用于处理玻璃的方法和系统与流程
1.本公开的实施例涉及一种用于处理玻璃的方法和系统,并且更具体地,涉及一种用于消除玻璃中的残余应力的方法和系统。
背景技术:
2.在工业领域,特别是在汽车工业领域,玻璃(例如挡风玻璃)上需要焊接电器元件或者电路以实现所需的功能。例如,对于某些挡风玻璃,通常需要在其上焊接用于与玻璃上的印刷银线或透明导电膜电连接的金属端子以实现对挡风玻璃的加热件的电连接。这时,就需要将该电器元件例如金属端子通过诸如锡焊的焊接方式焊接到挡风玻璃上。
3.在焊接时,通常需要将电器元件附接到玻璃的焊接区域(即,待附接电器元件的区域)并使高温熔化的焊锡位于电器元件和玻璃之间。等焊锡冷却凝固后,就能够将电器元件牢靠地焊接到玻璃产品的预定位置上。
技术实现要素:
4.在焊接过程中,由于焊锡冷却固化时的收缩率与玻璃的收缩率不匹配,会在玻璃焊接区域产生残余应力。如果不加以处理,随着玻璃的使用,则残余应力可能会使玻璃破碎。本公开提供了一种用于处理玻璃的装置和方法以解决或者至少部分地解决传统的焊接后的玻璃中的上述问题或者其他潜在问题。
5.在本公开的第一方面,提供了一种用于处理玻璃的方法。该方法包括以初始加热参数对玻璃的焊接区域进行加热处理;确定玻璃的断面的对应于焊接区域的焊接断面部分处的光学属性的变化;以及基于光学属性的变化来调整加热参数中的至少一项以使得焊接断面部分处的光学属性的变化达到或超过预定程度。
6.根据该方法可以以成本有效地方式探索残余应力与焊接断面部分的光学属性的关系,并且通过检测光学属性的变化,能够在残余应力未有效消除的情况下调整加热参数,直至玻璃中的大部分残余应力已被有效消除。由此能够显著降低玻璃破碎的风险从而提高玻璃以及玻璃制品的质量。
7.在一些实施例中,加热参数包括加热温度、加热时间段、和加热速率。以此方式,可以对可能影响残余应力的加热参数进行全面调整,从而更加有效地去除残余应力。
8.在一些实施例中,加热温度小于所述焊接区域所使用的焊料的固液转换温度。通过这种配置,使得能够在不影响焊接效果的情况下显著地消除残余应力。
9.在一些实施例中,加热温度为固液转换温度的0.9至0.99倍。以此方式,残余应力可以以高效的方式被至少部分地去除。
10.在一些实施例中,光学属性包括亮度和颜色中的至少一种。
11.在一些实施例中,确定光学属性的变化包括确定光线在焊接断面部分处由双折射现象所引起的干涉条纹中的亮条纹的亮度变化或颜色变化。由此,残余应力的大小可以通过获取亮度变化这种简单的方式获得,提高了装置的可操作性。
12.根据本公开的第二方面,提供了一种用于处理玻璃的装置。该装置包括加热部件,被配置为以初始加热参数对玻璃的焊接区域进行加热处理;检测部件,被配置为检测所述玻璃的断面的对应于所述焊接区域的焊接断面部分处的光学属性的变化;以及控制部件,被配置为基于所述光学属性的变化来调整加热参数中的至少一项以使得所述焊接断面部分处的所述光学属性的所述变化达到或超过预定程度。
13.在一些实施例中,检测部件包括光源,光源被布置在所述玻璃的与所述断面相对的另一个断面处。该布置能够使得检测结果更准确,提高检测的可靠性。
14.在公开的第三方面,公开了一种电子设备。该电子设备至少包括处理器,处理器被配置为执行上述第一方面所述的方法。
15.根据本公开的第四方面,提供了一种用于处理玻璃的系统。该系统包括加热部件,被配置为至少对玻璃的焊接区域进行加热;以及控制部件,被配置为上述第一方面所述的方法确定的经调整的加热参数来控制所述加热部件对玻璃的焊接区域进行加热处理。
