一种彩色太阳能玻璃面板及其制造方法与流程
1.本发明涉及太阳能面板表面装饰技术领域,尤其涉及一种彩色太阳能玻璃面板及其制造方法。
背景技术:
2.太阳能光伏电池是利用材料的光伏效应,将太阳光辐射能直接转换为电能的一种新型发电系统,包括硅晶太阳能光伏电池、薄膜太阳能光伏电池和钙钛矿太阳能光伏电池等几种类型。
3.硅晶太阳能光伏电池的传统结构,从外往内由钢化玻璃、eva胶膜、高转换效率的单晶硅或多晶硅太阳能电池片、eva胶膜和背板组成,采用铝合金边框固定。由于单晶硅或多晶硅太阳能电池片呈深蓝色或黑色,所以硅晶太阳能光伏电池也呈深色。
4.硅晶太阳能光伏电池的应用场合分为集中式和分布式两种。分布式硅晶太阳能光伏电池主要安装在住宅、厂房、商用建筑的屋顶和玻璃幕墙,且主要分布在城区和近郊,目前这种深蓝色或黑色硅晶太阳能光伏电池外观与周边的环境极不协调,仅有发电功能,无法满足人们对环境的审美需求,甚至造成了城市光视觉污染,限制了分布式硅晶太阳能屋顶、幕墙的市场推广。
5.分布式太阳能屋顶或幕墙玻璃作为建筑物室外环境的一部分,必须满足发电功能与艺术装饰双重需求,光伏建筑一体化(building integrated photovoltaics)是一种将太阳能发电产品集成到建筑上的技术,除了发电功能,bipv组件还需兼具建材、美观等功能与一身。
6.如何让蓝黑色太阳能组件呈现出亮丽色彩,提高透光率和光电转换效率,同时保持光伏玻璃表面的装饰涂层具有优异的户外耐候及耐水性能,已经成为光伏建筑一体化(bipv)发展过程中必须攻克的技术瓶颈,同时还要求光伏玻璃印刷过程环保、节能、高效、品质稳定,且适合于大批量生产。
7.公开号为cn110437676a及公开号为cn110606668a的两个中国专利文献将干涉类珠光粉加入改性氟碳树脂与uv树脂混合体系中,制成彩色太阳能玻璃面板,大大提高了彩色uv固化涂层的透光率和耐候性能,使太阳能组件的光电转换效率得到显著的提高。
8.珠光颜料是把薄片状的天然云母、合成云母或片状玻璃,用多种金属氧化物精密包覆而成,具有优异的耐候性能,能够在深色背景上呈现出亮丽的色彩。印刷在玻璃等产品表面的uv涂层中的珠光颜料多数呈水平排列,照射在光伏玻璃上的阳光会被涂层中的珠光颜料反射或折射出一部分,无法全部到达电池片进行光电转换,不可避免地降低了太阳能组件的发电效率。
9.如何使太阳能组件既呈现亮丽的色彩,又能保持光伏面板表面的彩色涂层具有很高的透光率,已经成为bipv大规模应用必须攻克的关键技术。
10.自由基型光固化油墨不含挥发性voc,具有成本低、固化快、环保、节能、高效的优势。主要成分由环氧丙烯酸酯、聚氨酯丙烯酸酯、聚酯丙烯酸酯、纯丙烯酸酯等光敏聚合物、
自由基型光敏剂组成。在紫外光照射下光敏剂分解产生自由基,引发不饱和双键快速发生自由基光固化反应形成固化涂层。
11.自由基光固化油墨收缩率大、对基材附着力不佳、耐水性差,由于光敏聚合物结构中均含有大量不饱和双键,且多数含有苯环及低键能化合物,因此自由基型uv固化膜的耐光照性能较差,大多数uv涂层经不起长时间的紫外光光照试验,都会出现失光、变色、开裂、粉化或脱落等不良现象,无法满足太阳能产品的户外耐候要求。
12.因此,在保持高透光率的同时,赋予太阳能面板表面彩色涂层优异的户外耐候性能,是实现bipv大规模应用前必须克服的又一个技术障碍。
技术实现要素:
13.本发明提供了一种彩色太阳能玻璃面板及其制造方法,该方法能够显著提高彩色太阳能玻璃面板的透光率和光伏组件的光电转换效率。
14.本发明的具体技术方案如下:
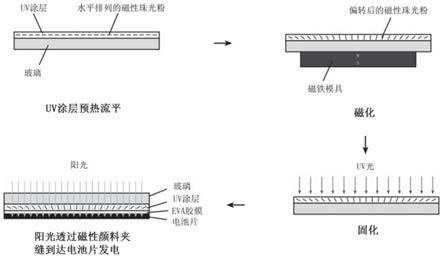
15.一种彩色太阳能玻璃面板的制造方法,包括以下步骤:
16.(1)将磁性uv彩色玻璃油墨涂布在太阳能玻璃面板上,获得彩色uv涂层;
17.(2)预热涂布了磁性uv固化彩色油墨的太阳能玻璃面板;
18.(3)将预热好的太阳能玻璃面板放置与外加磁场中,磁化彩色uv涂层中的磁性颜料;
19.(4)采用紫外光照射磁化好的彩色uv涂层,进行uv固化;
20.(5)加热uv固化后的彩色uv涂层,进行后固化;
21.总重量按100份计,所述的磁性uv彩色玻璃油墨包含以下重量份的原料:
[0022][0023]
