一种纳米石墨挤塑保温板及其制备工艺和装置的制作方法
1.本发明属于建筑材料领域,具体涉及一种纳米石墨挤塑保温板及其制备工艺和装置。
背景技术:
2.挤塑保温板,即挤塑聚苯乙烯保温板,是一种以聚苯乙烯树脂为原材,加入其它聚合物后,经加热挤塑形成的一种发泡硬质塑料板。挤塑保温板由于有极低的吸水性(几乎不吸水)、低热导系数、高抗压性、抗老化性等特点,被广泛应用于建筑行业,但是,挤塑保温板本身的强度较高,从而造成板材较脆,不易弯折,板上存在应力集中时,容易使板材损坏、开裂。另外,现有的挤塑保温板阻燃性能有待提高。
技术实现要素:
3.针对上述问题,本发明提出了一种纳米石墨挤塑保温板及其制备工艺和装置,采用本发明可以有效改善挤塑保温板强度高,易弯折的缺点。
4.本发明所述的一种纳米石墨挤塑保温板,以重量份计,其原料组成为:聚苯乙烯100份,聚苯醚20
‑
30份,石墨5
‑
20份,色母料1
‑
5份,助熔剂0.1
‑
1份,发泡剂10
‑
15份;所述石墨为石墨球,粒径为100nm
‑
1μm。
5.所述助熔剂为三氧化二铝,用于改善聚苯醚熔融流动性差的缺点,使其易于加工成型。
6.所述聚苯乙烯与聚苯醚的质量比为4:1。
7.所述发泡剂为液态二氧化碳。
8.所述的纳米石墨挤塑保温板的制备方法,包括以下步骤:
9.(1)按比例称取各物料,备用;
10.(2)将聚苯醚和助熔剂加入双螺杆挤出机,熔融,然后向其中加入部分聚苯乙烯,熔融,混炼;
11.(3)将发泡剂注入双螺杆挤出机,混合均匀;
12.(4)将剩余聚苯乙烯、色母料和石墨加入双螺杆挤出机,混合均匀;
13.(5)将上述物料注入模具,成型后切割包装。
14.步骤(2)与步骤(4)中聚苯乙烯的质量比为1:1。
15.步骤(2)中熔融温度为250
‑
270℃,压力15
‑
20mpa。
16.步骤(4)中熔融温度为220
‑
250℃,压力10
‑
20mpa。
17.优选的,本发明采用的双螺杆挤出机,包括电机,挤出机主体,所述挤出机主体内开设有螺杆腔,所述螺杆腔内转动设置有第一螺旋杆和第二螺旋杆,所述第一螺旋杆一端和所述第二螺旋杆一端穿出所述挤出机主体且与所述挤出机主体转动连接;所述第一螺旋杆穿出挤出机主体部分套设有第一齿轮且与所述电机相连,所述第二螺旋杆穿出挤出机主体部分套设有第二齿轮,所述第一齿轮和所述第二齿轮啮合连接;还包括:
18.清理环,所述清理环两侧设置有左面清理毛毡和右面清理毛毡,所述清理环还包括内环清理毛毡和螺杆清理毛毡,所述清理环套设在所述第一螺旋杆和所述第二螺旋杆;
19.推动气缸,所述推动气缸与所述挤出机主体固定连接,所述推动气缸连接有推动杆,所述推动杆贯穿所述挤出机主体且与所述挤出机主体滑动连接,所述推动杆设置在所述清理环右侧;
20.拨动气缸,所述拨动气缸与所述挤出机主体铰接,所述拨动气缸铰接有拨叉,所述挤出机主体开设有通孔,所述拨叉设置在该通孔内,所述拨叉开设有滑槽,所述挤出机主体连接有转轴,所述转轴滑动设置在该滑槽内,所述拨叉设置在所述清理环左侧,在初始状态下,所述拨叉与所述清理环相接触,用于限制所述清理环水平方向移动。
21.控制器,所述控制器用于控制装置的整体运行,所述电机、所述拨动气缸和所述推动气缸与所述控制器相连。
22.优选的,所述螺杆清理毛毡设置在所述内环清理毛毡和所述左面清理毛毡之间,所述左面清理毛毡设置在所述螺杆清理毛毡和所述右面清理毛毡之间,所述螺杆清理毛毡还连接有磁铁。
