微波加热发泡成型机构及其发泡成型方法与流程
1.本发明属于塑料制品加工领域,尤其涉及一种微波加热发泡成型机构及其发泡成型方法。
背景技术:
2.目前,塑料发泡成型机的发泡成型机构通常采用锅炉或者蒸汽发生器产生的蒸汽送入模具腔室内配合注入到模具腔室内的发泡塑料进行发泡,锅炉或者蒸汽发生器产生蒸汽一方面结构比较复杂,增加发泡成型机的整体体积;另一方面锅炉需要使用煤炭或者燃气,不仅耗能较大,排放也可能产生污染,增加制作和使用的成本。
技术实现要素:
3.本发明为了解决上述现有技术中存在的缺陷和不足,提供了一种采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保的微波加热发泡成型机构及其发泡成型方法。
4.本发明的技术方案:一种微波加热发泡成型机构,包括固模、移模、固定在固模上的至少一个固模模框和固定在移模上的至少一个移模模框以及安装在固模上的至少一根发泡料注入管,每个固模模框和与其对应的移模模框合起来形成一个完整的模具腔室,每个模具腔室对应至少一根发泡料注入管,所述发泡料注入管用于向模具腔室内注入发泡塑料和液体,所述固模上设有至少一个微波屏蔽罩,所述移模上设有至少一个配合微波屏蔽罩的微波屏蔽盖,每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成一个完整的微波屏蔽腔室,每个模具腔室对应一个微波屏蔽腔室,每个微波屏蔽腔室均单独连接微波发生器,所述微波屏蔽盖盖住微波屏蔽罩时刚好移模模框和固模模框合在一起,所述移模模框和固模模框均采用耐高温绝缘材料制成。
5.本发明采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保,同时每个模具腔室对应一个微波屏蔽腔室进行微波加热,确保每个模具腔室内的产品发泡均匀性,保证产品发泡质量。
6.优选地,所述发泡料注入管的一端设有注入头,所述注入头依次穿过固模、微波屏蔽罩和固模模框伸入模具腔室内,发泡料注入管的另一端设有注入口,所述注入口分别通过管道连接塑料储存筒和液体储存筒。
7.该种结构确保发泡塑料和液体通过发泡料注入管注入模具腔室内的稳定性和可靠性。
8.优选地,所述注入口倾斜朝上设置,所述发泡料注入管的另一端还设有将从注入口处进入的发泡塑料和液体打入模具腔室内的料枪。
9.该种结构确保发泡塑料和液体通过发泡料注入管注入模具腔室内的通畅性。
10.优选地,所述固模模框通过固定柱固定在微波屏蔽罩的内侧,所述移模模框直接固定在微波屏蔽盖的内侧,所述固模模框上设有配合注入头的穿孔。
11.该种结构确保微波屏蔽盖盖住微波屏蔽罩的同时,移模模框很好的与固模模框合在一起,确保微波屏蔽腔室和模具腔室的密闭性。
12.优选地,所述微波发生器直接固定在微波屏蔽罩上并将微波发射到微波屏蔽罩内或者通过一波导管连接在微波屏蔽罩上并将微波传送到微波屏蔽罩内。
13.该种结构使得其可以将微波发生器内置或者外置两种选择,满足不同客户的需求。
14.优选地,所述固模竖直安装在机架上,且固模上设有配合发泡料注入管的穿孔,所述固模的底部固定在机架的底部,固模的顶部固定在机架的顶部。
15.该种结构确保固模的安装牢固可靠,同时方便发泡料注入管的安装。
16.优选地,所述移模通过一驱动机构安装在机架上,所述驱动机构驱动移模作水平往复运动,且移模的中部通过导杆与机架的一侧连接。
17.该种结构确保移模的移动平稳可靠,从而保证移模模框和固模模框之间的配合稳定可靠。
18.优选地,所述微波屏蔽腔室和模具腔室的数量均为2-5个,每个模具腔室对应2-8根发泡料注入管。
19.该种结构可以在确保其发泡成型效率的前提下,根据客户需求设计不同规格和大小的塑料发泡成型机,发泡料注入管的数量和位置也可以根据塑料发泡成型机的规格和大小进行调整。
20.一种微波加热发泡成型机构的发泡成型方法,步骤如下:1)驱动机构驱动移模水平移动,使得每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成完整的微波屏蔽腔室,此时移动模框和与其对应的固定模框合在一起形成完整的模具腔室;2)发泡塑料和液体分别通过管道送到注入口处混合在一起并通过料枪从发泡料注入管注入模具腔室内;3)启动微波发生器将微波发射到微波屏蔽腔室内,微波穿入模具腔室内给发泡塑料和液体加热,将液体蒸发形成蒸汽配合发泡塑料进行发泡成型,然后通过真空冷却;4)发泡成型结束后,驱动机构驱动移模水平移动,使得移模模框和固模模框脱开,取出发泡成型后的产品。
