一种摩托车减震器用浇铸装置的制作方法
1.本发明创造涉及摩托车减震器用浇铸装置技术领域,尤其是一种摩托车减震器用浇铸装置。
背景技术:
2.目前,摩托车减震器,为合金铸件,为不规则的筒型件,生产过程中采用的是批量浇铸,然后加工中心内腔的方式;现有浇铸过程中,开合分剖式模具费时费力,缺乏有效的设备进行组合,同时,浇铸装置无法结合多种规格的减震器进行快速浇铸,作业效率低,更换费时费力;浇铸完成后,铸件余温高,取件不便,而且铸件无法有效进行收纳处理,人工夹取费时费力效率低,成本高;浇铸过程中和取件、以及冷却过程汇总,模具的浇铸口还需要调整角度;由于采用的是浇铸实心,然后进行钻孔加工的方式,导致浇铸用料多,而且浇铸后机加工的工作量大。
技术实现要素:
3.本发明创造的目的在于提供一种摩托车减震器用浇铸装置,具有操作便捷、省时省力、效率高、成本低、安全,浇铸筒型件,机加工量少,用料少,极大降低成本,取件方便,而且更加快捷安全。
4.为了解决上述问题,本发明创造提供一种摩托车减震器用浇铸装置,包括浇铸模,所述的浇铸模由两个分剖模具组成,所述的一个分剖模具固定连接在压模装置的挤压固定板上,所述的另一个分剖模具连接在压模装置的挤压活动板上;所述的挤压活动板连接有挤压装置且随挤压装置的推拉可滑动使两个分剖模具挤压贴合。
5.本实用新型提供的一种技术方案,还具有以下技术特征:
6.进一步,所述的挤压固定板和挤压支撑板固定设置在机架上,所述的挤压装置固定设置在挤压支撑板上。
7.进一步,所述的挤压活动板和活动板导轨之间形成移动副。
8.进一步,所述的活动板导轨包括至少两个导向圆柱或所述的活动板导轨为v型轨,且活动板导轨不干涉分剖模具。
9.进一步,所述的压模装置和翻转装置之间设置转动副。
10.进一步,所述的压模装置上设置连接板并通过连接板连接铰接模块,压模装置和翻转装置之间形成铰接转动副。
11.进一步,所述的翻转装置的推拉装置一端固定,推拉装置的另一端铰接压模装置使推拉装置推拉带动压模装置相对翻转装置旋转。
12.进一步,所述的分剖模具挤压贴合位置的下方设置有顶模装置,所述的顶模装置包括有插入装置、浇铸芯棒,所述的浇铸芯棒通过插入装置插入铸模内。
13.进一步,所述的翻转装置设置在平台底架上,所述的平台底架包括人字架、底框架,所述的人字架上端固定铰接模块,所述的人字架固定设置底框架上。
14.进一步,所述的分剖模具的分剖面上分别设置有导向柱和导向孔,所述的导向柱和导向孔匹配。
15.本发明创造具有如下有益效果:结合具体技术手段来说有如下几点:
16.1、本发明创造利用压模装置、翻转装置、平台底架、顶模装置组成了一种组合式浇铸,并分模、预先插入浇铸的铸芯,并顶膜的一种生产装置;利用压模装置完成挤压分剖模具形成浇铸模,主要是是利用挤压装置带动挤压活动板,挤压活动板上固定分剖模具,挤压固定板上固定分剖模具,然后利用挤压装置带动挤压活动板对挤压固定板的相对挤压,快速完成开合,浇铸效率高,速度快,浇铸完成后可以快速进行打开模具;利用挤压活动板沿活动板导轨导向的作用,保障挤压活动板的平行滑动。
17.2、本发明创造利用翻转装置对压模装置进行旋转,主要是利用推拉装置带动压模装置,使压模装置通过铰接模块的连接结构实现旋转,操作方便,结构简单,成本低,效果好。
18.3、本发明创造利用压模装置的下方设置的顶模装置,利用顶模装置的插入装置带动浇铸芯棒插入贴合的分剖模具内,这样完成浇铸后即可实现浇铸成筒型件,然后利用插入装置使浇铸芯棒退出,而翻转装置带动压模装置的旋转可以方便调整浇铸的角度,还可以在完成浇铸后方便取件。
附图说明
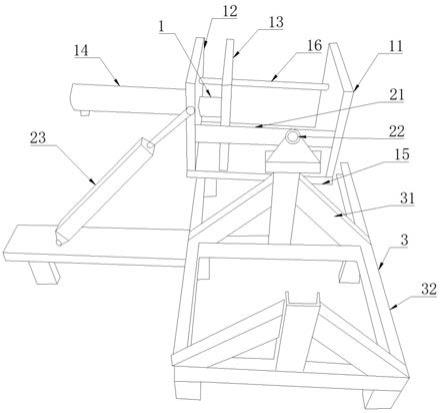
19.图1为本发明创造实施例的一种摩托车减震器用浇铸装置的立体图;
20.图2为本发明创造实施例的一种摩托车减震器用浇铸装置的压模装置的立体图;
21.图3为本发明创造实施例的一种摩托车减震器用浇铸装置的压模装置的立体图;
22.图4为本发明创造实施例的一种摩托车减震器用浇铸装置的分剖模具正视图;
23.图5为本发明创造实施例的一种摩托车减震器用浇铸装置的分剖模具打开取铸件状态示意图;
24.图6为本发明创造实施例的一种摩托车减震器用浇铸装置的分剖模具贴合浇铸示意图;
25.图中:1、压模装置
ꢀꢀ
2、翻转装置
ꢀꢀ
3、平台底架
ꢀꢀ
4、顶模装置
ꢀꢀ
5、分剖模具
ꢀꢀ
11、挤压固定板
ꢀꢀ
12、挤压支撑板
ꢀꢀ
13、挤压活动板
ꢀꢀ
14、挤压装置
ꢀꢀ
15、机架
ꢀꢀ
16、活动板导轨
ꢀꢀ
21、连接板
ꢀꢀ
22、铰接模块
ꢀꢀ
23、推拉装置
ꢀꢀ
