玻璃管的制作方法
1.本实用新型涉及一种玻璃管,特别是一种用于制造存储药物组合物的容器的玻璃管。玻璃管有利于制造具有特别高品质的药物容器。
背景技术:
2.为了制造玻璃管、特别是用于制造药物容器例如安瓿瓶、西林瓶、药筒或注射器的玻璃管,通常使用所谓的丹纳(danner)法。在丹纳法中,从熔融槽出来的玻璃熔融物流到旋转的管状体(所谓的丹纳芯轴)的外表面上,以在其上形成中空的玻璃熔体。从用作成形构件的芯轴沿预定方向将玻璃熔融物拉向前端。玻璃管的内部轮廓基本上由靠近芯轴前端的外部轮廓确定。
3.这样的玻璃管是用于制造储存药物组合物的容器的半成品。如de 10 2018 101 842 a1中所公开的,通常通过使用玻璃加工装置通过热成型工艺将这种玻璃管转换成容器。
4.ep 3345876a1教导了用于药物容器的玻璃管。这种玻璃管具有一定的厚度偏差,该厚度偏差限定了最大壁厚和最小壁厚的相对于管的目标厚度的差。最佳示例玻璃管的厚度偏差为3%。该量级的厚度偏差需要进一步改善。
5.尽管现有技术的玻璃管在内径和外径方面通常具有可接受的均匀性,但是热成型工艺的精度仍需要提高。特别地,用于从玻璃管制造药物容器的热成型工艺趋于难以稳定地进行,因为需要优化大量参数以适应热成型产品的质量变化。
技术实现要素:
6.本实用新型的目的是提供一种改进的玻璃管,尤其是提供一种在热成型工艺中提供改进的精度和/或简化的参数优化的玻璃管。
7.在一个实施例中,本实用新型提供了一种玻璃管,其相对横截面面积偏差定义为其中,qf
max
是该管的至少两个横截面中的最大横截面面积,而qf
min
是该管的至少两个横截面中的最小横截面面积,其中,这些横截面沿玻璃管的长度彼此间隔开,其中,k为0.0023m-1
,t小于等于0.15mm2/m,x为
8.至少两个横截面(如与qf
max
和qf
min
对应的横截面)可以彼此隔开至少0.5m,至少0.75m,至少1.0m或至多1.5m或至多1.4m。在一个实施例中,这些横截面间隔开约0.5m,约0.75m,约1.0m或约1.5m。可选地,qf
max
是整个玻璃管的最大横截面面积,而qf
min
是整个玻璃管的最小横截面面积。
9.在一个实施例中,玻璃管的相对横截面面积偏差可小于0.50mm2/m,小于0.45mm2/m,小于0.40mm2/m,小于0.35mm2/m或小于0.30mm2/m。在一个优选的实施例中,相对横截面面积偏差小于0.25mm2/m,小于0.20mm2/m,小于0.15mm2/m或小于0.10mm2/m。相
对横截面面积偏差可以为至少0.001mm2/m,为至少0.01mm2/m或为至少0.02mm2/m。
10.可选地,可以为至少10.0mm2,为至少12.0mm2,为至少15.0mm2,为至少17.0mm2或为至少20.0mm2。可以限制为小于或等于150.0mm2,小于或等于100.0mm2,小于或等于90.0mm2或小于或等于80.0mm2。在一个实施例中,t可以小于或等于0.10mm2/m,小于或等于0.05mm2/m,小于或等于0.01mm2/m,小于或等于-0.02mm2/m,小于或等于-0.025mm2/m或小于或等于-0.028mm2/m。在一个优选的实施例中,k可以是0.0020m-1
、0.0018m-1
、0.0015m-1
、0.0010m-1
或0.0005m-1
。
11.令人惊讶地发现,玻璃管的横截面面积在玻璃管之间和沿玻璃管的长度上可以显著变化。沿管长度的横截面面积的这些变化阻碍了由这些玻璃管制成的药物容器的制造精度。为了考虑横截面面积变化,优化热成型工艺的参数特别困难。玻璃管是一种半成品,可用于制造注射器、西林瓶、安瓿瓶、药筒或其他药物容器。这些容器通常在热成型工艺中制造。热成型包括将玻璃管加热到可以将玻璃成型为所需形状的温度。根据要加热到所需温度的玻璃质量(mass),将需要不同量的热量。调节热成型工艺中使用的热量非常困难,因为这些工艺会以非常高的速度制造药物容器。由于这些高的生产率,几乎不可能根据玻璃管的性质来控制热量。已经发现,控制相关的玻璃管性能是必不可少的,这样,用于制造药物容器的热量就可以保持恒定。