16.根据本公开的第五方面,提供了一种存储计算机可执行指令的计算机可读存储介质。计算机可执行指令在由至少一个处理器执行时使得所述至少一个处理器执行上述第一方面所述的方法。
17.根据本公开的第六方面,提供了一种玻璃。该玻璃的断面的对应于焊接区域的焊接断面部分处的光学属性的值是参考光学属性值的1.1至5倍,其中参考光学属性值由未经焊接的玻璃的断面的光学属性指示。
18.在一些实施例中,玻璃的焊接断面部分处的亮度的最大亮度值是参考亮度值的1.1至3倍,其中参考亮度值由未经焊接的玻璃的断面的亮度指示。
19.在一些实施例中,玻璃的焊接断面部分处的颜色的最大明度值是参考明度值的1.1至3倍,其中所述参考明度值由未经焊接的玻璃的断面的颜色指示。
20.应当理解的是,发明内容并不旨在确定本公开的实施例的关键或基本特征,也并非旨在用于限制本公开的范围。通过下面的描述,本公开的其他特征将变得容易理解。
附图说明
21.通过结合附图更详细地描绘本公开的示例性实施例,本公开的上述目的和其它目的、特征和优点将变得更加明显,其中在本公开的示例性实施例中,相同的附图标记通常表示相同的部件。
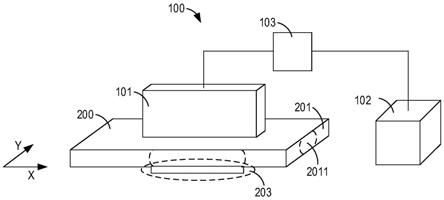
22.图1示出了根据本公开实施例的玻璃以及其上附接的电器元件的示意图;
23.图2示出了根据本公开的实施例的用于处理玻璃的装置的示意图;
24.图3示出了根据本公开的实施例的玻璃的从断面处观察时的侧视图;
25.图4示出了根据本公开的实施例的用于处理玻璃的装置的示意图;
26.图5示出了焊接区域所使用的示例性焊料的固液转换曲线;以及
27.图6示出了用于处理玻璃的方法的流程图。
28.贯穿附图,使用相同或相似的附图标记来表示相同或相似的元件。
具体实施方式
29.现在将参考几个示例实施例来描述本公开。应当理解,这些实施例仅为了使本领
域技术人员能够更好地理解并由此实现本公开,而不是对本公开技术方案的范围提出任何限制的目的来描述。
30.如本文所使用的,术语“包括”及其变体将被解读为意指“包括但不限于”的开放式术语。术语“基于”将被解读为“至少基于部分”。术语“一个实施例”和“实施例”应被理解为“至少一个实施例”。术语“另一实施例”应理解为“至少一个其他实施例”。术语“第一”、“第二”等可以指代不同或相同的对象。在下面可能包含其他明确的和隐含的定义。除非上下文另外明确指出,否则术语的定义在整个说明书中是一致的。
31.玻璃上通常会需要焊接电器元件210以实现各种所需的功能,如图1所示。在将诸如电器元件210和电路焊接到玻璃的过程中,由于焊锡冷却固化时的收缩率与玻璃的收缩率不匹配,会在玻璃焊接区域203产生残余应力。在玻璃的后续使用过程中,该残余应力有可能会使玻璃发生破裂,从而会使人员受伤或物品受损并因此影响到用户体验。因此,如果能够在焊接之后降低每块玻璃中的残余应力,将是提高产品质量并提高用户体验的有效手段。
32.在传统的解决方案中,要确定玻璃中的残余应力,通常的方法是将玻璃破碎并通过计算破碎所需的力来确定残余应力。应当理解,这种确定残余应力的方法对玻璃的焊接区域并不适用。这是因为焊接区域通常附接有电器元件。对这一部分进行破碎时由于焊锡以及电器元件的作用可能会影响到破坏所需的力并因此影响到所检测的残余应力的准确性。
33.此外,由于缺乏有效地及时获知残余应力的手段,造成了技术人员难以获知在应用了消除应力的操作后,是否有效地消除了残余应力。因此,需要一种获取用于降低玻璃残余应力的操作参数的方法。
