一种高精轴加工用打磨装置及其打磨工艺的制作方法
1.本发明涉及一种打磨装置,具体为一种高精轴加工用打磨装置及其打磨工艺,属于高精轴加工技术领域。
背景技术:
2.齿轮轴指支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件。一般为金属圆杆状,各段可以有不同的直径。机器中作回转运动的零件就装在轴上。
3.齿轮轴的使用需求非常高,例如减速器、变速箱等装置中都会用到齿轮轴,对于齿轮轴的精度要求非常高。齿轮轴在基本加工成型后,为了提高齿轮轴精度与表面光滑度,会对齿轮轴精度需求高的表面进行打磨,保证齿轮轴的打磨精度。但是现有的齿轮轴打磨装置在进行打磨工作时,大多采用齿轮轴转动,打磨组件做直线运动,打磨速度慢,且容易造成打磨组件的损伤,降低打磨组件的使用寿命。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种高精轴加工用打磨装置及其打磨工艺。
5.本发明通过以下技术方案来实现上述目的,一种高精轴加工用打磨装置,包括定位连接板、承载底板和打磨底座和打磨结构,所述承载底板包括底板本体,所述底板本体顶端一侧固定安装有主轴箱,所述主轴箱正面转动安装有驱动主轴,所述驱动主轴远离主轴箱的一端转动连接有定位连接板,所述驱动主轴贯穿定位连接板并向外延伸,所述驱动主轴延伸端固定安装有三爪卡盘,所述三爪卡盘正面固定安装有高精主轴,所述底板本体顶端另一侧开设有导向连接槽,所述导向连接槽内部转动安装有传动螺纹杆,所述传动螺纹杆远离定位连接板的一端转动连接有转动连接体,所述导向连接槽底端槽壁开设有集屑槽,所述底板本体顶端固定连接有两个滑动导轨,所述导向连接槽内部滑动安装有打磨底座,所述打磨底座包括底座本体,所述底座本体底端中部固定连接有传动连接块,所述底座本体顶端开设有滑动连接槽,所述滑动连接槽正背两面槽壁底部均开设有限位卡槽,所述滑动连接槽底端槽壁固定连接有啮合齿条,所述滑动连接槽内部一端固定安装有定位连接块,所述滑动连接槽内部滑动安装有打磨结构,所述打磨结构包括打磨连接体,所述打磨连接体底端固定连接有限位连接滑块,所述打磨连接体顶端开设有滚筒安装槽,所述滚筒安装槽两侧槽壁顶端转动安装有滚筒传动轴,所述滚筒传动轴外壁中间固定安装有打磨滚筒,所述打磨滚筒外壁固定连接有打磨套筒,所述打磨滚筒正背两面的滚筒传动轴外壁分别固定安装有第一限位板和第二限位板,所述滚筒传动轴背面一端外壁固定连接有传动齿轮,所述打磨连接体背面中部固定安装有驱动电机,所述驱动电机背面传动连接有驱动齿轮,所述驱动齿轮通过链条与传动齿轮传动连接。
6.优选的,所述传动连接块正面开设有传动螺纹通孔,所述传动螺纹杆螺纹安装在传动螺纹通孔内部,所述传动连接块滑动安装在导向连接槽内部。
7.优选的,所述转动连接体固定安装在导向连接槽内部,所述传动螺纹杆贯穿转动连接体并向外延伸,所述传动螺纹杆的延伸端固定连接有控制摇柄。
8.优选的,所述底座本体底端开设有两个导轨滑动槽,两个所述滑动导轨分别滑动安装在两个导轨滑动槽内部,所述限位连接滑块滑动安装在滑动连接槽内部。
9.优选的,所述限位连接滑块一侧开设有传动安装槽,所述传动安装槽内部顶端设置有主动齿轮,所述主动齿轮正面固定连接有控制连接轴,所述主动齿轮底端啮合连接有从动齿轮,所述从动齿轮正面中间固定连接有从动连接轴。
10.优选的,所述控制连接轴正面的一端贯穿打磨连接体并向外延伸,所述控制连接轴的延伸端固定连接有控制圆盘,所述控制连接轴贯穿主动齿轮并向外延伸,所述控制连接轴与打磨连接体转动连接。