所述磁性颜料为磁性珠光颜料中的至少一种。所述磁性珠光颜料是以薄片状的天然云母、合成云母或片状玻璃为包覆基片,在基片表面包覆四氧化三铁,赋予珠光颜料较强的感应磁场特性。磁性珠光颜料在非磁场环境下本身不具有磁性,但若在油墨固化过程中添加外界磁场,磁性珠光颜料在外界磁场干扰情况下,珠光片会按照磁感线顺序重新排布,有的发生偏转,有的甚至竖立,从而形成规则或不规则立体效果。偏转或竖立的磁性珠光片不但减少了正面阳光的反射和折射,珠光片之间的间隙为透明uv树脂层,允许阳光透射并直达电池片表面,从而显著提高了透光率和光电转换效率。
[0024]
本发明中,磁性uv彩色玻璃油墨可以采用多种方式进行涂布,如丝网印刷、辊涂、淋涂、喷涂等方式,涂层厚度为5-100微米,优选为20-50微米。
[0025]
优选的,在将磁性uv彩色玻璃油墨涂布在太阳能玻璃面板上之前,还包括:在太阳
能玻璃面板上喷淋1-3%的中性表面活性剂水溶液,然后经机械抛刷、自来水冲洗、去离子水清洗后,110-130℃热风干燥。
[0026]
步骤(2)中,预热涂布了磁性uv彩色玻璃油墨的太阳能玻璃面板,一方面可以消除涂层中的气泡,促使涂层快速流平,降低粘度,使涂层中的磁性珠光片均匀排列;另一方面,阳离子光固化反应的速度受多种因素影响,如固化环境的温度、湿度等,预热印刷好的彩色uv涂层,还也可以加速阳离子光固化速度。优选的,预热的条件为:30-50℃预热1-3分钟。
[0027]
步骤(3)中,把预热好的太阳能玻璃面板放置在磁性模具上面进行磁化,涂层中的磁性珠光粉会在外加磁场作用下,沿磁感线方向发生偏转或竖立。珠光片偏转或竖立的速度与效果与多种因素有关,如涂料的粘度、涂层的厚度与温度、磁场的强度等。磁化时的温度越高、涂层粘度越低、磁场强度越大,磁性珠光片偏转的速度越快,生产效率越高,反之磁化速度越慢,效率越低。优选的,磁场强度为200-30000高斯;磁化温度为30-50℃;磁化时间为0.5-5分钟。
[0028]
磁化好的涂层经紫外光照射瞬间固化,涂层中的珠光颜料片被瞬间固定。被偏转或竖立的珠光片之间存在透明树脂狭缝,太阳光能够直接透射透明树脂狭缝照射在电池片上,把光能转换为电能。通过本发明的方法制造的彩色太阳能玻璃面板透光率大大增加,提高了光电转换效率。
[0029]
在uv光固化时,若紫外光照能量太小,则涂层固化不彻底,表面硬度低,耐水性等综合性能差;若紫外光照能量太大,则涂层发脆,还会导致太阳能超白玻璃泛黄,从而影响透光率和光电转换效率。不同的印刷厚度,不同的涂层颜色,固化涂层所需的uv光能量各不一样。优选的,步骤(4)中,所述的紫外光的波长为300-420nm;紫外光照射的能量为400-2000毫焦/平方厘米。
[0030]
阳离子光固化反应具有后固化特性,加热uv固化后的涂层,可使涂层的硬度、附着牢度、耐水煮性等性能得到显著提高。优选的,步骤(5)中,采用ir加热彩色uv涂层进行后固化;ir加热条件为:50-220℃加热3-20分钟;进一步优选的,150-180℃加热7-10分钟。后固化步骤可显著提高涂层的综合性能。
[0031]
优选的,总重量按100份计,所述的磁性uv彩色玻璃油墨包含以下重量份的原料:
[0032][0033][0034]
优选的,所述的阳离子光敏树脂为饱和脂环族环氧树脂中的至少一种。
[0035]
在磁性uv彩色玻璃油墨中,饱和脂环族环氧树脂阳离子光敏树脂是主要成分,饱和脂环族环氧树脂结构中不含苯环,大多具有饱和脂肪烃骨架结构。阳离子光敏树脂光固化为环氧开环聚合反应,饱和脂环族环氧树脂大多具有低粘度、透明度高的特点,本发明的磁性uv彩色玻璃油墨uv固化后,固化膜收缩率低、附着力好、表面硬度很高,另外固化膜不但具有突出的户外耐候性,还有优异的耐热性、电绝缘型。
[0036]
进一步优选的,所述的阳离子光敏树脂为3,4-环氧环己基甲酸-3
′
,4
′-
环氧环己基甲酯(a21)、双((3,4-环氧环己基)甲基)己二酸酯(a26)、4-乙烯基-1-环己烯二环氧化物、3,4-环氧环己基甲基-3
′
,4
′-
环氧环己基甲酸酯和己内酯的聚合产物(1∶1)(a2081)、环己烷-1,2-二羧酸二缩水甘油酯(a184)、四氢邻苯二甲酸双缩水甘油酯、1,2-环氧-4-乙烯基环己烷、聚[(2-环氧乙烷基)-1,2-环己二醇]2-乙基-2-(羟甲基)-1,3-丙二醇醚(3∶1)(a3150)、4-乙烯基-1-环己烯二环氧化物(a22)、3,4-环氧环己基甲基3,4-环氧环己基甲酸酯和己内酯的聚合产物(1∶3)(a 2083)中的至少一种。