21.优选地,所述移模模框和固模模框均采用塑料类耐高温绝缘材料制作。
22.本发明采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保,同时每个模具腔室对应一个微波屏蔽腔室进行微波加热,确保每个模具腔室内的产品发泡均匀性,保证产品发泡质量。
附图说明
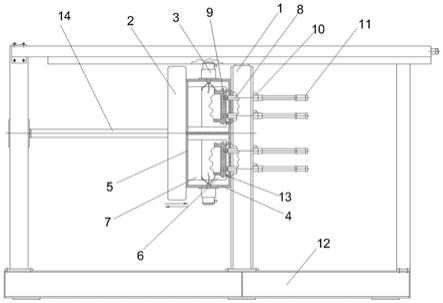
23.图1为本发明的结构示意图;图中1.固模,2.移模,3.微波发生器,4.微波屏蔽罩,5.微波屏蔽盖,6.固模模框,7.移
模模框,8.发泡料注入管,9.注入头,10.注入口,11.料枪,12.机架,13.固定柱,14.导杆。
具体实施方式
24.下面结合附图对本发明作进一步详细的说明,但并不是对本发明保护范围的限制。
25.如图1所示,一种微波加热发泡成型机构,包括固模1、移模2、固定在固模1上的两个固模模框6和固定在移模2上的两个移模模框7以及安装在固模1上的四根发泡料注入管8。每个固模模框和与其对应的移模模框合起来形成一个完整的模具腔室,每个模具腔室对应两根发泡料注入管8,发泡料注入管8用于向模具腔室内注入发泡塑料和液体,固模1上设有两个微波屏蔽罩4,移模2上设有两个配合微波屏蔽罩4的微波屏蔽盖5,每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成一个完整的微波屏蔽腔室,每个模具腔室对应一个微波屏蔽腔室,每个微波屏蔽腔室均单独连接微波发生器3,微波屏蔽盖5盖住微波屏蔽罩4时刚好移模模框7和固模模框6合在一起,移模模框7和固模模框6均采用塑料类的耐高温绝缘材料(一方面可以被微波穿透,另一方面可以耐高温并且绝缘保温,将高温保持在模具腔室内,防止模具腔室内部的温度被传递走)制成。发泡料注入管8的一端设有注入头9,注入头9依次穿过固模1、微波屏蔽罩4和固模模框6伸入模具腔室内,发泡料注入管8的另一端设有注入口10,注入口10分别通过管道连接塑料储存筒和液体储存筒。注入口10倾斜朝上设置,发泡料注入管8的另一端还设有将从注入口10处进入的发泡塑料和液体打入模具腔室内的料枪11。固模模框6通过固定柱13固定在微波屏蔽罩4的内侧,移模模框7直接固定在微波屏蔽盖5的内侧,固模模框6上设有配合注入头9的穿孔。微波发生器3直接固定在微波屏蔽罩4上并将微波发射到微波屏蔽罩4内。固模1竖直安装在机架12上,且固模1上设有配合发泡料注入管8的穿孔,固模1的底部固定在机架12的底部,固模1的顶部固定在机架12的顶部。移模2通过一驱动机构安装在机架12上,驱动机构驱动移模2作水平往复运动,且移模2的中部通过导杆14与机架12的一侧连接。
26.一种微波加热发泡成型机构的发泡成型方法,步骤如下:1)驱动机构驱动移模水平移动,使得每个微波屏蔽盖盖住与其对应的微波屏蔽罩形成完整的微波屏蔽腔室,此时移动模框和与其对应的固定模框合在一起形成完整的模具腔室;2)发泡塑料和液体分别通过管道送到注入口处混合在一起并通过料枪从发泡料注入管注入模具腔室内;3)启动微波发生器将微波发射到微波屏蔽腔室内,微波穿入模具腔室内给发泡塑料和液体加热,将液体蒸发形成蒸汽配合发泡塑料进行发泡成型,然后通过真空冷却;4)发泡成型结束后,驱动机构驱动移模水平移动,使得移模模框和固模模框脱开,取出发泡成型后的产品。
27.本发明主要用于eps,epp,eptu等可发性塑料颗粒的发泡成型。
28.本发明中用于发泡的液体通常采用干净的水,液体供应罐通常采用干净水箱,干净水箱一般为外设部件,通过管道连接注液口,通过水泵将水箱内的水送到注液口处与发泡塑料一起被送入模具腔室内。
29.本发明采用微波加热液体产生蒸汽配合发泡塑料进行发泡,一方面结构简单紧
凑,缩小发泡成型机的整体体积,另一方面微波发生器只需使用电能,能耗较小,无污染,不仅降低制作和使用成本,而且节能环保,同时每个模具腔室对应一个微波屏蔽腔室进行微波加热,确保每个模具腔室内的产品发泡均匀性,保证产品发泡质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1