12.在玻璃热成型工艺中使用适量的热量是必不可少的,因为玻璃的粘度会随温度急剧变化。在室温和熔融容器中的温度之间,玻璃粘度可能会变化10
17
倍。因此,小的温度偏差可能会对玻璃粘度产生很大影响。不同的粘度对容器的热成型有很大的影响。热成型参数必须解决此问题。通常,使用vogel-fulcher-tammann(vft)方程来计算达到一定玻璃粘度所需的温度(请参见din iso 7884-2:1998-2):
[0013][0014]
在vft方程中,η是粘度,a和b是材料的温度独立参数,t是温度,t0是沃格尔(vogel)温度。对于任何特定的玻璃,a、b和t0都是常数。
[0015]
显然,温度对粘度有很大的影响,并且温度依赖性可以用vft方程中的常数来描述。如果温度太低,则玻璃将具有高粘度,从而难以形成精确的药物容器。如果温度太高,粘度可能太低,以至于会发生流挂,从而使容器变形。技术参数集中在玻璃管外径的公差上,忽略了横截面面积的局部偏差和梯度。已经发现,具有优异横截面面积均匀性的玻璃管在随后的诸如注射器、西林瓶、安瓿瓶和药筒等药物容器的制造工艺中表现良好。
[0016]
在一个实施例中,玻璃管的玻璃的b值可以为至少4000,至少4500或至少5000。可选地,b值可以最高至12000,最高至10000或最高至9000。t0可以为至少1℃,至少10℃,至少70℃或至少200℃。在实施例中,t0在最大250℃或最大230℃的范围内。a可以小于0,例如小于-0.5或小于-1.0。在实施例中,a为至少-5.0,至少-4.0或至少-3.5。优选地,a可以达到-5.0至0.0或-4.0至0.0。本文所述的具有低横截面面积偏差和这些vft常数的玻璃管在容器热成型中表现出色。
[0017]
可选地,玻璃可以具有以下vft常数:a的范围是-5.0到0.0;b的范围为4000至12000,和/或t0的范围为1℃至250℃。在一个实施例中,a的范围是-3.0至-1.0;b的范围为4000至9000和/或t0的范围为200℃至250℃。对于本实用新型的玻璃管的玻璃,tg可以在525℃至600℃的范围内。
[0018]
一方面,本实用新型提供了一种均匀度因子为至少0.99的玻璃管,其中,该因子是整个玻璃管的最小横截面面积和最大横截面面积之比。在本实用新型的实施例中,玻璃管的均匀度因子为至少0.990,至少0.993,至少0.995或至少0.998。
[0019]
已经观察到,横截面面积偏差通常沿玻璃管长度以梯度的形式出现。发明人假设这些偏差是由玻璃管制造中使用的玻璃进料机构的不规则引起的。特别地,这些偏差可能是玻璃束在其首先接触芯轴的位置处不稳定的结果,其中“不稳定”是指玻璃束在平行于玻璃拉伸方向的方向上移动。
[0020]
具有本实用新型的横截面面积特征的玻璃管不仅沿长度方向具有高度均匀的横截面面积,而且具有均匀的玻璃质量分布。所述的相对横截面面积偏差允许在随后的热成型工艺中对加工参数进行最佳调整,以由所述玻璃管制造药物容器,这最终会改进药物容器并提高工艺稳定性。
[0021]
如本文所用,术语“玻璃管”是指用于制造容器的中空玻璃体,该容器用于储存药物用途的物质,例如安瓿瓶、西林瓶、注射器和/或药筒。玻璃管通常具有围绕管腔的壁和两个开口端。
[0022]
这样的玻璃管可以由硼硅酸盐玻璃组成,更优选地,硼硅酸盐玻璃包含以下基于玻璃的总量按重量百分比(%)计的氧化物:
[0023]
sio250
––
90b2o
30–
20al2o3》0
–