34.为了解决或者至少部分地解决现有技术中的上述或者其他潜在问题,发明人通过研究发现:焊接过程中产生的玻璃中的残余应力会影响到玻璃的断面处的诸如亮度高低、颜色深浅等的光学属性。这是因为:由于焊接过程中焊料的收缩率与玻璃的收缩率不同所造成的玻璃中的残余应力会导致玻璃从均质体到各向异性体的转变。例如焊接过程中的焊锡厚度不均匀、温度分布不均匀、冷却速度过快等因素都会加剧这种转变。焊接区域的各向异性体的出现或比例上升会导致该处的断面处的光学属性的变化。例如,焊接区域的断面处的亮度比与未经焊接的玻璃的断面的亮度要高。因此,发明人发现可以通过检测玻璃的光学属性确定玻璃中的残余应力。此外,发明人发现通过对玻璃的焊接区域进行加热处理可以有效地释放玻璃中的残余应力。基于以上发现而进行的大量实验表明,加热处理后的玻璃的焊接区域的光学属性会随着残余应力的释放更趋近于未经焊接处理的玻璃的光学属性。
35.基于上述发现和实验论证,在此提出了一种用于处理玻璃的方法和系统。基于该方法和系统,能够在少量破坏玻璃的情况下获取降低或消除玻璃中残余应力的加热参数的方法,并能够有针对性地调整加热参数,例如加热温度、加热时间段、和/或加热速率来有效地消除残余应力。
36.图2示出了根据本公开的用于处理玻璃的装置100的示意图。利用该装置100,发明人对残余应力的消除比例与加热参数的关系进行研究,并最终得到能够有效消除相同或者类似焊接条件下的残余应力的加热参数。如图所示,总体上,该装置100包括加热部件101、
检测部件102和控制部件103。控制部件103可以是任何目前已知或者将来的处理器或者控制器,能够控制加热部件101,以至少对玻璃200的焊接区域203进行加热。本文中的焊接区域203是指玻璃200的受到收缩率不匹配的影响而产生残余应力的区域和/或邻近区域。加热部件101可以被布置在任意适当的位置并且通过任意适当的方式进行加热,只要焊接区域能够以预定的加热参数被加热处理。例如,加热部件101可以相对于玻璃布置在与电器元件相同的一侧或者相对的一侧。加热部件101也可以接触或者不接触以辐射加热的方式对焊接区域进行加热处理。
37.检测部件102用来检测玻璃200的断面201的对应于焊接区域203的焊接断面部分2011处的光学属性的变化。其中本文中的断面201是指玻璃200的沿厚度方向的断面,其可以是通过切割的方式形成的断面,也可以是指玻璃成型后本身的断面。焊接断面部分2011是断面201中与焊接区域203对应的部分,如图2和图3所示。发明人的研究和实验发现,通过至少检测焊接断面部分2011处的光学属性的变化,就能够有效地确定玻璃中的残余应力的大小。
38.应当理解的是,图2只是为了示出与检测部件102的关系而示出了断面201是玻璃的x方向上的断面。图2中的玻璃200的y方向上的断面同样也可以作为用来检测光学属性的断面201。事实上,在该y方向上的断面或者其他任意方向的断面上,同样也存在与焊接区域相对应的焊接断面部分2011。
39.基于上述加热可以降低玻璃残余应力的发现,对消除玻璃中残余应力的有效方式进行了深入的研究。在研究中发现,能够通过对焊接区域203以一定的加热参数进行加热处理的方式来消除玻璃200中的残余应力,并且残余应力的消除比例与该加热参数有关系,并且残余应力的消除比例能够体现在光学属性的变化程度上。研究表明,加热参数可以包括加热温度、加热时间段和加热速率。其中加热速率是将焊接区域203加热到加热温度的速率,这将在下文中做进一步讨论。由此,根据本公开的实施例,控制部件103被配置为能够控制加热部件101以一定的加热速率将焊接区域203加热到加热温度并保持加热时间段。