[0037]
优选的,所述的阳离子感光单体为3-羟甲基-3-乙基氧杂环丁烷(m101)、3-苄氧甲基-2-乙基氧杂环丁烷(m104)、3,3
′-
(氧基双亚甲基)-双-(3-乙基)-氧杂环丁烷(m201)、3-乙基-3-((环氧乙烷基甲氧基)甲基)氧杂环丁烷(m207)、3,4-环氧环己基甲基甲基丙烯酸酯(a15)中的至少一种。
[0038]
本发明还提供了一种由所述的制造方法制造的彩色太阳能玻璃面板,该彩色太阳能玻璃面板的彩色uv涂层具有优异的户外耐候性能和耐水性能,对玻璃附着力强,与太阳能组件中的eva、pvb、poe胶膜的粘结力强,能够满足太阳能玻璃对装饰涂层的实际使用要求。
[0039]
与现有技术相比,本发明的有益效果为:
[0040]
本发明通过涂层磁化和uv固化工艺制造的彩色太阳能玻璃面板,在未改变涂层成分和颜色的前提下,通过外加磁场干扰使uv涂层中的磁性珠光片发生偏转,能够显著提高uv涂层的透光率和光伏组件的光电转换效率,具有重要的经济意义。
附图说明
[0041]
图1为本发明彩色太阳能玻璃面板的制造方法的主要流程示意图;
[0042]
图2为在磁性uv固化油墨的固化过程中所使用的磁铁模具的磁感线分布示意图。
具体实施方式
[0043]
实施例1
[0044]
一种彩色太阳能玻璃面板的制造方法,包括:
[0045]
(1)将磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0046]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0047]
(3)用5000高斯的磁性模板使涂层磁化1分钟;
[0048]
(4)待涂层中的磁性珠光粉偏转后,再进行uv表面固化,uv光照能量800毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:180℃、3分种。
[0049]
总重量按100份计,磁性uv固化油墨组成如下:
[0050][0051]
实施例2
[0052]
一种彩色太阳能玻璃面板的制造方法,包括:
[0053]
(1)将磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0054]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0055]
(3)用12000高斯的磁性模板使涂层磁化1分钟;
[0056]
(4)待涂层中的磁性珠光粉偏转后,再进行uv表面固化,uv光照能量1000毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:160℃、7分种。
[0057]
总重量按100份计,磁性uv固化油墨组成如下:
[0058][0059]
实施例3
[0060]
一种彩色太阳能玻璃面板的制造方法,包括:
[0061]
(1)将磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0062]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0063]
(3)用10000高斯的磁性模板使涂层磁化1分钟;
[0064]
(4)待涂层中的磁性珠光粉偏转后,再进行uv表面固化,uv光照能量1500毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:80℃、20分种。
[0065]
总重量按100份计,磁性uv固化油墨组成如下:
[0066][0067]
实施例4
[0068]
一种彩色太阳能玻璃面板的制造方法,包括:
[0069]
(1)将磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0070]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0071]
(3)用12000高斯的磁性模板使涂层磁化1分钟;
[0072]
(4)待涂层中的磁性珠光粉偏转后,再进行uv表面固化,uv光照能量1300毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:180℃、3分种。
[0073]
总重量按100份计,磁性uv固化油墨组成如下:
