一种生物医疗植入产品及其制备方法
1.本申请涉及一种新材料的增材制造技术领域,尤其涉及一种医疗领域特殊服役条件零部件的增材制造方法及产品。
背景技术:
2.在过去的几十年里,随着医学科学领域的巨大进步,个人的预期寿命和平均寿命在全球范围内都在增加,导致全世界老年人口的增加,与此带来最普遍的健康问题之一是骨骼方面的疾病,其中,40岁以上人群中,约90%易患关节炎、骨质疏松、外伤等多种退行性疾病。与年龄相关的骨折给我们日益老龄化的人口带来了重大的社会和经济问题,导致全世界对骨科植入产品的大量需求。由于人体骨骼结构各不相同、人体体液环境具有腐蚀性以及骨骼的人体力学性能要求,通常需要材料具有定制化、耐腐蚀性、良好的力学性能、无毒和较低的杨氏模量。因此与人体结合度较好的钛合金成为了医疗植入器械的首选,目前广泛用于种植牙的牙根和髋关节的置换。
3.但是目前在医用植入领域中应用的钛合金表现出比人类骨骼(<30gpa)更高的杨氏模量以及神经毒性。植入产品与人体骨骼模量不匹配会导致种植体附近的骨骼负载不足,这可能导致潜在的骨吸收,并由于“应力屏蔽”效应导致植入装置最终失效,让患者遭受痛苦的翻修手术;而目前植入应用钛合金中存在的铝(al)和钒(v)离子的释放会导致“阿兹海默症”等。同时由于患者骨骼结构的特殊性,传统的铸造等加工办法无法定制复杂的置换体结构,同时存在耗材严重和精度不高等问题,间接延缓了病人的康复历程。
4.近年来,β钛合金由于其较低的模量、卓越的生物相容性和增强的耐腐蚀性而越来越多地用作生物医学植入材料,成为材料科技界研究的热点之一,根据文献记载,目前β钛合金常用的主体元素为ti、zr、nb、ta、mo等,有时还会添加fe等元素,但是目前利用β钛合金及其相关应用鲜有报道。
技术实现要素:
5.基于上述技术问题,本发明提出一种用于生物医疗植入的钛合金的增材制造方法及产品,即对钛合金进行原位制备,通过特定的元素配比,在机械充分混合后使其性能得到充分的改善提高,同时用增材制造技术,对原位制备的钛合金进行个性化制造,以获得高精度、高性能的生物医疗植入产品,同时利用增材制造技术也可以对制造过程中多余的材料进行回收利用,降低成本。
6.本发明以钛(ti)为基本主元成分材料,先进行原位制备,再用原位制备的粉末进行增材制造,获得相应性能的产品,主要包括以下内容:
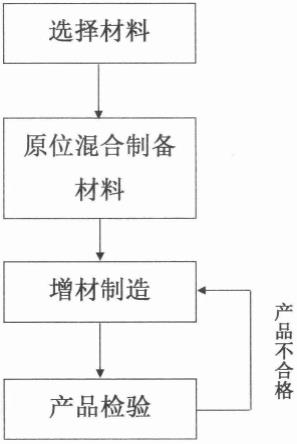
7.第一步,选择材料。选择气雾化球形钛粉(ti)作为基本主元成分,其余元素选择β合金常用的主体元素锆(zr)和铌(nb)等作为副主元成分,用作添加剂,以改善钛合金的模量和强度,为后续的增材制造做铺垫;
8.第二步,原位制备。本次实验采用v型混料机进行原位钛合金粉末的制备,按照设
计比例,依次将三种元素粉末按设计比例装入v型混料机的混料罐中,然后进行机械混合3小时,获得原位钛合金粉末;
9.第三步,增材制造。本次实验采用选取激光熔化制造工艺,设备采用北京隆源自动成型系统有限公司生产的设备(型号:afs-m120)。打印前将粉末真空干燥3h,干燥温度90℃,防止氧化和水汽对打印的影响;保证粉体打印前不能有发潮、结块现象;打印制备过程中采用高纯度(99.999%)的氩气作为保护气,以避免试样氧化;所有的样品在纯钛基板上制作(基板需要砂纸打磨、酒精除水,丙酮除油),打印过程保证基板水平且基板预热至100℃;打印后剩余原位钛合金粉末回收,再次进行增材制造;
10.第五步,产品检验。对产品的尺寸、强度、硬度和生物相容性等参数进行检验,本次增材制造采用节约与高效的原则,将制备不合格的产品制成粉末,再次进行增材制造,以获得规定要求的产品。
11.本发明与现有技术相比,本发明的有益效果如下:
12.1、本发明获得的产品具有较好的抗拉强度、屈服强度和较低的杨氏模量,能满足人体植入材料的一般特性;
