这种方法的实施能够以高产率制造零件,其可达到40cm3/h甚或超过40cm3/h。
[0073]
此外,申请人观察到,施加淬火型热处理由于温度的突然变化可引起零件的变形。通常,零件的变形在其尺寸较大时更为显著。然而,增材制造方法的优点恰恰在于获得在制造后形状是永久的或几乎永久的零件。因此,应避免产生由热处理引起的显著变形。几乎永久应理解为可在零件制造之后对其进行机械精加工:在机械精加工之前,通过增材制造而制造的零件根据其永久形状延伸。
[0074]
在注意到上述情况后,申请人已经找到一种合金组合物,其形成填充材料,允许在形成层之后,即在形成最终零件之后,无需施加热处理即获得可接受的机械性能,所述热处理有引起变形的风险。特别地,其目的是避免包括温度突然变化的热处理。因此,本发明允许通过增材制造获得机械性能、特别是弹性极限方面令人满意的零件。取决于所选的增材制造方法类型,填充材料可为焊丝或粉末形式。
[0075]
申请人已经注意到,通过限制合金中存在的含量高于1重量%的元素的数量,获得了令人关注的机械性能和热性能之间的良好折衷。普遍认为,在合金中添加元素允许改善通过增材制造制成的零件的某些机械性能。机械性能应理解为例如弹性极限或断裂伸长率。然而,添加过多量或过多种类的合金化学元素可改变由增材制造生产的零件的热传导性能。因此,在增材制造方法中使用二元或三元合金是增材制造领域中有前途的方法。
[0076]
申请人认为,在合金中添加的元素的数量和用量之间达到折衷是有用的,以获得可接受的机械和热(或电)性能。
[0077]
申请人认为,所述折衷通过将形成铝合金的重量分数大于或等于1%的化学元素的数量限制为一种或两种而获得。因此,特别令人关注的合金可通过以高于1%的重量分数添加以下元素获得:
[0078]
‑
仅zr,在这种情况下,合金基本上由两种元素(al和zr)构成。例如zr:0.5%至2.5%且fe<1%;
[0079]
‑
或者zr和fe,在这种情况下,合金基本上由三种元素(al、zr和fe)构成。合金中fe的存在允许改善机械性能,无论这些机械性能是否包括热拉伸机械性能或冷拉伸机械性能或硬度。例如zr:0.5%至2.5%且fe≥1%;
[0080]
合金中zr的存在赋予合金良好的加工性,术语加工性对应于英文表述“processability”,其定性了合金通过增材制造方法成型的能力。这反映在通过增材制造而制造的零件上时,表现为几乎没有裂纹型缺陷且孔隙率低。申请人已经注意到,重量分数高于0.5%的zr赋予良好的加工性。zr的最佳重量分数可为根据第一变体0.8至2.5%,更优选1至2.5%,还更优选1.3至2.5%;或优选地根据第二变体0.5至2%,更优选0.6至1.8%,更优选0.6至1.6%,更优选0.7至1.5%,更优选0.8至1.5%,更优选0.9至1.5%,还更优选1至1.4%。当zr低于0.5%时,机械性能通常不足。
[0081]
申请人观察到,在slm方法中,在zr的存在下、特别是当zr含量>0.5%时,在各层的固化期间,在激光焊道底部形成等轴晶粒,这些晶粒来自在液体中形成的初级al3z沉淀物。初级al3z沉淀物作为晶种(germes),由晶种形成铝等轴晶粒。激光焊道的其余部分以柱状颗粒的形式固化,这些颗粒从焊道的边缘向中心径向生长。zr含量越高,等轴晶粒的比例越大,柱状晶粒的比例越低。足够比例的等轴晶粒的存在有利于避免固化结束时的裂纹。
[0082]
然而,当zr含量<0.5%时,初级al3z沉淀物的浓度太低,导致形成粗柱状晶粒,这些粗柱状晶粒可通过外延生长跨越几层,从一层进展到另一层。因此,获得的零件对固化开裂更敏感。
[0083]
这种zr含量对开裂敏感性的作用是如slm方法这样的其中每层熔化的增材制造方法所特有的。在非增材方法、如常规的所谓快速固化方法(由快速固化的薄带或粉末压实和挤压出零件)的情况下,可制造由zr含量<0.5%的合金制成的零件而不会开裂。事实上,这些方法在成型步骤中不需要熔化,因此不会出现固化裂纹。
[0084]
申请人还注意到,≤0.5%、优选0.05至0.5%、优选0.1至0.4%的铜的存在允许改进热处理后的机械性能和电导率/弹性极限折衷。
[0085]
优选地,zr的重量分数为0.5%至2.5%,优选根据第一变体为0.8%至2.5%,甚或1%至2.5%,甚或1.2%至2.5%,甚或1.3%至2.5%,甚或1.5%至2.5%;或优选根据第二变体0.5至2%,甚或0.6至1.8%,甚或0.6至1.6%,甚或0.7至1.5%,甚或0.8至1.5%甚或0.9至1.5%,甚或1%至1.4%。
[0086]