18na2o0
–
15k2o0
–
5li2o0
–
2cao0
–
15bao0
–
6zro
20–
5tio
20–
5fe2o
30–3[0024]
玻璃成分的选择影响玻璃粘度的温度依赖性。例如,添加一定量的sio2将降低vft方程中的a的值,并增加b值和t0。下表总结了玻璃成分对vft常数的影响,其中“+”表示增加的作用,“++”表示相应的常数强烈增加,
“‑”
表示减少的作用,
“‑‑”
表示相应常数随着玻璃成分的增加而大大降低。
[0025] abt0na2o++
‑‑‑
k2o
‑‑‑‑
cao
‑‑‑
++
mgo
‑‑
++
‑‑
al2o3+++++sio2‑‑
++++
[0026]
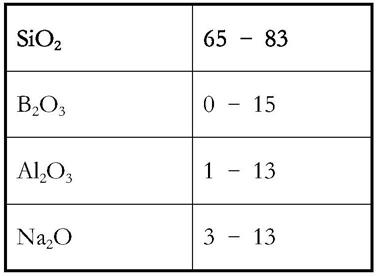
基于玻璃的总量,所述玻璃可以包含的sio2的比例为至少50重量%,优选至少55重量%,更优选至少60重量%,最优选至少65重量%。sio2是玻璃基质中影响玻璃性能的重要网络形成体。特别地,sio2对玻璃的耐化学性尤其重要。基于玻璃的总量,玻璃中的sio2的含量可以为至多90重量%,优选为至多85重量%,并且更优选为至多80重量%。sio2含量过高可能会导致玻璃的软化点大大增加。
[0027]
除了sio2之外,玻璃还可以包含至少一种第二网络形成体。玻璃可以包含b2o3作为另外的网络形成体,基于玻璃的总量,b2o3的含量为至少3重量%,优选为至少4重量%,更优选为至少6重量%。通过其网络形成特性,b2o3基本上支持了玻璃的稳定性。在b2o3含量太低的情况下,不能保证硼硅酸盐玻璃体系中所需的稳定性。然而,基于玻璃的总量,玻璃中b2o3的含量为至多20重量%,优选为至多15重量%,更优选为至多12重量%。在玻璃中b2o3含量太高的情况下,粘度可能会大大降低,因此必须接受结晶稳定性的降低。
[0028]
此外,硼硅酸盐玻璃可包含氧化铝。氧化铝的添加用于改善玻璃成形并通常支持耐化学性。基于玻璃的总量,氧化铝在玻璃中的比例可以为至多12重量%,优选为至多9重量%,并且更优选为至多7重量%。然而,氧化铝含量太高导致结晶趋势增加。基于玻璃的总量,玻璃中氧化铝的含量优选为至少1重量%,进一步优选为至少2.5重量%,最优选为至少4重量%。
[0029]
所述玻璃可以包含基于玻璃总量的至少3重量%、优选至少5重量%、更优选至少6重量%的碱金属氧化物。na2o和k2o都可以包含在玻璃中。
[0030]
碱金属氧化物改善了玻璃的熔融性,从而可以实现经济制造。在玻璃的制造工艺中,它们充当助熔剂。玻璃中碱金属氧化物的总量不应超过20重量%、优选13重量%、更优选10重量%。如果碱金属氧化物的含量过高,则可能损害玻璃的耐候性,因此可能会严重限制其应用范围。
[0031]
基于玻璃的总量,na2o在玻璃中的比例可以为至少3重量%,优选为至少5重量%,并且更优选为至少6重量%。然而,基于玻璃的总量,na2o在玻璃中的比例可以被限制为至多15重量%,优选地至多10重量%,并且更优选地至多8重量%。
[0032]
基于玻璃的总量,k2o在玻璃中的比例可以为至多5重量%,优选为至多3重量%,并且更优选为2重量%。
[0033]
除上述成分外,硼硅酸盐玻璃还可以包含添加剂。这些添加剂可以例如是碱土金属氧化物(例如bao、cao),可以将其添加到玻璃中以控制玻璃的流动和熔融特性或耐化学性。另外或替代地,玻璃可包含d族金属的氧化物,例如铁氧化物(feo、fe2o3或fe3o4)。铁氧化物是玻璃主要成分的常见杂质,特别是沙子的杂质。
[0034]
基于玻璃的总量,bao在玻璃中的比例可以为至多6重量%,优选为至多4重量%,并且更优选为3重量%。
[0035]
基于玻璃的总量,cao在玻璃中的比例可以为至多5重量%,优选为至多3重量%,并且更优选为2重量%。
