一种手工抛丸用工装喷头及提升涡轮壳流道质量的方法与流程
1.本技术涉及一种手工抛丸用工装喷头及提升涡轮壳流道质量的方法,属于铸造技术领域。
背景技术:
2.随着耐热钢涡轮增压器行业的发展,对耐热钢涡轮增压器中的核心零件涡轮壳提出了更高的要求。进出涡轮壳气体的损失量就决定了涡轮增压器的工作效率。涡轮壳的致密性和气体流道的通畅性则是为了保证气体能量损失达到最小。为了保证涡轮壳的上述特性,在铸造涡轮壳时,传统的铸造方法是先制造流道泥芯,再整体浇注而成。
3.传统的铸造方法能满足涡轮壳的致密性能,但对于涡轮壳的气体流道的质量也造成一定的影响。流道泥芯的外表面粗糙度直接影响铸造后的涡轮壳流道内壁的表面粗糙度;流道泥芯在铸造过程中流道覆膜砂的溃散性以及铸造后的涡轮壳流道内残留的黑砂和涂料都会影响涡轮壳流道质量。
4.现有技术中对于流道内残留的黑砂和涂料,通过进行抛丸工序进行清除。但由于涡轮壳的流道为内置的形状复杂的内孔。传统的抛丸机喷头由于尺寸大,无法进入涡轮壳内部,导致无法彻底清除流道内残留的黑砂和涂料。如果将喷头更换为细长类管状喷头,虽可进入涡轮壳内部,但由于喷头尺寸的改变,抛丸机出气管与喷头的连接处的压缩空气因尺寸改变会发生气体涡旋现象,造成弹丸对出气管壁进行撞击,出现出气管破损,甚至出现喷头因弹丸发生堵塞的情况。
技术实现要素:
5.对现有技术中存在的问题与不足,本技术提供一种手工抛丸用工装喷头及提升涡轮壳流道质量的方法,通过设置工装喷头与抛丸机出气管连接,可以手持工装喷头进入涡轮壳内部进行抛丸工序,工装喷头设有一多台阶状且沿径向尺寸渐变的通孔;通孔的小尺寸台阶端所在的喷头主体部分形成喷嘴;弹丸通过抛丸机的作用可逐次的从喷嘴射出,不会发生堵塞,多台阶状设置也可使压缩空气按阶段通过,避免涡旋现象,提高涡轮壳流道的抛丸效果。通过将流道泥芯进行浸涂工序,既可挺高流道泥芯的表面粗糙度,又可使流道泥芯在铸造过程中保证流道砂的整体性,提高铸造质量。
6.为实现上述目的,本技术提供如下技术方案:一种手工抛丸用工装喷头,包括喷头主体,喷头主体设有一沿轴向贯通两侧的通孔;通孔为一多台阶状且沿径向尺寸渐变结构;通孔的大尺寸台阶端与抛丸机出气管连接,通孔的小尺寸台阶端所在的喷头主体部分形成工装喷头的喷嘴;手持工装喷头从待处理工件的流道口进入,通过改变喷嘴的方向对待处理工件的流道进行抛丸工序。
7.具体的,通孔为三台阶状通孔;三台阶状通孔按照孔径大小分为大尺寸台阶端、过渡台阶端和小尺寸台阶端。这样设置三台阶状通孔,可以使抛丸机的压缩空气从三台阶状通孔逐次通过,且每个台阶的孔径逐渐变小,压缩空气不会发生气体涡旋现象,保证工装喷
头的抛丸效果。
8.具体的,大尺寸台阶端设有定位销和定位通孔;抛丸机出气管与定位销对应位置开设有定位孔,与定位通孔对应的位置设有定位销钉;大尺寸台阶端与出气管连接时,定位销和定位通孔分别与定位孔和定位销钉一一对应。工装喷头的大尺寸台阶端设置定位销和定位通孔,既能实现与抛丸机出气管的快速连接,提高工作效率,又能保证通过定位通孔与定位销钉连接时起到工装喷头与出气管的连接牢固,实现使用过程中两者连接的良好稳定性。
9.具体的,过渡台阶端的两侧分别大端过渡部和小端过渡部;大端过渡部和小端过渡部为一孔径沿轴向逐渐减小结构;过渡台阶端通过大端过渡部和小端过渡部分别与大尺寸台阶端和小尺寸台阶端联通。将大端过渡部和小端过渡部设置为一孔径沿轴向逐渐减小的结构,同样是为了起到当压缩空气因喷头径向尺寸发生改变时,能沿孔径轴向逐减的通过,避免发生气体涡旋现象。