当合金包括fe时,fe的重量分数小于或等于3%。优选地,其为0.5%至3%;优选根据第一变体0.8至2.5%,优选0.8至2%,更优选0.8至1.2;或优选根据第二变体1.5至2.5%,优选1.6至2.4%,更优选1.7至2.3%。如前文所述,zr和fe的结合是特别有利的,并通过实验测试证实。
[0087]
合金还可以包括其他合金元素,例如cr、v、ti、mn、mo、w、nb、ta、sc、ni、zn、hf、nd、ce、co、la、ag、li、y、yb、er、sn、in、sb、sr、ba、bi、ca、p、b和/或混合稀土金属,根据各自的重量分数计严格低于0.1%,优选低于500ppm,且优选低于300ppm,或200ppm,或100ppm。然而,这些合金元素中的一些,特别是cr、v、ti和mo降低电导率。认为cu对热导率和/或电导率的危害较小。
[0088]
在不进行固溶
‑
淬火
‑
回火处理的情况下,添加mg会降低电导率或热导率,而对机械性能没有任何显著影响。此外,其还有在雾化和slm方法中蒸发的趋势,尤其是对于如本发明测试的那些高液相线合金。因此根据一个变体,本发明使用的合金不包含mg或不包含任何杂质量(即<0.05%)的mg。
[0089]
当合金包含其他合金元素,如y、yb、er、sn、in、sb时,这些元素以重量分数计优选地严格低于500ppm,甚或严格低于300ppm,甚或严格低于200ppm或100ppm。
[0090]
应注意,优选地,本发明的合金不是aa6xxx型合金,因为没有同时添加大于0.2%的量的si和mg。
[0091]
例如,本发明使用的铝合金可包含:
[0092]
‑
zr 1.52%;fe 213ppm;si 183ppm;杂质:各自<0.05%,累积杂质<0.15%;
[0093]
‑
zr 1.23%;fe 0.94%;杂质:各自<0.05%,累积杂质<0.15%;
[0094]
‑
zr 0.81%;fe 1.83%;杂质:各自<0.05%,累积杂质<0.15%;或
[0095]
‑
zr 1.39%;cu 0.32%;杂质:各自<0.05%,累积杂质<0.15%。
[0096]
实验实施例
[0097]
实施例1
[0098]
第一测试使用合金1进行,合金1通过icp测量的重量组成包括:zr:1.52%;fe 213ppm;si 183ppm;杂质:各自<0.05%,累积杂质<0.15%。
[0099]
测试零件通过slm制成,使用eos290 slm(供应商eos)型机器。该机器允许将制造零件的托盘加热至最高达约200℃。测试使用加热至约200℃的托盘进行,但补充测试表明本发明的合金在较低的托盘温度(例如25℃、50℃、100℃或150℃)下的良好的加工性。
[0100]
激光功率为370w。扫描速度等于1400mm/s。两条相邻扫描线之间的偏差——通常称为术语“散射矢量”——为0.11mm。层厚度为60μm。
[0101]
所用粉末的粒度基本上为3μm至100μm,中值为40μm,10%分位数为16μm,90%分位数为79μm。
[0102]
第一测试零件制成实心圆柱体的形式,相对于在平面(x
‑
y)中形成其基底的结构托盘垂直(z方向)。圆柱体的直径为11mm,高度为46mm。第二测试零件制成平行六面体的形式,其尺寸为12(x方向)x45(y方向)x46(z方向)mm(参见图5)。所有零件均在300℃下进行slm制造后松弛处理4小时。
[0103]
一些第一零件在350℃、400℃或450℃下进行制造后热处理,处理的时间为1h至104h。所有第一零件(进行和不进行制造后热处理)均经过机械加工以获得具有以下特征的圆柱形拉伸试样,以mm计(参见表1和图4):
[0104]
在图4和表1中,代表试样中心部分的直径,m为试样两端的宽度,lt为试样的总长度,r为试样的中心部分与两端之间的曲率半径,lc为试样中心部分的长度,f为试样两端的长度。
[0105]
[表1]
[0106][0107]
这些圆柱形试样根据标准nf en iso 6892
‑
1(2009
‑
10)在室温下进行拉伸测试。
[0108]
一些第二测试零件进行了制造后热处理,如结合第一零件所描述的。第二测试零件进行了电导率测试,基于电导率与热导率的变化相似的事实。根据wiedemannfranz定律,热导率和电导率的线性相关关系在出版物hatch“aluminum properties and physical metallurgy"asm metals park,oh,1988中已经证实。在准备电导率测量中,将第二测试零件在每个45mm x 46mm面上使用180号砂纸进行表面抛光。使用foerster sigmatest 2.069型测量仪在60khz下对抛光面进行电导率测量。