[0036]
基于玻璃的总量,玻璃中的fe2o3的比例可以为至多3重量%,优选为至多2重量%,
并且更优选为1.5重量%。
[0037]
玻璃成分还可包含二氧化钛。基于玻璃的总量,玻璃中tio2的含量为至多10重量%,优选为至多8重量%,更优选为至多6重量%。tio2的含量很高可能会导致玻璃发生不希望的结晶。
[0038]
在一个实施例中,玻璃可以包含以下重量百分比:
[0039][0040][0041]
使用给定横截面的玻璃管的外径(od)和壁厚(wt)确定横截面面积(csa),其中,第一步,根据以下方程计算内径(id):
[0042]
id=od-wt
·2[0043][0044]
如本文所用,术语“外径”是指玻璃管的外表面上的两个点之间的最大距离,其中,这两个点通过直线连接,该直线垂直于玻璃管的纵轴并且与其相交。
[0045]
如本文所用,术语“内径”是指玻璃管的内径上的两个点之间的最大距离,其中,这两个点通过直线连接,该直线垂直于玻璃管的纵轴并且与其相交。
[0046]
如本文所用,术语“壁厚”描述了玻璃管的内表面和外表面之间的最短距离。
[0047]
这些横截面中的至少一个可以位于玻璃管的第一部分中,而第二横截面可以位于玻璃管的第二部分或第三部分中。第一部分的范围可以从玻璃管的第一端沿纵向至玻璃管的第二端,其长度可以是玻璃管长度的三分之一。第三部分的范围可以从玻璃管的第二端
沿纵向至玻璃管的第一端,并且其长度可以是玻璃管长度的三分之一。第二部分可以位于第一部分和第三部分之间,并且其长度在纵向上是管长度的三分之一。
[0048]
相对横截面面积偏差可以基于例如在玻璃管的第一部分和第三部分、或玻璃管的第一部分和第二部分,或第二部分和第三部分中确定的两个单个横截面值。在一个实施例中,在三个部分的每一个部分中确定一个横截面面积值。相对横截面面积偏差还可基于多于两个或三个横截面面积值,即基于四个、五个、六个、七个、八个、九个、十个或更多个横截面面积值。每个横截面面积值可以在玻璃管的特定横截面上确定。如果在两个以上的横截面上确定横截面面积值,则每个横截面与其相邻横截面之间的距离可以相等或不同。
[0049]
本实用新型的玻璃管可以具有至少0.50m的长度,更优选地至少1.00m的长度,并且特别优选地至少1.25m的长度。玻璃管的长度可以最大为3.00m,最大为2.00m或最大为1.70m。本实用新型提供了即使在大于1.00m的长度下也具有期望的相对横截面面积偏差的玻璃管。在一个实施例中,玻璃管的长度为约1.5m。
[0050]
在本实用新型的实施例中,玻璃管的外径为至少6.0mm或至少10.0mm。外径最大为55.0mm,最大为40.0mm或最大为25.0mm。在一个实施例中,外径可以在6mm至55mm之间或从6mm至25mm之间选择。壁厚可在0.3mm至3.5mm之间变化。在一个实施例中,壁厚为至少0.5mm,为至少0.7mm或为至少1.0mm。可选地,壁厚可以最大为3.5mm,最大为3.0mm或最大为2.0mm。外径和壁厚的单个值在很大程度上取决于玻璃管的预期用途。
[0051]
用于药物容器的玻璃管、特别是用于注射器的玻璃管可以具有6.0mm至23.0mm之间的外径和/或0.75mm至2.5之间mm的壁厚。一个优选的实施例中,玻璃管具有6.7mm至7.0mm之间的外径和1.0mm至1.2mm之间的壁厚。另一优选实施例中,玻璃管具有8.00mm至8.30mm之间的外径和0.8mm至1.0mm之间的壁厚。另一优选实施例中,玻璃管具有10.0mm至11.5mm之间的外径和1.0mm至1.2mm之间的壁厚。另一优选实施例中,玻璃管具有14.0mm至15.0mm之间的外径和1.2mm至1.4mm之间的壁厚。另一优选实施例中,玻璃管具有16.5mm至17.5mm之间的外径和1.3mm至1.5mm之间的壁厚。另一优选实施例中,玻璃管具有21.0mm至23.0mm之间的外径和1.4mm至1.6mm之间的壁厚。