[0074][0075]
实施例5
[0076]
一种彩色太阳能玻璃面板的制造方法,包括:
[0077]
(1)将磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0078]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0079]
(3)用15000高斯的磁性模板使涂层磁化30秒;
[0080]
(4)待涂层中的磁性珠光粉偏转后,再进行uv表面固化,uv光照能量800毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:160℃、7分种。
[0081]
总重量按100份计,磁性uv固化油墨组成如下:
[0082][0083]
实施例6
[0084]
一种彩色太阳能玻璃面板的制造方法,包括:
[0085]
(1)将磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0086]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0087]
(3)用15000高斯的磁性模板使涂层磁化30秒;
[0088]
(4)待涂层中的磁性珠光粉偏转后,再进行uv表面固化,uv光照能量800毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:170℃、5分种。
[0089]
总重量按100份计,磁性uv固化油墨组成如下:
[0090][0091]
对比例1
[0092]
一种彩色太阳能玻璃面板的制造方法,包括:
[0093]
(1)将非磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0094]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0095]
(3)用12000高斯的磁性模板使涂层磁化1分钟;
[0096]
(4)磁化后再进行uv表面固化,uv光照能量1300毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:180℃、3分种。
[0097]
总重量按100份计,非磁性uv固化油墨组成如下:
[0098]
[0099][0100]
对比例2
[0101]
一种彩色太阳能玻璃面板的制造方法,包括:
[0102]
(1)将实例4的磁性uv固化油墨通过丝网印刷或其他方式涂布在太阳能玻璃面板上,得到厚度35微米的uv涂层;
[0103]
(2)35℃预热涂层1分钟,使涂层充分流平、消除气泡;
[0104]
(3)不经磁化直接进行uv表面固化,uv光照能量1300毫焦/平方厘米;最后ir加热使涂层后固化,ir加热后固化条件:180℃、3分种。
[0105]
总重量按100份计,磁性uv固化油墨组成如下:
[0106][0107]
在可见光波长范围380-780nm内,分别测试实施1-6、对比例1-2中彩色太阳能玻璃面板的透光率,结果见表1。
[0108]
表1 uv固化膜性能测试
[0109][0110]
磁性珠光颜料是把普通云母基片作为包覆衬底,在基片表面包覆一层四氧化三铁,赋予珠光粉较强的磁性。磁性珠光粉在非磁场环境下本身不具有磁性,但在外界磁感线干扰情况下,珠光片会按照磁感线顺序重新排布,有的发生偏转,有的甚至竖立,从而形成规则或不规则立体效果,见图1和图2。偏转或竖立的磁性珠光片不但减少了正面阳光的反射和折射,珠光片之间的间隙为透明uv树脂层,允许阳光透射并直达电池片表面,从而显著提高了透光率和光电转换效率。
[0111]
由表1可知,对比例1中的非磁性珠光粉在磁化过程中不会发生偏转,透光率明显降低,而对比例2在固化过程中磁性珠光粉未被磁化不会发生偏转,透光率也明显降低。对比例1和对比例2从反面证明了磁性珠光粉在磁场作用下,发生了偏转,能够明显提高固化涂层的透光率。
[0112]
以上所述的实施例对本发明的技术方案和有益效果进行了详细说明,应理解的是以上所述仅为本发明的具体实施例,并不用于限制本发明,凡在本发明的原则范围内所做的任何修改、补充和等同替换等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1