11.优选的,所述从动连接轴贯穿从动齿轮并向外延伸,所述从动连接轴转动安装在传动安装槽内部,所述从动齿轮底端与啮合齿条相互啮合。
12.优选的,所述打磨连接体顶端开设有四个卡块固定螺纹孔,所述打磨连接体正背两面顶端均设置有转动安装卡块,所述转动安装卡块通过卡块固定螺纹孔和螺栓与打磨连接体固定连接。
13.优选的,所述滚筒传动轴两端外壁均固定连接有轴承,所述滚筒传动轴通过轴承转动安装在滚筒安装槽内部,所述滚筒传动轴通过轴承与转动安装卡块转动连接。
14.优选的,一种高精轴加工用打磨装置的打磨工艺,包括有以下步骤:
15.首先通过转动摇柄转动传动螺纹杆,传动螺纹杆带动传动连接块向定位连接板的方向移动,传动连接块带动底座本体移动;
16.接着转动圆盘,转动圆盘带动控制连接轴顺时针转动,控制连接轴带动主动齿轮顺时针转动,主动齿轮啮合传动从动齿轮,从动齿轮逆时针转动,从动齿轮与啮合齿条啮合传动,促使打磨连接体向高精主轴的方向移动,使打磨套筒与高精主轴之间存在一定的间隙;
17.启动驱动电机,驱动电机带动驱动齿轮逆时针转动,驱动齿轮通过链条带动传动齿轮逆时针转动,传动齿轮带动控制连接轴逆时针转动,控制连接轴通过打磨滚筒带动打磨套筒逆时针转动;
18.然后顺时针转动转动圆盘,使打磨套筒与高精主轴相互接触,并对高精主轴外壁进行打磨;
19.第一次打磨,为半精加工打磨,主轴箱输出主轴转速为三百转每分钟;第二次打磨,为精加工打磨,主轴箱输出转动为八百转每分钟;驱动电机输出转速恒定,为五百转分钟。
20.本发明的有益效果是:
21.其一、本发明利用转动转动圆盘顺时针,使打磨套筒与高精主轴相互接触,并对高精主轴外壁进行打磨,第一次打磨,为半精加工打磨,主轴箱输出主轴转速为三百转每分钟;第二次打磨,为精加工打磨,主轴箱输出转动为八百转每分钟;驱动电机输出转速恒定,为五百转分钟,方便对高精主轴进行打磨,分次打磨,打磨精度更加高,采用高精主轴与打磨套筒同时反向转动,提高打磨效率与打磨精度,避免出现单边打磨,降低打磨套筒的而使用寿命。
22.其二、本发明利用驱动电机带动驱动齿轮逆时针转动,驱动齿轮通过链条带动传动齿轮逆时针转动,传动齿轮带动控制连接轴逆时针转动,控制连接轴通过打磨滚筒带动打磨套筒逆时针转动,更加方便对打磨组件的控制,提高打磨效率。
附图说明
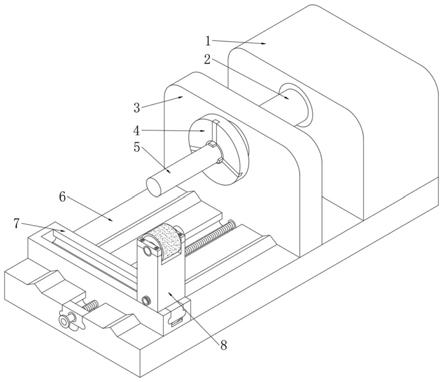
23.图1为本发明整体结构示意图;
24.图2为本发明打磨底座内部结构示意图;
25.图3为本发明承载底板结构示意图;
26.图4为本发明打磨底座与打磨装置装配结构示意图;
27.图5为本发明打磨装置整体结构示意图;
28.图6为本发明打磨装置整体剖视结构示意图;
29.图7为本发明打磨滚筒结构示意图。
30.图中:1、主轴箱;2、驱动主轴;3、定位连接板;4、三爪卡盘;5、高精主轴;6、承载底板;7、打磨底座;8、打磨结构;601、底板本体;602、滑动导轨;603、导向连接槽;604、传动螺纹杆;605、转动连接体;606、集屑槽;701、底座本体;702、滑动连接槽;703、限位卡槽;704、啮合齿条;705、传动连接块;706、定位连接块;801、打磨连接体;802、滚筒安装槽;803、卡块固定螺纹孔;804、打磨滚筒;805、打磨套筒;806、控制连接轴;807、限位连接滑块;808、传动安装槽;809、滚筒传动轴;810、主动齿轮;811、从动连接轴;812、从动齿轮;813、驱动电机;814、驱动齿轮;815、传动齿轮;816、第一限位板;817、第二限位板;818、转动安装卡块。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1