[0052]
用于药物容器的玻璃管、特别是用于药筒的玻璃管可以具有8.0mm至19.0mm之间的外径和0.75mm至1.4mm之间的壁厚。一个优选的实施例中,玻璃管具有8.5mm至8.8mm之间的外径和0.8mm至1.0mm之间的壁厚。另一优选实施例中,玻璃管具有10.5mm至11.5mm之间的外径和1.0mm至1.2mm之间的壁厚。另一优选实施例中,玻璃管具有10.5mm至11.5mm之间的外径和0.75mm至0.95mm之间的壁厚。另一优选实施例中,玻璃管具有11.0mm至12.0mm之间的外径和0.9mm至1.1mm之间的壁厚。另一优选实施例中,玻璃管具有13.5mm至14.5mm之间的外径和0.9mm至1.2mm之间的壁厚。另一优选实施例中,玻璃管具有14.0mm至15.0mm之间的外径和1.2mm至1.4mm之间的壁厚。另一优选实施例中,玻璃管具有18.0mm至18.5mm之间的外径和1.0mm至1.2mm之间的壁厚。
[0053]
用于药物容器的玻璃管、特别是用于西林瓶的玻璃管的外径可以在6.0mm至55.0mm之间,且壁厚可以在0.5mm至2.5mm之间。优选的实施例中,玻璃管具有6.5mm至9mm之间的外径和0.5mm至1.6mm之间的壁厚。另一优选实施例中,玻璃管具有8.5mm至16.0mm之间的外径和在0.5mm至1.7mm之间的壁厚。另一个优选实施例中,玻璃管具有14.5mm至18.5mm之间的外径和0.6mm至1.7mm之间的壁厚。另一优选实施例中,玻璃管具有17.5mm至20.5mm
之间的外径和0.6mm至1.7mm之间的壁厚。另一优选实施例中,玻璃管具有19.5mm至25.5mm之间的外径和0.6mm至1.7mm之间的壁厚。另一优选实施例中,玻璃管具有22.5mm至35.0mm之间的外径和0.5mm至1.8mm之间的壁厚。另一优选实施例中,玻璃管具有29.0mm至37.0mm之间的外径和0.9mm至1.7mm之间的壁厚。另一优选实施例中,玻璃管具有32.5mm至45.0mm之间的外径和1.2mm至1.8mm之间的壁厚。另一优选实施例中,玻璃管具有40.0mm至55.0mm之间的外径和1.5mm至2.2mm之间的壁厚。
[0054]
用于药物容器的玻璃管、特别是用于安瓿瓶的玻璃管可以具有8.0mm至30.0mm之间的外径和0.2mm至1.0mm之间的壁厚。一个优选的实施例中,玻璃管具有8.5mm至16.0mm之间的外径和0.3mm至0.8mm之间的壁厚。另一优选实施例中,玻璃管具有14.5mm至18.5mm之间的外径和0.35mm至0.85mm之间的壁厚。另一优选实施例中,玻璃管具有17.5mm至20.5mm之间的外径和0.45mm和0.85mm之间的壁厚。另一优选实施例中,玻璃管具有19.0mm至26.0mm之间的外径和0.55mm至0.9mm之间的壁厚。
[0055]
本实用新型的玻璃管具有内径。内径可以为至少3.0mm,为至少4.0mm或为至少8.0mm。在一个实施例中,内径可以最大为50.0mm,最大为40.0mm,最大为30.0mm或最大为20.0mm。
[0056]
通常,对于较大的横截面面积,要实现良好的均匀度因子和/或相对横截面面积偏差是更加困难的。在本实用新型的一个实施例中,玻璃管的外径为6mm至55mm、壁厚为0.3mm至3.5mm。
[0057]
在一个实施例中,本实用新型的玻璃管在20℃至300℃范围内测量的平均线性热膨胀系数(cte)在3.0*10-6
k-1
至8.0*10-6
k-1
之间或3.5*10-6
k-1
至7.0*10-6
k-1
之间或4.0*10-6
k-1
至6.0*10-6
k-1
