一种金属混合粉末预压成型模具的制作方法
1.本实用新型涉及金属粉末压型技术领域,尤其涉及一种金属混合粉末预压成型模具。
背景技术:
2.在烧结加工金属块之前需要将金属粉末预压成型,这一工序是采用压机及压型模具将松散的粉末混合料压制成预定的几何形状、尺寸、密度和强度的半成品。金属粉末预压成型可以减少毛坯件的余量,使产品生产过程得以简化,减少工时,同时使材料的组织均匀,性能稳定。所以粉末冶金压型模具的设计、加工直接影响着粉末冶金制品的质量、成本。
3.压型模具一般包括可拆卸的内模和外模套,通过高硬度、高耐磨的内模用来填装粉末混合料,而外模套可采用普通碳钢制作,内模可在损坏后更换,这样可节省模具的制作和使用成本。
4.现有技术中的压型模具的型腔较小,一般只能加工尺寸和形状较小的金属块,否则金属块难以脱模,金属块在顶出型腔过程中容易受到损坏,因此,现有的压型模具使混合粉末料加工金属块的尺寸受到了较大的限制。
技术实现要素:
5.为解决背景技术中存在的技术问题,本实用新型提出一种金属混合粉末预压成型模具。
6.本实用新型提出的一种金属混合粉末预压成型模具,包括外模套、内模芯、上压模和下压模;外模套上设有通孔,内模芯与外模套的通孔配合;
7.内模芯包括第一芯块、第二芯块和连接块,第一芯块与第二芯块拼在一起并且合围形成型腔,第一芯块的拼接面的两侧设有第一嵌槽,第二芯块的拼接面的两侧设有第二嵌槽,第一嵌槽与第二嵌槽的位置相对,连接块分别与第一嵌槽和第二嵌槽配合,用以限制第一芯块与第二芯块分开;
8.上压模设于内模芯的上方,下压模设于内模芯的下方,并且上压模和下压模均可与型腔配合。
9.优选地,第一嵌槽位于拼接面处的缺口宽度小于其内腔的最大宽度,第二嵌槽位于拼接面处的缺口宽度小于其内腔的最大宽度,连接块位于拼接面处的宽度小于其两侧部位的最大宽度。
10.优选地,连接块上固定连接有手柄。
11.优选地,外模套的通孔为内径由上至下逐渐减小的锥形孔。
12.优选地,锥形孔的锥面相对于竖直方向的倾斜角度在2
°
—10
°
。
13.优选地,内模芯的材质为硬质合金。
14.优选地,上压模和下压模的材质为硬质合金。
15.优选地,外模套的材质为45号钢。
16.本实用新型中,该金属混合粉末预压成型模具通过内模芯填装粉末,内模芯的第一芯块和第二芯块通过连接块紧密地拼接在一起,在挤压粉末时第一芯块与第二芯块在连接块的作用下不会分开,在挤压成型后后,还能将内模芯的连接块取出,很方便地将内模芯拆开。
17.因此,该金属混合粉末预压成型模具的内模芯可从外模套中脱模,内模芯还可以快速拆开,可以很方便的取出块状压坯,并且不易损坏压坯,可以加工更大体积的金属块。
附图说明
18.图1为实施例中提出的一种金属混合粉末预压成型模具的立体图;
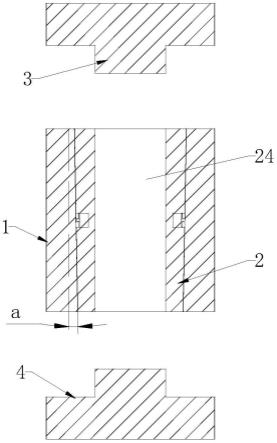
19.图2为实施例中的金属混合粉末预压成型模具的剖视图;
20.图3为实施例中的内模芯的立体图;
21.图4为实施例中的内模芯的爆炸图。
具体实施方式
22.请参照图1-4所示,根据本实用新型实施例的一种金属混合粉末预压成型模具,包括外模套1、内模芯2、上压模3和下压模4。外模套1设有贯穿其上下两端的通孔,内模芯2与外模套1的通孔配合,内模芯2可从外模套1的通孔中脱模,内模芯2具有贯通其上下两端的型腔24,型腔24用于填装混合金属粉料。上压模3设于内模芯2的上方,下压模4设于内模芯2的下方,并且上压模3和下压模4均可与型腔24配合。工作时,上压模3和下压模4可安装在压机上,通过压机驱动上压模3和下压模4将型腔24中的混合金属粉料挤压成块。