10.具体的,一种提升涡轮壳流道质量的方法,包括如下步骤:步骤1:进行涡轮壳流道泥芯浸涂工序;将涡轮壳流道泥芯在铸型涂料液中浸涂处理;处理后拿出烘干;步骤2:将步骤1中处理过的涡轮壳流道泥芯放入涡轮壳模具中,进行浇注铸造工序;得到涡轮壳铸造坯件;步骤3:对步骤2中得到的涡轮壳铸造坯件的流道,使用手工抛丸用工装喷头进行手工抛丸工序。
11.具体的,在步骤1中进行涡轮壳流道泥芯浸涂工序时,铸型涂料液是用锆英粉制成;进行浸涂时分两遍进行浸涂:第一遍:铸型涂料液的波美度控制在64
‑
67,涡轮壳流道泥芯放入涂料搅拌桶内静置3
‑
5秒;再拿出烘干并自然冷却;第二遍:重新调配铸型涂料液的浓度,将波美度控制在67
‑
70;将第一遍处理过并自然冷却后的涡轮壳流道泥芯放入涂料搅拌桶内静置3
‑
5秒;再拿出烘干并自然冷却。通过使用锆英粉制成的铸型涂料对流道泥芯进行铸前浸涂,一是提高流道泥芯的表面光洁度,二是为了使流道泥芯在铸造过程中,锆英粉与铸造液发生反应,在流道泥芯表面形成致密烧结层,起到防粘砂的同时,也保证流道泥芯的整体性,防止发生流道砂溃散情况。
12.具体的,步骤3中进行涡轮壳流道手工抛丸工序时,分两步进行:第一步:手持手工抛丸用工装喷头,对准涡轮壳进气口进行流道管壁手工抛丸;抛丸时间为40秒
‑
60秒;第二步:手持手工抛丸用工装喷头,从涡轮壳正面中孔放入;手持涡轮壳进行旋转,同时手持工装喷头对涡轮壳的流道内腔进行手工抛丸;抛丸时间为50秒
‑
60秒。这样分两步进行抛丸工序,对于涡轮壳流道不同部位上残留的黑砂和涂料进行不同抛丸方法进行清除,可彻底清除残留的黑砂和涂料,提高涡轮壳流道抛丸效果。
13.与现有技术相比,本技术的有益效果在于:1.本技术通过设置工装喷头与抛丸机出气管连接,可以手持工装喷头进入涡轮壳流道内部进行抛丸工序,有效适用于耐热钢单流道、双流道及排气管类涡轮壳,提高抛丸机的适用范围。
14.2.工装喷头设有一多台阶状且沿径向尺寸渐变的通孔;通孔的小尺寸台阶端所在的喷头主体部分形成喷嘴;弹丸通过抛丸机的作用可逐次的从喷嘴射出,不会发生堵塞,多台阶状设置也可使压缩空气按阶段通过,避免发生涡旋现象,提高涡轮壳流道的抛丸效果,提高了涡轮壳流道质量。
15.3.通过将流道泥芯进行浸涂工序,既可挺高流道泥芯的表面粗糙度,又可使流道泥芯在铸造过程中,流道砂发生溃散现象,保证流道泥芯的整体性,提高涡轮壳的铸造质量。同时通过对涡轮壳流道进行铸后手抛工序,可有效的去除铸造过程中残留的黑砂和涂料,提高涡轮壳流道的内腔表面质量。
附图说明
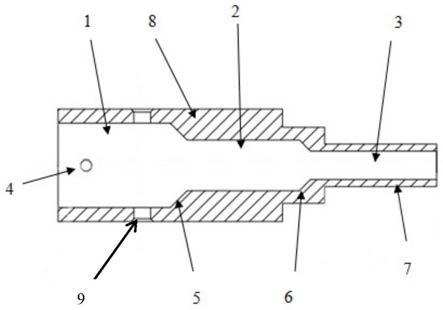
16.图1为本实施例工装喷头示意图;图2为本实施例工装喷头零件尺寸图。
17.图中:1、大尺寸台阶端;2、过渡台阶端;3、小尺寸台阶端;4、定位销;5、大端过渡部;6、小端过渡部;7、喷嘴;8、喷头主体;9、定位通孔。
具体实施方式
18.下面将结合本技术实施例中的附图,进一步阐述本技术。
19.请参阅图1
‑
2本实施例公开了一种手工抛丸用工装喷头,包括喷头主体8,喷头主体8设有一沿轴向贯通两侧的通孔;通孔为一多台阶状且沿径向尺寸渐变结构;通孔的大尺寸台阶端1与抛丸机出气管连接,通孔的小尺寸台阶端3所在的喷头主体部分形成工装喷头的喷嘴7;手持工装喷头从待处理工件的流道口进入,通过改变喷嘴7的方向对待处理工件的流道进行抛丸工序。实现了工装喷头的基本工作需求。
20.进一步的,通孔为三台阶状通孔;三台阶状通孔按照孔径大小分为大尺寸台阶端1、过渡台阶端2和小尺寸台阶端3。实现了通孔的构成。