40.根据本公开实施例,装置100可以获得残余应力与焊接断面部分的光学参数的关系并最终得到或者促使技术人员得到能够有效消除残余应力的加热参数。具体而言,在控制加热部件101加热到加热温度保持加热时间段、并在玻璃200的焊接区域203冷却后,检测焊接断面部分2011处的光学属性的变化。如果光学属性的变化未达到预定程度,这意味着残余应力还未得到有效消除,则调整加热温度、加热时间段和加热速率中的至少一项,直至残余应力得到有效消除。最终利用该方法和装置100,能够得到有效去除残余应力的加热参数。利用该加热参数能够以成本有效的方式显著提高玻璃200的可靠性,并进而提高用户体验。
41.在一些实施例中,有利地,装置100可以自动地处理直至玻璃200的焊接区域203的残余应力得到有效消除并输出能够有效消除残余应力的加热参数。例如,在一些实施例中,检测部件102可以获取焊接断面部分2011处的光学属性的变化的图像。控制部件103能够依据图像处理算法或者卷积神经网络而对图像进行分析以获取焊接断面部分2011处的光学属性的变化。为此,例如,控制部件103可以通过将加热前和加热后的焊接断面部分2011处的图像进行比较,以确定光学属性的变化。如果所确定的光学属性的变化未达到预定程度,则调整加热部件101加热时的加热参数。重复上述步骤,直至所确定的光学属性的变化达到
或超过预定程度。
42.在一些实施例中,预定程度可以是定量指标。例如,预定程度可以是一个预定阈值。例如,在光学属性为亮度的情况下,假设在玻璃200在被处理前焊接断面部分2011处的亮度值为l,则预定程度可以被定义为l的50%。也就是说,如果该经处理后的焊接断面部分2011的亮度值的变化达到0.5l,则表示残余应力被有效地消除。
43.当然,上面关于预定程度的实施例只是举例表示预定程度可以是定量指标,并不旨在限制本公开的保护范围。在一些替代的实施例中,预定程度也可以是定性指标。例如,处理前后的玻璃200的焊接断面部分2011的亮度如果发生了明显或者显著的变化,就意味着残余应力被有效地消除。采用定性指标可以进一步简化对玻璃200的处理过程。
44.备选地,装置100也可以根据实际需要支持以手动方式被操作。例如,在一些实施例中,检测部件102所检测的焊接断面部分2011处的光学属性的变化可以通过屏幕或者窗口的方式呈现给操作者。操作者可以通过观察到的加热前后的焊接断面部分2011处的光学属性的变化定量或者定性地来确定残余应力是否被有效地消除。例如,在进行定性分析时,如果光学属性未有显著变化,则调整加热参数,直至光学属性发生了显著变化并且变化达到了预定程度,这意味着玻璃200中的残余应力被有效地消除。以此方式,可以以成本有效地方式确定能够有效消除残余应力的加热参数。
45.还已发现:焊接断面部分2011处的光学属性的变化是由于在偏光条件下产生的光的双折射现象引起的。双折射现象所呈现出的干涉条纹可以被观测到。在一些实施例中,可以检测双折射现象所引起的干涉条纹中的亮条纹的亮度变化,这有利于降低检测的难度和复杂性。当玻璃200中存在较大的残余应力时,存在残余应力的区域由于双折射现象引起的光程差会使对应的断面201处的亮条纹的亮度较高。如果在残余应力被有效地消除后,则亮条纹的亮度会显著降低。也就是说,焊接断面部分2011处的亮条纹的亮度基本与对应区域的残余应力的大小成正比。这有助于进一步简化残余应力的检测。