31、人字架
ꢀꢀ
32、底框架
ꢀꢀ
41、插入装置
ꢀꢀ
42、浇铸芯棒。
具体实施方式
26.下文中将参考附图并结合实施例来详细说明本发明创造。需要说明的是,在不冲突的情况下,本发明创造中的实施例及实施例中的特征可以相互组合。
27.如图1-6所示的一种摩托车减震器用浇铸装置,包括浇铸模,所述的浇铸模由两个分剖模具5组成,所述的一个分剖模具5固定连接在压模装置1的挤压固定板11上,所述的另一个分剖模具5连接在压模装置1的挤压活动板13上;所述的挤压活动板13连接有挤压装置14且随挤压装置14的推拉可滑动使两个分剖模具5挤压贴合。
28.本实用新型实施时,实施要点如下:
29.1、本发明创造利用压模装置1、翻转装置2、平台底架3、顶模装置4组成了一种组合式浇铸,并分模、预先插入浇铸的铸芯,并顶膜的一种生产装置;利用压模装置1完成挤压分剖模具5形成浇铸模,主要是是利用挤压装置14带动挤压活动板13,挤压活动板13上固定分剖模具5,挤压固定板11上固定分剖模具5,然后利用挤压装置14带动挤压活动板13对挤压固定板11的相对挤压,快速完成开合,浇铸效率高,速度快,浇铸完成后可以快速进行打开模具;利用挤压活动板13沿活动板导轨16导向的作用,保障挤压活动板13的平行滑动。
30.2、本发明创造利用翻转装置2对压模装置1进行旋转,主要是利用推拉装置23带动压模装置1,使压模装置1通过铰接模块22的连接结构实现旋转,操作方便,结构简单,成本低,效果好。
31.3、本发明创造利用压模装置1的下方设置的顶模装置4,利用顶模装置4的插入装置41带动浇铸芯棒42插入贴合的分剖模具5内,这样完成浇铸后即可实现浇铸成筒型件,然后利用插入装置41使浇铸芯棒42退出,而翻转装置2带动压模装置1的旋转可以方便调整浇铸的角度,还可以在完成浇铸后方便取件。
32.在本技术的一个实施例中,所述的挤压固定板11和挤压支撑板12固定设置在机架15上,所述的挤压装置14固定设置在挤压支撑板12上,具体而言,可以方便挤压固定板11、挤压支撑板12相对的对固定件有效支撑,对挤压装置14提供支撑,使挤压活动板13对挤压支撑板12完成挤压,挤压装置14可以采用液压缸、气压缸、电动推杆等进行实施,还可以采用人工或者凸轮机构结合弹性支撑等进行,如凸轮机构和弹簧式的滑动往复挤压。
33.在本技术的一个实施例中,所述的挤压活动板13和活动板导轨16之间形成移动副,具体而言,挤压活动板13和活动板导轨16之间发生相对滑动,主要是活动板导轨16对挤压活动板13形成一种限定,使其可以滑动。
34.在本技术的一个实施例中,所述的活动板导轨16包括至少两个导向圆柱或所述的活动板导轨16为v型轨,且活动板导轨16不干涉分剖模具5,结构简单,限位方便快捷,成本低。
35.在本技术的一个实施例中,所述的压模装置1和翻转装置2之间设置转动副,旋转结构灵活,结构简单,成本低,效果好。
36.在本技术的一个实施例中,所述的压模装置1上设置连接板21并通过连接板21连接铰接模块22,压模装置1和翻转装置2之间形成铰接转动副,方便调整压模装置1的倾角,使其浇铸、取铸件便捷,操作方便,效率高。
37.在本技术的一个实施例中,所述的翻转装置2的推拉装置23一端固定,推拉装置23的另一端铰接压模装置1使推拉装置23推拉带动压模装置1相对翻转装置2旋转,推拉装置23可以采用液压缸、气压缸、电动伸缩杆、凸轮机构,等多种方式实现压模装置1的角度旋转。
38.在本技术的一个实施例中,所述的分剖模具5挤压贴合位置的下方设置有顶模装置4,所述的顶模装置4包括有插入装置41、浇铸芯棒42,所述的浇铸芯棒42通过插入装置41插入铸模内,可以实现筒型件浇铸,减少铸件的机加工量,节省了原材料,降低了生产成本。
39.在本技术的一个实施例中,所述的翻转装置2设置在平台底架3上,所述的平台底架3包括人字架31、底框架32,所述的人字架31上端固定铰接模块22,所述的人字架31固定设置底框架32上,结构简单,实施便捷,采用矩形材或者方管或u型钢材均可实现。
40.在本技术的一个实施例中,所述的分剖模具5的分剖面上分别设置有导向柱和导向孔,所述的导向柱和导向孔匹配,具体而言,使两个分剖模具可以方便对接,衔接贴合紧密,并通过定位来匹配。
41.最后应说明的是:以上实施例仅用以说明本发明创造的技术方案,而非对其限制;尽管参照前述实施例对本发明创造进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明创造各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1