[0109]
下文表2示出了对于各第一测试零件的热处理温度(℃)、热处理时间、0.2%弹性极限rp0.2(mpa)、拉伸强度(rm)、断裂伸长率a(%),以及电导率(ms.m
‑1)。拉伸性能(弹性极限、拉伸强度和断裂伸长率)由第一测试零件沿制造方向z测定,而电性能(电导率)在第二测试零件上测定。在下文表2中,0h时间对应于不进行热处理。
[0110]
[表2]
[0111]
时间(h)温度(℃)rp0.2(mpa)rm(mpa)a(%)σ(ms/m)0
‑
1091482221.12143502402577.728.46563502312628.429.6814002342629.828.5644002352668.629.61104002272597.730.521004001982389.232.231044501451818.733.43
[0112]
在不施加热处理的情况下,认为机械性能是令人满意的。然而,施加适当的热处理允许提高弹性极限、拉伸强度以及电导率。热处理的有益效果归因于纳米级al3zr沉淀物的形成,这使得弹性极限和电导率同时增加。在不进行热处理的情况下,一部分zr保持在固溶体中。
[0113]
一个显著的方面是热处理允许相当显著地提高电导率,电导率接近纯铝(接近34ms/m),同时与纯铝相比,还提高了机械性能。
[0114]
允许获得良好的机械性能的参数如下:
[0115]
‑
在400℃下,时间为1h至10h;
[0116]
‑
在350℃下,时间为10h至100h,时间为10h至20h似乎是足够的。
[0117]
在下文中,当施加热处理时,优选其温度低于500℃。当获得最佳的机械性能优先时,热处理的温度优选低于450℃,并且例如为300℃至420℃。
[0118]
当电或热传导优先时,热处理的温度优选高于或等于350℃甚或400℃,时间可超过100h,例如90至200h。
[0119]
观察到,当热处理在400℃下进行时,拉伸机械性能(弹性极限、拉伸强度)随处理时间的变化是,首先提高,然后降低。热处理的最佳时间允许优化拉伸机械性能。其为在400℃下0.1h至10h。
[0120]
优选地,热处理为回火或退火。
[0121]
图2说明了拉伸性能(纵轴,代表以mpa表示的弹性极限rp0.2)与导热性能(横轴,代表以ms/m表示的热导率)的函数。应注意,认为导热性能代表导电性能。在图2中,百分比表示断裂伸长率。热处理同时在电导率和弹性极限两方面的有益效果用箭头表示。在图2的图例中,术语“原始”意指不进行任何热处理。
[0122]
样品的相对密度高于99.5%,这表明孔隙率<0.5%,孔隙率通过对抛光样品截面的图像分析进行评估。
[0123]
第二测试使用以下方法进行:
[0124]
‑
如前文所述的合金1;
[0125]
‑
合金2,其通过icp测量的重量组成包括al;zr 1.78%;fe 1.04%;si 1812ppm;cu 503ppm;杂质各自<0.05%,累积杂质<0.15%。
[0126]
形成类似于结合第一测试所述的测试零件。
[0127]
所用粉末的粒度基本上为3μm至100μm,中值为41μm,10%分位数为15μm,90%分位数为82μm。
[0128]
根据标准astm e384的维氏硬度hv0.2以及电导率在平行六面体零件上进行表征。硬度和电导率测量在不进行任何热处理的情况下以及在不同的热处理之后进行。
[0129]
表3总结了表征结果。n/a意指未测量该特征。
[0130]
[表3]
[0131]
合金热处理hv0.2电导率(ms/m)合金2无7918.11合金2400℃
–
1h9224合金2400℃
‑
4h9926合金1无51.221.12合金1400℃
–
4h9329.61
[0132]
测试证实:
[0133]
‑
fe的存在显著提高了机械性能;
[0134]
‑
施加热处理提高了机械和导电性能。
[0135]
实施例2
[0136]
类似于实施例1的第二测试使用如上文结合实施例1所述的合金2进行。
[0137]
所用粉末的粒度基本上为3μm至100μm,中值为41μm,10%分位数为15μm,90%分位数为82μm。
[0138]
测试零件通过slm制成,使用eos m290 slm(供应商eos)型机器。激光功率为370w。扫描速度等于1250mm/s。两条相邻扫描线之间的偏差——通常称为术语“散射矢量”——为0.111mm。层厚度为60μm。
[0139]