‑
7所示,一种高精轴加工用打磨装置及其打磨工艺,包括定位连接板3、承载底板6和打磨底座7和打磨结构8,承载底板6包括底板本体601,底板本体601顶端一侧固定安装有主轴箱1,主轴箱1设置为高转速输出和低转速输出,高转速输出为八百转每分钟,低转速输出为三百转每分钟,主轴箱1正面转动安装有驱动主轴2,驱动主轴2远离主轴箱1的一端转动连接有定位连接板3,驱动主轴2贯穿定位连接板3并向外延伸,驱动主轴2延伸端固定安装有三爪卡盘4,三爪卡盘4正面固定安装有高精主轴5,底板本体601顶端另一侧开设有导向连接槽603,导向连接槽603内部转动安装有传动螺纹杆604,传动螺纹杆604远离定位连接板3的一端转动连接有转动连接体605,导向连接槽603底端槽壁开设有集屑槽606,底板本体601顶端固定连接有两个滑动导轨602,导向连接槽603内部滑动安装有打磨底座7,打磨底座7包括底座本体701,底座本体701底端中部固定连接有传动连接块705,底座本体701顶端开设有滑动连接槽702,滑动连接槽702正背两面槽壁底部均开设有限位卡槽703,滑动连接槽702底端槽壁固定连接有啮合齿条704,滑动连接槽702内部一端固定安装有定位连接块706,滑动连接槽702内部滑动安装有打磨结构8,打磨结构8包括打磨连接体801,打磨连接体801底端固定连接有限位连接滑块807,打磨连接体801顶端开设有滚
筒安装槽802,滚筒安装槽802两侧槽壁顶端转动安装有滚筒传动轴809,滚筒传动轴809外壁中间固定安装有打磨滚筒804,打磨滚筒804外壁固定连接有打磨套筒805,打磨滚筒804正背两面的滚筒传动轴809外壁分别固定安装有第一限位板816和第二限位板817,滚筒传动轴809背面一端外壁固定连接有传动齿轮815,打磨连接体801背面中部固定安装有驱动电机813,驱动电机813背面传动连接有驱动齿轮814,驱动齿轮814通过链条与传动齿轮815传动连接。
33.作为本发明的一种技术优化方案,传动连接块705正面开设有传动螺纹通孔,传动螺纹杆604螺纹安装在传动螺纹通孔内部,传动连接块705滑动安装在导向连接槽603内部。转动连接体605固定安装在导向连接槽603内部,传动螺纹杆604贯穿转动连接体605并向外延伸,传动螺纹杆604的延伸端固定连接有控制摇柄。
34.作为本发明的一种技术优化方案,底座本体701底端开设有两个导轨滑动槽,两个滑动导轨602分别滑动安装在两个导轨滑动槽内部,限位连接滑块807滑动安装在滑动连接槽702内部。限位连接滑块807一侧开设有传动安装槽808,传动安装槽808内部顶端设置有主动齿轮810,主动齿轮810正面固定连接有控制连接轴806,主动齿轮810底端啮合连接有从动齿轮812,从动齿轮812正面中间固定连接有从动连接轴811。
35.作为本发明的一种技术优化方案,控制连接轴806正面的一端贯穿打磨连接体801并向外延伸,控制连接轴806的延伸端固定连接有控制圆盘,控制连接轴806贯穿主动齿轮810并向外延伸,控制连接轴806与打磨连接体801转动连接。从动连接轴811贯穿从动齿轮812并向外延伸,从动连接轴811转动安装在传动安装槽808内部,从动齿轮812底端与啮合齿条704相互啮合。