23.其中,内模芯2包括第一芯块21、第二芯块22和连接块23,第一芯块21与第二芯块22拼在一起并且合围形成型腔24,第一芯块21的拼接面的两侧设有第一嵌槽211,第二芯块22的拼接面的两侧设有第二嵌槽221,第一嵌槽211与第二嵌槽221的位置相对,连接块23分别与第一嵌槽211和第二嵌槽221配合,用以限制第一芯块21与第二芯块22分开。
24.在本实施例中,第一芯块21和第二芯块22的拼接面为平面,第一嵌槽211位于拼接面处的缺口宽度小于其内腔的最大宽度,第二嵌槽221位于拼接面处的缺口宽度小于其内腔的最大宽度,连接块23位于拼接面处的宽度小于其两侧部位的最大宽度。由于连接块23嵌入第一嵌槽211和第二嵌槽221后,连接块23位于拼接面两侧的宽度更大,连接块23无法朝向第一嵌槽211和第二嵌槽221方向移动,因此,连接块23能够起到限制第一芯块21和第二芯块22分开的作用。同时,当连接块23从第一嵌槽211和第二嵌槽221的外侧取出时,第一芯块21与第二芯块22之间就失去了连接,可以沿拼接面自然分开,可以方便取出挤压成型后的金属块。
25.更具体的,参照图3和4中示出的内模芯2,第一嵌槽211和第二嵌槽221均为t型槽,连接块23的形状为h形,此种形状的连接块23、第一嵌槽211和第二嵌槽221满足上述要求,可以实现在安装连接块23后能够限制第一芯块21与第二芯块22分开,在取出连接块23后能够拆开第一芯块21和第二芯块22。
26.在一些其他的实施例中,连接块23的形状还可以例如是蝶形、凹字形等其他形状,第一嵌槽211和第二嵌槽221也应当与连接块23的形状配合,只要连接块23、第一嵌槽211和第二嵌槽221的形状能够满足上述的宽度要求即可。
27.本实施例中,连接块23上还固定连接有手柄231,通过手柄231可以方便将连接块23从第一嵌槽211和第二嵌槽221中取出。
28.本实施例中,参照图2,外模套1的通孔为内径由上至下逐渐减小的锥形孔。锥形孔的锥面相对于竖直方向的倾斜角度a在2
°
—10
°
,相应的,与通孔相配合的内模芯2的外侧壁也是锥形的,并且具有相同的倾斜角度。采用锥形的通孔与内模芯2配合,可以更方便将内模芯2从外模套1中脱模。
29.本实施例中,内模芯2的材质为硬质合金,即第一芯块21、第二芯块22和连接块23的材质均为硬质合金。上压模3和下压模4的材质也为硬质合金。外模套1的材质为45号钢。
30.根据本实施例的金属混合粉末预压成型模具,在工作时,通过内模芯2的型腔24填装粉末,内模芯2的第一芯块21和第二芯块22通过连接块23紧密地拼接在一起,在挤压粉末时第一芯块21与第二芯块22在连接块23的作用下不会分开,可以保证成型金属块的尺寸和形状精确。在挤压成型后后,可先将内模芯2从外模套1中脱模,再将内模芯2的连接块23取出,即可将内模芯2拆开,取出成型金属块,通过此种取料方式,不用顶出金属块,使其不易损坏,可以加工更大体积的金属块。
31.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1