如同实施例1,与松弛后的原始状态相比,增加在400℃或450℃下最高达100h的热处理允许同时增加机械强度和电导率,如下文表4和图6所示。
[0140]
[表4]
[0141]
时间(h)温度(℃)rp0.2(mpa)rm(mpa)a(%)σ(ms/m)0
‑
21424016.818.111435028830110.524.23563502843006.926.6214002983077.824.0044002722939.126.19104002752925.827.5510040021523816.929.9810445022124412.530.00
[0142]
与实施例1的合金1相比,合金2允许证明添加fe对提高弹性极限rp02和拉伸强度rm的积极作用(而不显著降低电导率)。该合金2允许在热处理后达到实施例1的合金1无法达到的rp02和rm值,其中rp02值高于260mpa,同时保持电导率高于24ms/m甚或26ms/m。
[0143]
不受理论的束缚,似乎在通过常规方法(例如由锻造获得的块体进行机械加工)制造的零件中,fe以尺寸范围最高达几十μm的粗金属间的形式存在。相反地,在由实施例2的合金2通过选择性激光熔化制造的零件中,fe以纳米级沉淀物的形式存在,这对合金的耐腐蚀性或阳极氧化能力没有负面影响。相反地,基于铁的纳米级沉淀物的存在似乎通过诱导测试零件的横向腐蚀而非局部腐蚀对耐腐蚀性产生积极影响。
[0144]
实施例3
[0145]
类似于实施例2的第三测试使用合金3进行,合金3通过icp测量的重量组成包括:al;zr 1.23%;fe 0.94%;
[0146]
杂质各自<0.05%,累积杂质<0.15%。
[0147]
所用粉末的粒径基本上为3μm至100μm,中值为37μm,10%分位数为15μm,90%分位数为71μm。
[0148]
测试零件通过slm制成,使用eos m290 slm(供应商eos)型机器。激光功率为370w。扫描速度等于1250mm/s。两条相邻扫描线之间的偏差——通常称为术语“散射矢量”——为0.111mm。层厚度为60μm。
[0149]
如同实施例2,与松弛后的原始状态相比,增加在400℃下最高达100h的热处理允许同时增加机械强度和电导率,如下文表5所示。
[0150]
[表5]
[0151]
时间(h)温度(℃)rp0.2(mpa)rm(mpa)a(%)σ(ms/m)0
‑
13319826.218.691435025728517.726.575635026328417.127.45140029030813.725.38440029930915.127.65104002692841228.5110040017221613.631.0210445011516220.332.42
[0152]
与合金2相比,合金3的zr含量降低(分别为1.23%和1.78%zr)导致伸长率和电导率的值显著增加,并且对于所有测试的制造后热处理均是如此(参见上文表4和表5)。合金3在制造的原始状态下还比合金2更软:rp02分别为133mpa和214mpa。该较软的原始状态在slm方法期间在加工性方面是有利的,因为其可显著降低零件制造期间的残余应力。合金3和合金2的最佳机械强度相似,并且分别在400℃下进行制造后热处理4h和在400℃下进行制造后热处理1h获得。在这些机械强度最大化条件下,合金3的优点在于同时提供更好的伸长率和更好的电导率。
[0153]
实施例4
[0154]
类似于实施例2的第四测试使用合金4进行,合金4通过icp测量的重量组成包括:al;zr 0.81%;fe 1.83%;
[0155]
杂质各自<0.05%,累积杂质<0.15%。
[0156]
所用粉末的粒度基本上为3μm至100μm,中值为38μm,10%分位数为15μm,90%分位数为75μm。
[0157]
测试零件通过slm制成,使用eos m290 slm(供应商eos)型机器。激光功率为370w。扫描速度等于1250mm/s。两条相邻扫描线之间的偏差——通常称为术语“散射矢量”——为0.111mm。层厚度为60μm。
[0158]
如同实施例2,与松弛后的原始状态相比,增加在400℃或450℃下最高达100h的热处理允许同时增加机械强度和电导率,如下文表6所示。
[0159]
与合金1相比,合金4允许证明与添加1.83%的fe相关的zr含量降低的益处。
[0160]
合金4和合金1的最佳机械强度在400℃下热处理4h获得。在这些机械强度最大化条件下,与合金1相比,合金4的rp02和伸长率显著增加,同时电导率降低,参见上文表2和下文表6。
[0161]
[表6]
[0162]