46.在一些实施例中,为了提高检测的准确性,装置100还可以包括光源1021以提供足够的亮度。图4示出了检测部件102的一个示例的示意图。图中可以看出,光源1021可以被布置在玻璃200的与待检测的断面201相对的另一个断面202处。以此方式,可以使得焊接断面部分2011处的亮度变化更容易被观察或者检测到,从而提高检测的准确性。
47.光源1021可以通过任意适当的方式而被提供。例如,在一些实施例中,光源1021可以是检测组件的一部分。检测组件包括光源1021的同时还包括上面提到的检测部件102。这种布置方式能够提高装置100的集成度。此外,在一些替代的实施例中,光源1021也可以是独立于检测部件102的单独的部件。以此方式提供了调整光源1021的灵活性。
48.在一些实施例中,为了便于检测或者观察双折射现象,检测部件102还可包括布置在检测部件102和被检测的断面201之间以及在光源1021和另一个断面202之间的偏光片1022。偏光片1022能够使光源1021发出的光线发生偏转,从而便于双折射现象的检测或观测。由此加强了亮条纹的亮度在处理前后的变化程度,从而使得亮度的变化能够被更容易地检测到。以此方式,装置100的可靠性得到进一步提高。
49.此外,在一些实施例中,为了加大光程差以使得双折射现象更容易被检测或检测,装置100还可包括补偿片1023。补偿片1023能够辅助更加准确地测量残余应力的大小,从而进一步提高装置100的检测有效性。
50.替代地或者附加地,光学属性除了包括亮度之外还可以包括颜色。例如,在玻璃本身具有颜色的情况下,可以通过研究颜色深浅的变化来确定能够有效去除残余应力的加热参数。此外,为了便于颜色的检测,也可以在适当的位置(例如,检测部件102与断面201之间和/或光源与另一个断面之间)加装滤色片。
51.为了利用残余应力以及焊接断面部分2011处的光学属性的变化的关系,消除残余应力的加热参数尤其是加热温度的数值和加热时间段和时长也被深入研究。研究表明,如果加热温度能够足够高但并未高于焊接区域所使用的焊料的固液转换温度(即,焊料未熔化)的情况下,消除残余应力的效率最高。
52.由此,在一些实施例中,加热温度被选择为低于焊接区域所使用的焊料的固液转换温度但又趋近于固液转换温度。也就是说,加热温度不会使焊料发生熔化,这能够有效地保证消除应力处理后的焊接区域的粘附效果不会受到影响。
53.在一些实施例中,可以根据焊接区域所使用的焊料来获取焊料的固液转换温度。图5示出了不同焊料根据锡sn含量的不同的固液转换温度的变化。图5所涉及的数据可以被存储在控制部件103的存储装置中或者任何适当的存储设备中。由此控制部件103可以通过操作者输入的焊料中的锡的含量来确定焊料的固液转换温度,并将加热温度设置为小于该固液转换温度。
54.为了便于描述如何基于上述残余应力的判定方法来确定消除应力的手段,下文中将以常见的sac305焊料为例来描述整个过程。sac(sn-ag-cu)焊料是电子钎焊中最常见的无铅焊料。对于sac305焊料,其中锡sn的重量百分比为96.5%、银ag的重量百分比为3%,铜cu的重量百分比为0.5%。此外,在下文的描述中,将使用目前在建筑行业以及汽车行业比较普遍应用且厚度为1.6mm的钠钙硅酸盐玻璃为例来描述。
55.但是,应当理解的是,下文中所使用的焊料以及玻璃200的类型和厚度只是示例性的,所描述的所有数值也仅仅出于说明目的,并不旨在限制本公开的保护范围。对于其他类型的焊料、玻璃200的类型和厚度,根据本公开实施例的装置100和方法也同样是适用的。