之间。玻璃管的cte较低是有利的。低cte玻璃往往在热成型工艺中产生较少的应力,从而得到更均匀的产品。因此,在优选的实施例中,cte被限制为不大于6.9*10-6
k-1
或不大于5.9*10-6
k-1
。cte可以根据din iso 7991:1987进行测量。
[0058]
在另一实施例中,玻璃管的玻璃的折射率nd在1.45至1.55之间,更优选地在1.49至1.50之间或在1.52至1.53之间。
[0059]
玻璃管的密度优选在1.8g*cm-3
至3.0g*cm-3
之间,更优选在2.0g*cm-3
至2.8g*cm-3
之间,并且最优选在2.2g*cm-3
至2.6g*cm-3
之间。
[0060]
在本实用新型的实施例中,玻璃管的外表面具有保护涂层,该保护涂层保护玻璃管免于刮擦。优选通过在高温下发生的热分解可去除保护涂层。涂层材料可包含聚山梨酯,优选聚山梨酯80。
[0061]
一方面,本实用新型提供了一组玻璃管,其中,至少90%的玻璃管的相对横截面面积偏差为
[0062][0063]
其中,qf
max
是该管的至少两个横截面中的最大横截面面积,而qf
min
是该管的至少两个横截面中的最小横截面面积,其中,这些横截面沿玻璃管的长度彼此间隔开,其中,k
90
为0.007m-1
,t
90
小于0.30mm2/m,x为可选地,t
90
可以小于或等于0.25mm2/m,小于或等于0.20mm2/m,小于或等于0.15mm2/m或小于或等于0.10mm2/m。可选地,k
90
可以是
0.006m-1
、0.005m-1
或0.004m-1
。
[0064]
该组玻璃管中至少90%的玻璃管的相对横截面面积偏差小于0.70mm2/m,小于0.60mm2/m或小于0.45mm2/m。上面给出的单个玻璃管的限制可能相应地适用于该组中的玻璃管。例如,相对横截面面积偏差可以为至少0.10mm2/m。该组中至多20%、优选至多10%的玻璃管的相对横截面面积偏差可大于0.50mm2/m或大于0.40mm2/m。
[0065]
至少两个横截面(例如与qf
max
和qf
min
对应的横截面)可以彼此隔开至少0.5m,至少0.75m,至少1.0m或至多1.5m或至多1.4m。在一个实施例中,横截面间隔开约0.5m,约0.75m,约1.0m或约1.5m。可选地,qf
max
是整个玻璃管的最大横截面面积,而qf
min
是整个玻璃管的最小横截面面积。
[0066]
该组玻璃管可包括至少100个或至少1000个或至少3000个玻璃管,更优选地至少5000个玻璃管。在一个实施例中,该组是一组100、150或200个玻璃管。
[0067]
此外,本实用新型涉及用于制造玻璃管的方法,其包括以下步骤:
[0068]-通过引导玻璃熔融物从搅拌进料罐经过出口,将玻璃熔融物施加到旋转的锥形芯轴的外表面上,其中,熔融物形成从出口流到芯轴的外表面上的熔融玻璃束;
[0069]-在锥形芯轴上形成中空玻璃熔体;
[0070]-将中空玻璃熔体从锥形芯轴沿预定方向拉向前端,以形成玻璃管,
[0071]-所述外表面具有润湿区域,在润湿区域中,玻璃束首先与锥形芯轴接触,
[0072]
其中,通过测量玻璃束的边缘的水平运动来连续地监控所施加的玻璃熔融物的润湿区域的空间变化,其中,该运动基本上平行于拉伸方向;
[0073]-通过调节选自锥形芯轴相对于出口的横向位置、锥形芯轴相对于出口的垂直位置、进料罐中的搅拌速度、玻璃温度、锥形芯轴的倾斜角和/或锥形芯轴的转速中的一个或多个工艺参数来减少空间变化;
[0074]-冷却中空玻璃熔体;以及
[0075]-将冷却的玻璃熔体切成所需长度的玻璃管。
[0076]
在一个实施例中,当润湿区域的空间变化σ超过阈值时,锥形芯轴的转速增加,其中,锥形芯轴的转速在5.0rpm至20.0rpm的范围内。在一个优选的实施例中,锥形芯轴的转速在5.0rpm至20.0rpm之间,从9.0rpm至12.0rpm,或从9.5rpm至11.0rpm。