时间(h)温度(℃)rp0.2(mpa)rm(mpa)a(%)σ(ms/m)0
‑
11821518.119.161435024129715.924.975635026731312.827.61140018725814.923.45440027831618.828.11040024028312.929
10040021025714.230.2810445012718620.331.64
[0163]
实施例5
[0164]
类似于实施例2的第五测试使用合金5进行,合金5通过icp测量的重量组成包括:al;zr 1.39%;cu 0.32%;
[0165]
杂质各自<0.05%,累积杂质<0.15%。
[0166]
所用粉末的粒径基本上为3μm至100μm,中值为27μm,10%分位数为11μm,90%分位数为54μm。
[0167]
测试零件通过slm制成,使用eos m290 slm(供应商eos)型机器。激光功率为370w。扫描速度等于1250mm/s。两条相邻扫描线之间的偏差——通常称为术语“散射矢量”——为0.111mm。层厚度为60μm。
[0168]
如同实施例2,与松弛后的原始状态相比,增加在400℃或450℃下最高达100h的热处理允许同时增加机械强度和电导率,如下文表7所示。
[0169]
与合金1相比,合金5允许证明与添加0.32%的cu相关的zr含量降低的益处。事实上,与合金1相比,合金5同时具有更好的机械强度和更好的伸长率,并且对于所有测试的在350℃和400℃下的制造后热处理均是如此。
[0170]
合金1的最佳机械强度在400℃下热处理4h获得。在这些条件下,与合金1相比,合金5具有显著增加的rp02和伸长率,以及非常低的电导率降低,参见上文表2和下文表7。
[0171]
与实施例1的合金1相比,合金5允许证明与降低zr相关的cu添加对提高弹性极限rp02和拉伸强度rm的积极作用(电导率没有显著降低)。
[0172]
[表7]
[0173]
时间(h)温度(℃)rp0.2(mpa)rm(mpa)a(%)σ(ms/m)0
‑
15319327.521.851435025828019.228.125635025627618.729.44140027930418.627.81440027629819.9529.261040025227616.829.9510040021725116.931.5510445012918419.132.35
[0174]
实施例6
[0175]
对分别在实施例3和4中描述的合金3和4进行额外的热拉伸测试。
[0176]
以与实施例1中所述相同的方式,测试零件构建为实心圆柱体的形式,相对于在平面(x
‑
y)中形成其基底的结构托盘垂直(z方向)。圆柱体的直径为11mm,高度为46mm。
[0177]
这些测试零件通过slm使用eos m290 slm(供应商eos)型机器,并根据2套不同的slm参数设置(称为设置1和设置2)制成,如下所示:
[0178]
设置1:
[0179]
·
激光功率:370w
[0180]
·
扫描速度:1250mm/s
[0181]
·
散射矢量:0.111mm
[0182]
·
层厚度:60μm。
[0183]
设置2:
[0184]
·
激光功率:370w
[0185]
·
扫描速度:1307mm/s
[0186]
·
散射矢量:0.177mm
[0187]
·
层厚度:60μm。
[0188]
所有零件均在300℃下进行slm制造后松弛处理4h。
[0189]
一些零件在400℃下进行制造后热处理,处理时间为1h至4h(参见下文表8)。所有第一零件(进行和不进行制造后热处理)均经过机械加工以形成类似于实施例1中所述的圆柱形拉伸试样(参见图4和上文表1)。
[0190]
高温(200℃)下的拉伸测试由所获得的拉伸试样根据标准nf en iso 6892
‑
1(2009
‑
10)进行。这些测试的结果总结在下文表8中。对于相同的测试条件,合金4比合金3具有更好的机械性能(rp0.2和rm)。
[0191]
实施例6允许证明了与zr含量降低相关的fe含量增加对高温下的机械性能的积极作用(合金3和合金4的性能之间的比较)。
[0192]
[表8]
[0193]
合金slm参数设置时间(h)温度(℃)rp02(mpa)rm(mpa)合金3设置1
‑‑
120152合金3设置1140098128合金3设置21400108135合金3设置24400111138合金4设置1
‑‑
127168合金4设置11400126156合金4设置21400131158合金4设置24400145158