36.作为本发明的一种技术优化方案,打磨连接体801顶端开设有四个卡块固定螺纹孔803,打磨连接体801正背两面顶端均设置有转动安装卡块818,转动安装卡块818通过卡块固定螺纹孔803和螺栓与打磨连接体801固定连接。滚筒传动轴809两端外壁均固定连接有轴承,滚筒传动轴809通过轴承转动安装在滚筒安装槽802内部,滚筒传动轴809通过轴承与转动安装卡块818转动连接,打磨套筒805设置为半精加工和精加工两种,根据打磨步骤进行更换打磨套筒805。
37.作为本发明的一种技术优化方案,一种高精轴加工用打磨装置的打磨工艺,包括有以下步骤:
38.首先通过转动摇柄转动传动螺纹杆604,传动螺纹杆604带动传动连接块705向定位连接板3的方向移动,传动连接块705带动底座本体701移动;
39.接着转动圆盘,转动圆盘带动控制连接轴806顺时针转动,控制连接轴806带动主动齿轮810顺时针转动,主动齿轮810啮合传动从动齿轮812,从动齿轮812逆时针转动,从动齿轮812与啮合齿条704啮合传动,促使打磨连接体801向高精主轴5的方向移动,使打磨套筒805与高精主轴5之间存在一定的间隙;
40.启动驱动电机813,驱动电机813带动驱动齿轮814逆时针转动,驱动齿轮814通过链条带动传动齿轮815逆时针转动,传动齿轮815带动控制连接轴806逆时针转动,控制连接轴806通过打磨滚筒804带动打磨套筒805逆时针转动;
41.然后顺时针转动转动圆盘,使打磨套筒805与高精主轴5相互接触,并对高精主轴5外壁进行打磨;
42.第一次打磨,为半精加工打磨,主轴箱1输出主轴转速为三百转每分钟;第二次打磨,为精加工打磨,主轴箱1输出转动为八百转每分钟;驱动电机813输出转速恒定,为五百转分钟。
43.本发明在使用时;
44.请参照图1至图7;
45.将本装置如图1所示进行装配,将高精主轴5固定安装在三爪卡盘4内部,然后启动主轴箱1,主轴箱1带动驱动主轴2转动,驱动主轴2带动三爪卡盘4转动,三爪卡盘4带动高精主轴5顺时针转动;
46.实施操作一;
47.首先通过转动摇柄转动传动螺纹杆604,传动螺纹杆604带动传动连接块705向定位连接板3的方向移动,传动连接块705带动底座本体701移动;
48.实施操作二;
49.接着转动圆盘,转动圆盘带动控制连接轴806顺时针转动,控制连接轴806带动主动齿轮810顺时针转动,主动齿轮810啮合传动从动齿轮812,从动齿轮812逆时针转动,从动齿轮812与啮合齿条704啮合传动,促使打磨连接体801向高精主轴5的方向移动,使打磨套筒805与高精主轴5之间存在一定的间隙;
50.实施操作三;
51.启动驱动电机813,驱动电机813带动驱动齿轮814逆时针转动,驱动齿轮814通过链条带动传动齿轮815逆时针转动,传动齿轮815带动控制连接轴806逆时针转动,控制连接轴806通过打磨滚筒804带动打磨套筒805逆时针转动;
52.实施操作四;
53.然后顺时针转动转动圆盘,使打磨套筒805与高精主轴5相互接触,并对高精主轴5外壁进行打磨;
54.第一次打磨,为半精加工打磨,主轴箱1输出主轴转速为三百转每分钟;第二次打磨,为精加工打磨,主轴箱1输出转动为八百转每分钟;驱动电机813输出转速恒定,为五百转分钟。
55.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1