13.2、本次实验利用了增材技术结合原位制备的钛合金,同时对原材料进行了重复循环利用来提高材料利用率,均达到了节约成本的效果。
附图说明
14.图1为本发明流程图;
15.图2为本产品原位制备的粉末;
16.图3为原位制备粉末的电镜图;
17.图4为该发明增材制造的流程图;
18.图5为利用增材技术形成生物医疗植入钛合金块体产品。
具体实施方式
19.实施例制备某医疗植入牙种植体,尺寸为7x7x4mm
20.第一步,选择材料,本次实施例选择的基本主元材料为钛(ti),添加的副主元成分为锆(zr)和铌(nb);
21.第二步,原位制备,将纯净的的钛(ti)、为锆(zr)和铌(nb)元素粉末按一定比例(ti
50
zr
15
nb
35
(at.%))装入v型混料机的储粉罐中,混合3小时,获得增材制造所需的原位粉末,如图2和图3,粉末的平均粒径在20-50微米,优先为30微米;
22.第三步,增材制造。采用同步铺粉的方式,利用ipg光纤激光器作为熔化热源,其中,功率为250-300w,热源直径为30μm,扫描速度为400-1000mm/s(优选为600-800mm/s),层间旋转67
°
;
23.第四步,产品检验。对产品的尺寸、外观等进行初步检验,是否符合设计要求,并利用无损检验技术,对于产品内部进行无损检验,是否存在微观缺陷,如图5,同时对产品的表面形貌进行抽样检验,由此可知,本次制备的金属钛合金相对致密,满足初步的医疗植入要求;如果产品检验不合格,将废品重新制粉,进行增材再制造,直至检验合格。
技术特征:
1.一种生物医疗植入产品及其制备方法,包括第一步,选择材料,选择气雾化球形钛粉(ti)作为基本主元成分,其余元素选择β合金常用的主体元素锆(zr)和铌(nb)等作为副主元成分,用作添加剂,以改善钛合金的模量和强度;第二步,原位制备,按照设计比例,将三种元素粉末装入v型混料机的混料罐中机械混合3小时,获得原位钛合金粉末;最后进行增材制造,采用选取激光熔化制造工艺获得钛合金生物医疗植入产品。2.根据权利要求1所述的一种生物医疗植入产品及其制备方法,其特征在于:首席按,采用原位制备的方法混合各元素,其作用是降低成本;其次,副主元成分为锆(zr)和铌(nb),用以改善合金的模量、腐蚀性和生物力学性能。3.根据权利要求1或2所述的一种生物医疗植入产品及其制备方法,其特征在于:基本主元成分为钛(ti),添加的副主元成分为一定比例的锆(zr)和铌(nb),分别为15at.%和35at.%。4.一种生物医疗植入产品及其制备方法,采用钛合金,所述钛合金根据权利要求1-3所述的一种生物医疗植入产品及其制备方法所制备得到,包括:(1)、原位制备,将各元素粉末机械混合制成增材制造所需材料;(2)、增材制造;(3)、产品回收检验。5.根据权利要求4所述的一种增材制造方法,其特征在于:如果产品检验不合格,将废品重新制粉,进行增材再制造,直至检验合格。6.一种根据权利要求1-5所述的方法制备的一种生物医疗植入产品,其特征在于:该产品具有无毒、适应人体的模量和适配人体结构的力学性能。
技术总结
本发明提出一种生物医疗植入产品及其制备方法,即利用原位制备方法对钛合金各纯净元素粉末进行混合,使其充分混合和机械合金化,同时用增材制造技术,对利用钛合金材质的生物医疗植入产品进行个性化制造,以获得高精度高性能的生物医学植入零部件,同时利用增材制造技术也可以将制造后有缺陷或过了使用期限的种植体材料进行回收利用,降低成本。降低成本。降低成本。
技术研发人员:周俊 汪育荣 龙雨
受保护的技术使用者:广西大学
技术研发日:2022.04.24
技术公布日:2022/8/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1