21.进一步的,大尺寸台阶端1设有定位销4和定位通孔9;抛丸机出气管与定位销4对应位置开设有定位孔,与定位通孔9对应的位置设有定位销钉;大尺寸台阶端1与出气管连接时,定位销4和定位通孔9分别与定位孔和定位销钉一一对应。实现了大尺寸台阶端1与抛丸机出气管的连接。
22.进一步的,过渡台阶端2的两侧分别设有大端过渡部5和小端过渡部6;大端过渡部5和小端过渡部6为一孔径沿轴向逐渐减小结构;过渡台阶端2通过大端过渡部5和小端过渡部6分别与大尺寸台阶端1和小尺寸台阶端3联通。实现了过渡台阶端2的的构成。
23.一种提升涡轮壳流道质量的方法,包括如下步骤:步骤1:进行涡轮壳流道泥芯浸涂工序;将涡轮壳流道泥芯在铸型涂料液中浸涂处理;处理后拿出烘干;步骤2:将步骤1中处理过的涡轮壳流道泥芯放入涡轮壳模具中,进行浇注铸造工序;得到涡轮壳铸造坯件;步骤3:对步骤2中得到的涡轮壳铸造坯件的流道,使用手工抛丸用工装喷头进行手工抛丸工序。
24.进一步的,在步骤1中进行涡轮壳流道泥芯浸涂工序时,铸型涂料液是用锆英粉制
成;进行浸涂时分两遍进行浸涂:第一遍:铸型涂料液的波美度控制在64
‑
67,涡轮壳流道泥芯放入涂料搅拌桶内静置3
‑
5秒;再拿出烘干并自然冷却;第二遍:重新调配铸型涂料液的浓度,将波美度控制在67
‑
70;将第一遍处理过并自然冷却后的涡轮壳流道泥芯放入涂料搅拌桶内静置3
‑
5秒;再拿出烘干并自然冷却。
25.进一步的,步骤3中进行涡轮壳流道手工抛丸工序时,分两步进行:第一步:手持手工抛丸用工装喷头,对准涡轮壳进气口进行流道管壁手工抛丸;抛丸时间为40秒
‑
60秒;第二步:手持手工抛丸用工装喷头,从涡轮壳正面中孔放入;手持涡轮壳进行旋转,同时手持工装喷头对涡轮壳的流道内腔进行手工抛丸;抛丸时间为50秒
‑
60秒。
26.工作原理:1.首先根据图2中的零件尺寸制作工装喷头,并将工装喷头的大尺寸台阶端1与抛丸机出气管连接。
27.2.用锆英粉制成铸型涂料液,涂料液的波美度控制在64
‑
67,再将涡轮壳流道泥芯静置在涂料液里3
‑
5秒,再将流道泥芯拿出烘干并自然冷却。
28.3.重新调配涂料液的浓度,波美度控制在67
‑
70,再将冷却后的流道泥芯静置在涂料液中3
‑
5秒,并取出烘干冷却。
29.4.将浸涂处理后的流道泥芯放入涡轮壳模具中,并进行浇注铸造工序,制成涡轮壳铸造坯件。
30.4.对涡轮壳铸造坯件进行抛丸工序,其中进行涡轮壳流道抛丸时,手持工装喷头对准涡轮壳的进气管口,将工装喷头的喷嘴5对准流道管壁进行抛丸,抛丸的时间为40秒
‑
60秒。
31.5.手持手工抛丸用工装喷头,从涡轮壳正面中孔放入;手持涡轮壳进行旋转,同时手持工装喷头对涡轮壳的流道内腔进行手工抛丸;抛丸时间为50秒
‑
60秒。即可完成涡轮壳的流道抛丸工序。
32.通过以上的方法和工序,从铸造前控制涡轮壳流道泥芯表面光洁度,在铸造中防止流道泥芯溃散和流道砂粘连,保证铸造质量。同时铸造后利用专门的工装喷头进行抛丸工序,从多方面提升耐热钢涡轮壳流道质量。达到生产所要求的耐热钢涡轮壳流道内腔表面质量。保证了涡轮增压器的使用性能和发动机的动力。
33.上面结合实施例对本发明的实施方式作了详细说明,但是本技术并不限于上述实施方式,对于本技术领域的普通技术人员来说,在获知本发明中记载内容后,在不脱离本发明原理的前提下,还可以对其作出若干同等变换和替代,这些同等变换和替代也应视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1