[0077]
空间变化σ是在平行于拉伸方向上在润湿区域上方的玻璃束的边缘水平移动的标准偏差。可以根据一段时间内记录的多个测量值来计算标准偏差。测量数量可以是10个或更多、50个或更多或100个或更多。时长可以是30秒、1分钟或5分钟。空间变化可以表示为像素。阈值可以是2.4像素,或者2.2像素或2.0像素。一个像素可对应于约70μm。
[0078]
在一个实施例中,除了玻璃束的空间变化之外,还收集其他数据。收集的数据可以选自锥形芯轴的被玻璃熔融物的可润湿性、出口位置、出口宽度和/或所施加的玻璃束的轮廓组成的组。
[0079]
可以借助于一个或多个相机来执行对润湿区域和/或其他数据的空间变化的监控。
[0080]
在另一个优选的实施例中,锥形芯轴的倾斜度在5
°
至45
°
之间。在另一个优选的实施例中,玻璃熔融物的体积流率在0.4m3/h至0.55m3/h之间。在一个实施例中,在润湿区域的玻璃束的温度在750℃至1400℃之间。在另一个优选的实施例中,中空玻璃熔体的拉伸速度在0.1m/s至5m/s之间,可选地在0.3m/s至4.0m/s之间。
[0081]
在一个实施例中,本实用新型包括通过该工艺可获得的玻璃管和/或一组玻璃管。
[0082]
一方面,本实用新型提供了玻璃管或一组玻璃管用于制造药物容器的用途。优选地,容器选自由安瓿瓶、西林瓶、注射器和/或药筒组成的组。
附图说明
[0083]
参照随后的附图和示例更详细地解释本技术的主题,而不希望将所述主题限于所示的实施例。
[0084]
图1示出了根据本实用新型实施例的方法的制造设备的示意性剖面图。
[0085]
图2示出了具有外径od、内径id和壁厚wt的玻璃管14的示例。
[0086]
图3显示了润湿区域的相机图像,在该润湿区域中,玻璃束首先接触芯轴。
[0087]
图4示出了在操作期间边缘30在x方向上的移动程度。
[0088]
图5示出了在测量期间玻璃束的边缘的位置的分布。
具体实施方式
[0089]
图1中的制造设备1示出了用于通过丹纳法拉伸玻璃管2的装置。设备1包括含有玻璃熔融物4的进料槽3。在进料槽中,玻璃熔融物4通常具有高于1300℃的温度,并且经由出口5施加到旋转锥形芯轴6的外表面上。这就是所谓的丹纳管。丹纳管可以绕基本平行于拉伸方向的轴线旋转。
[0090]
从图中可以看出,锥形芯轴6倾斜地向下倾斜并由动力单元7驱动。玻璃熔融物4从锥形芯轴6的外表面上的出口5流出,并在其上形成中空的玻璃熔体8。熔融玻璃束从出口5流向锥形芯轴6时首先接触锥形芯轴6的位置称为润湿区域。中空的玻璃熔体8从锥形芯轴6沿预定方向被拉向前端。另外,压缩空气吹过锥形芯轴6以防止中空的玻璃熔体8塌陷。在锥形芯轴6的前端处形成所谓的拉伸头9(德语:“ziehzwiebel”),玻璃管2通过热成型从中制成。
[0091]
所形成的玻璃管2通过在距锥形芯轴6最高至120m的位置上的拉伸装置11在一排支撑辊10上进行拉伸,从而通过监控单元12。该监控单元12监控玻璃管2不同的质量参数(例如壁厚、气泡等)。在这排支撑辊的末端,切割装置13将成型的玻璃管2切割成单玻璃管14。
[0092]
所施加的玻璃熔融物4的润湿区域由相机15连续记录,以收集从出口5流出的熔融物的数据。所收集的数据由分析单元(未示出)进行分析。基于该结果,调节选自锥形芯轴6相对于出口5的横向位置、锥形芯轴6相对于出口5的垂直位置、进料槽3中的搅拌速度、玻璃温度、锥形芯轴6的倾斜角度和/或锥形芯轴6的转速中的至少一个参数,以便减小玻璃束边缘在基本上平行于拉伸方向的方向上的空间变化。
[0093]
图2示出了具有外径od、内径id和壁厚wt的玻璃管14的示例。可以在玻璃管的第一部分中的第一横截面25、玻璃管14的第二部分中的第二横截面26和玻璃管的第三部分中的