[0194]
根据一个实施方案,该方法可包括热等静压(hip)。特别地,hip处理可改善伸长性能和疲劳性能。热等静压可在热处理之前、之后或代替热处理进行。有利地,热等静压在250℃至500℃且优选300℃至450℃的温度下,在500至3000巴的压力下进行0.5至50小时。
[0195]
特别地,任选的热处理和/或热等静压允许提高所得产品的硬度或弹性极限以及电导率。然而,应注意,通常温度越高,越促进(电或热)传导性对机械强度的损害。
[0196]
根据适用于具有结构硬化的合金的另一个实施方案,可进行固溶,然后是成型零件的淬火和回火和/或热等静压。在该情况下,热等静压可有利地代替固溶。
[0197]
然而,本发明的方法是有利的,因为其优选不需要任何固溶处理然后淬火。在某些情况下,通过参与弥散相或细金属间相的粗化,固溶可对机械强度产生不利影响。
[0198]
根据一个实施方案,本发明的方法进一步包括任选地机械加工处理,和/或化学、电化学或机械表面处理,和/或摩擦抛光(tribofinition)。特别地,可进行这些处理以降低粗糙度和/或提高抗腐蚀性和/或提高抗疲劳裂纹引发性。
[0199]
任选地,例如可在增材制造之后和/或热处理之前,进行零件的机械变形。
[0200]
尽管结合slm型增材制造方法进行了描述,但是该方法可应用于结合现有技术提及的其他waam型增材制造方法。图3表示一个替代方案。能量源31(在本例中为焊炬)形成电弧32。在该装置中,焊炬31由焊接机械手33夹持。待制造的零件20布置在支撑件10上。在该实例中,制造的零件为沿垂直于由支撑件10限定的平面xy的横向轴线z延伸的壁。在电弧12的作用下,填充焊丝35熔化从而形成焊道。焊接机械手由数字模型m控制。焊接机械手运动,从而形成彼此叠置的不同的层201…
20
n
,形成壁20,每一层对应于一条焊道。各层201…
20
n
根据数字模型m定义的图案在平面xy中延伸。
[0201]
优选地,填充焊丝的直径小于3mm。其可为0.5mm至3mm且优选0.5mm至2mm,甚或1mm至2mm。例如,其为1.2mm。
[0202]
此外,可考虑其他方法,例如但不限于:
[0203]
‑
选择性激光烧结(selective laser sintering或sls);
[0204]
‑
直接金属激光烧结(direct metal laser sintering或dmls);
[0205]
‑
选择性热烧结(selective heat sintering或shs);
[0206]
‑
电子束熔化(electron beam melting或ebm);
[0207]
‑
激光熔化沉积(laser melting deposition);
[0208]
‑
直接能量沉积(direct energy deposition或ded);
[0209]
‑
直接金属沉积(direct metal deposition或dmd);
[0210]
‑
直接激光沉积(direct laser deposition或dld);
[0211]
‑
激光沉积技术(laser deposition technology);
[0212]
‑
激光工程化净成型(laser engineering net shaping);
[0213]
‑
激光熔覆技术(laser cladding technology);
[0214]
‑
激光自由成型制造技术(laser freedom manufacturing technology或lfmt);
[0215]
‑
激光金属沉积(laser metal deposition或lmd);
[0216]
‑
冷喷涂固结(cold spray consolidation或csc);
[0217]
‑
增材摩擦搅拌(additive friction stir或afs);
[0218]
‑
火花等离子烧结或现场辅助烧结技术(field assisted sintering technology,fast或spark plasma sintering);或
[0219]
‑
惯性旋转摩擦焊接(inertia rotary friction welding或irfw)。
[0220]
本发明的技术方案特别适用于所谓的“冷喷涂”(所谓的“cold spray”)方法,特别是因为粉末的低硬度,这有利于沉积。之后,零件可通过硬化退火(热后处理)硬化。
[0221]
本发明的技术方案特别适合应用于电气、电子和热交换器领域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1