56.图5示出了不同焊料根据锡sn含量的不同的固液转换温度的变化曲线,根据曲线以及sac305焊料中的锡sn的含量,可以得到焊料sac305的固液转换温度为217℃。为了便于比较不同温度对消除残余应力的影响,分别选择了低于该固液转换温度的三个温度:180℃、200℃和210℃。对于加热所维持的加热时间段,分别采用了三个不同的时长:0.5小时、2小时以及6小时。并观察或检测这些温度和时长下的断面201处的光学属性的变化。下面的表1列出了这些情况与光学属性的变化的关系。
57.表1:
[0058] 0.5小时2小时6小时180℃无明显变化无明显变化无明显变化200℃无明显变化无明显变化无明显变化210℃无明显变化微小变化明显变化
[0059]
通过上表可以看出,加热温度越接近固液转换温度,并且时间越长,由残余应力引起的断面201处的光学属性的变化就越明显。由此,在一些实施例中,加热温度可以被选择为固液转换温度的0.9至0.99倍。
[0060]
此外,加热温度越接近固液转换温度,有效消除残余应力所需的加热时间段就越
短。由此,可以在消除应力的成本和效率之间寻求平衡。例如,在一些实施例中,为了高效地去除玻璃200中的残余应力,可以将加热温度设置为0.99倍的固液转换温度并维持4-6小时。以此方式,能够高效地去除玻璃200中的残余应力。
[0061]
此外,为了减少加热时骤热对玻璃200的强度产生的可能的影响,在一些实施例中,加热部件101被配置为以预定的加热速率来对焊接区域203加热到加热温度。加热速率例如可以为每分钟100℃或者其他适当的速率。
[0062]
当然,应当理解的是,上面提到的关于加热温度的数值和加热时间段的时长的实施例只是示例性的,只是为了说明如何利用根据本公开实施例的残余应力的判定方法来更高效地将玻璃200的残余应力消除,而并不旨在限制本公开的实施例。根据所使用的玻璃以及焊料的不同,其他任意适当的加热温度或者加热时间段都是可能的。
[0063]
此外,本公开的实施例还提出了一种用于处理玻璃200以探索能够有效去除残余应力的加热参数的方法。图6示出了该方法的处理流程图。该方法可以被处理成程序代码的方式而由控制部件103来实施。
[0064]
在框410,以初始加热参数对玻璃200的焊接区域203进行加热处理。这可以通过控制加热部件101来实现。在焊接区域203被加热并冷却后,在框420,确定玻璃200的断面201的对应于焊接区域的焊接断面部分2011处的光学属性的变化。在一些实施例中,这可以通过检测部件102检测断面201特别是焊接断面部分2011的亮度的变化来实现。
[0065]
在框430,基于所确定的光学属性的变化来调整加热参数中的至少一项,以使得焊接断面部分2011处的光学属性的变化达到或者超过预定程度。也就是说,如果所确定的光学属性的变化小于预定的变化,则调整加热温度、加热时间段和/或加热速率,直至光学属性的变化达到或超过预定程度。
[0066]
通过该方法,可以以成本有效的方式获取能够有效消除玻璃200中的残余应力的加热参数。运用该经调整或者经验证的加热参数,可以对相同或者类似焊接条件的玻璃200进行处理以有效地消除残余应力。
[0067]
根据本公开的另一个方面,还提出了一种用于处理玻璃200以消除玻璃200中残余应力的系统。该系统包括上面装置100中所使用的加热部件101和控制部件103。在利用上文中的装置100和方法得到能够有效消除残余应力的加热参数后,可以利用该加热参数对具有相同或者类似焊接条件的玻璃200直接使用加热部件101进行加热处理以有效地消除玻璃200中的残余应力。以此方式,能够以更加成本有效的方式消除成批量生产的玻璃200中的残余应力。