第三横截面27处测量外径。第一横截面25可与玻璃管14的第一边缘间隔开距离24。第二横截面26可以设置为与第一横截面25相距距离23。第三横截面27可以设置为与第二横截面26相距距离22。第三横截面27可以设置为与玻璃管的第二边缘相距距离21。距离21、22、23和24可各自为管长度的约四分之一。可选地,距离22和23具有大约相同的长度。
[0094]
图3显示了润湿区域的相机图像,在该润湿区域中,玻璃束首先接触芯轴。玻璃束具有边缘30。x方向是水平的,并且基本上平行于拉伸方向。在操作过程中,边缘30将在x方向上移动,可以通过观察黑白色边缘30来用相机监控移动。这些移动在工艺中受到监控,并且可以通过减少润湿区域在x方向上的移动来调整工艺参数以稳定湿润区域。
[0095]
图4示出了在操作期间边缘30在x方向上的移动程度。图表的右侧部分显示的玻璃束运动比左侧部分更强,因此稳定性更差。
[0096]
图5示出了在测量期间玻璃束的边缘的位置的分布。左图显示了狭窄的分布,而右图显示了更强的运动(不稳定性)。
[0097]
示例1
[0098]
使用本实用新型中描述的丹纳法制备长度为1.5m的玻璃管14。以这种方式加工的玻璃具有以下vft常数:a=-1.41;b=5047.3;t0=224.7℃。
[0099]
确定沿相应玻璃管14的长度的三个横截面面积值。第一值通过测量第一横截面25的外径和壁厚确定,第二值通过测量第二横截面26的外径和壁厚确定,第三值通过测量第三横截面27的外径和壁厚确定。比较三个横截面面积的大小,以确定哪个是三个中最大的(qf
max
),哪个是最小的(qf
min
)。重复测量三个管。对于管1,在第一横截面25处测量到最大横截面qf
max
。在第三横截面27处测量出最小横截面qf
min
。对于管2和管3,第三横截面27是最大的,而第一横截面25是最小的。结果如下表所示。
[0100][0101]
示例2
[0102]
根据丹纳法制造玻璃管14。在操作期间,玻璃束的空间变化(图3)使用相机15进行监控。空间变化是玻璃束的边缘30在玻璃流到锥形芯轴6上时的运动。图5显示了在第一时间间隔中黑白边缘30的x位置的分布。在该第一间隔中,锥形芯轴6的转速为9.7rpm,并且空间变化σ为约2.35像素。
[0103]
在第二时间间隔中,调节转速以减小玻璃束的边缘30的空间变化σ。调整后,转速为10.3rpm,空间变化减小到1.35像素。
[0104]
第一间隔具有玻璃束边缘的位置的宽分布,即玻璃束在润湿区域中的更强的运
动。第二个间隔的分布较窄。宽分布和窄分布显示在图5中,其中左图显示了窄分布,右图显示了玻璃束的较强运动。
[0105]
下表中给出了工艺参数对玻璃管14的均匀性的影响。
[0106][0107]
附图标记列表
[0108]
1制造车间
[0109]
2玻璃管
[0110]
3储罐
[0111]
4玻璃熔融物
[0112]
5出口
[0113]
6锥形芯轴
[0114]
7动力单元
[0115]
8玻璃熔体
[0116]
9拉伸头
[0117]
10支撑辊
[0118]
11拉伸装置
[0119]
12监控单元
[0120]
13切割装置
[0121]
14单玻璃管
[0122]
15相机
[0123]
21第二边缘和第三横截面之间的距离
[0124]
22第二横截面和第三横截面之间的距离
[0125]
23第一横截面和第二横截面之间的距离
[0126]
24第一横截面和第一边缘之间的距离
[0127]
25第一横截面
[0128]
26第二横截面
[0129]
27第三横截面
[0130]
30玻璃束边缘,x方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1