[0068]
根据本公开的另一个方面,还提出了一种电子设备。该电子设备至少包括处理器。该处理器能够执行上面所提到的方法以确定能够有效消除残余应力的加热参数。
[0069]
根据本公开的另一个方面,还提出了一种玻璃200。该玻璃200的断面201对应于焊接区域203的焊接断面部分2011处的光学属性的值是参考光学属性值的1.1至5倍,其中参考光学属性值由未经焊接的玻璃的断面的光学属性指示。光学属性的值可以是指能够体现光学属性的量化指标。例如,对于亮度,光学属性的值即为亮度值。在未经上文中的系统处理前,玻璃200的焊接断面部分2011的亮度值通常会比参考亮度值高很多,例如是参考亮度值的6倍或者更高。经上文中的系统处理的玻璃200的焊接断面部分2011处的亮度会明显降低,从而最终使得焊接断面部分2011处的亮度值达到参考亮度值的1.1至5倍。由此玻璃200
中的残余应力被有效地去除,从而显著降低了玻璃200发生由于残余应力而破碎的风险并因此提高了玻璃制品的质量。焊接断面部分2011处的光学属性的值是参考光学属性值的倍数会根据玻璃厚度、材质以及焊料等的不同而有差异。取决于玻璃厚度、材质以及焊料,任意适当的倍数都是可能的,例如2倍、3倍、4倍或5倍,其数值只要能够体现出玻璃200中的残余应力被有效地去除即可。
[0070]
在一些实施例中,玻璃200中的焊接断面部分2011处的亮度的最大亮度值可以是参考亮度值的1.1至3倍或者更高。参考亮度值是由未经焊接的玻璃(即,参考玻璃)的断面的亮度来指示的。未经焊接的玻璃可以是指与焊接处理的玻璃具有同等材质和/或厚度的另一块玻璃,也可以是指焊接处理的玻璃中除焊接区域外、未受到因焊接所带来的残余应力的部分。
[0071]
例如,在一些实施例中,参考亮度值为l,而未经本公开的实施例的系统处理的玻璃200的焊接断面部分2011处的最大亮度值可能能达到6l或更高。经过该系统处理后,玻璃200的焊接断面部分2011处的亮度有了显著的降低,从而使得最大亮度值达到1.5l或2l,即,参考亮度值的1.5倍或2倍,这表示经处理后的玻璃200中的残余应力有了显著地降低。
[0072]
类似地,对于有色玻璃或者是加装滤色片进行检测的情况,亮度的变化会体现在颜色的变化上。例如,在一些实施例中,玻璃200中的焊接断面部分2011处的颜色的最大明度值可以是参考明度值的1.1至3倍或者更高。颜色明度所体现的是各种色彩所呈现出的亮度和暗度,即,颜色的深浅程度。参考明度值由未经焊接的玻璃的断面的颜色指示。例如,在一些实施例中,参考玻璃的断面处具有深蓝色,其参考明度值为50%。未经本系统处理的玻璃200的焊接断面部分处具有较浅的蓝色,其最大明度接近90%。经过处理后的根据本公开实施例的玻璃200的焊接断面部分2011处的颜色具有中蓝色,其最大明度值为65%至75%。
[0073]
具体到如何确定玻璃的光学属性值的变化,如上文所述,可以通过图像处理算法或者卷积神经网络而对图像进行分析以获取焊接断面部分2011处的光学属性值例如亮度值、颜色明度值的变化。
[0074]
应该理解的是,本公开的以上详细实施例仅仅是为了举例说明或解释本公开的原理,而不是限制本公开。因此,凡在本公开的精神和原则之内所作的任何修改、等同替代以及改进等,均应包含在本公开的保护范围之内。同时,本公开所附的权利要求旨在覆盖落入权利要求的范围和边界的等同替代的范围和边界的所有变化和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1