23.优选的,所述挤出机主体外壁还连接有前霍尔开关和后霍尔开关,所述前霍尔开关和所述后霍尔开关与所述控制器相连。
24.优选的,所述挤出机主体连接有料斗,所述料斗与所述螺杆腔相连通,所述料斗内设置有料斗传感器,所述料斗传感器与所述控制器相连。
25.优选的,所述挤出机主体还开设有出料口,该出料口与所述螺杆腔相连通,所述挤出机主体还连接有加热环。
26.在挤出工作完成后,双螺杆挤出机可以进行自动清理,其步骤为:
27.s1:挤出机完成挤出工作后,电机停止工作,控制器控制拨动气缸启动,带动拨叉转动,在转轴的作用下,使拨叉向上移动,拨叉和清理环分离;
28.s2:控制器控制拨动气缸停止工作,推动气缸开始工作,推动气缸推动推动杆向左移动,推动杆推动清理环向左移动指定的距离,控制器控制推动气缸停止工作,电机开始工作;
29.s3:控制器控制电机转动指定的时间,在第一螺旋杆和第二螺旋杆的作用下,使清理环运动到第一螺旋杆和第二螺旋杆的左端,然后控制器控制电机反转指定的时间,使清理环运动到初始位置,在此过程中,清理环完成第一螺旋杆和第二螺旋杆上残留物料的清理工作;
30.s4:控制器控制电机停止工作,拨动气缸开始工作,带动拨叉转动,在转轴的作用下,使拨叉向下移动到初始位置,拨叉和清理环相接触,从而完成挤出机的清理工作。
31.优选的,所述步骤s1中,当料斗传感器检测到料斗内没有物料时,料斗传感器传递相应的信号给控制器,控制器延迟t1后,控制器控制拨动气缸启动。
32.优选的,所述步骤s3中,控制器控制电机转动,使清理环向左运动,当清理环运动到前霍尔开关位置时,在磁铁的作用下,前霍尔开关检测到清理环的位置并传递相应的信号给控制器,控制器控制电机反转。
33.优选的,电机反转带动清理环向右运动,当清理环运动到后霍尔开关位置时,在磁铁的作用下,后霍尔开关检测到清理环的位置并传递相应的信号给控制器,控制器控制电
机停止工作,拨动气缸开始工作。
34.优选的,当清理环需要更换时,控制器控制拨动气缸和推动气缸启动,拨动气缸带动拨叉转动,使拨叉向上移动,拨叉和清理环分离,然后推动气缸推动推动杆向左移动指定的距离,之后推动气缸驱动拨叉向下移动,拨叉向下拨动清理环,使清理环掉入螺杆腔内。
35.本发明具有以下有益效果:
36.(1)本发明中,聚苯醚具有优良的机械强度、耐应力松弛,抗蠕变性、耐热性、耐水性、耐水蒸气性、尺寸稳定性。在很宽温度、频率范围内电性能好,补水节、成型收缩率小,难燃有自熄性。聚苯乙烯和聚苯醚具有良好的相容性,共混物的物理性能可以线性加和,从而得到综合聚苯乙烯和聚苯醚优越性能的聚合物共混物。采用本发明获得的保温板不易被弯折损坏,而且阻燃性能明显提高。
37.(2)本发明采用了石墨微球,在保温板中形成规则的球形孔隙,不存在应力集中点,从而有效避免板材损坏、开裂。
38.(3)本发明通过设置的清理环,其中左面清理毛毡贴合螺旋后面,右面清理毛毡贴合螺旋的前面,内环清理毛毡清理螺杆腔面,螺杆清理毛毡清理螺杆主体,结构合理,利于提高螺旋杆清理的效率和质量,操作简单。
39.(4)本发明通过设置的料斗传感器来检测料斗内的物料,当物料加工完成后,料斗传感器传递相应的信号给控制器,方便控制器及时控制清理环进行清理工作。
40.(5)本发明通过设置的由拨动气缸驱动的拨叉,用于实现清理环位置的相对固定,推动气缸推动清理环向左移动,从而方便螺旋杆带动清理环移动。
41.(6)本发明通过设置的霍尔开关,其中霍尔开关和磁铁相配合,用于检测清理环的位置,从而方便控制器控制清理环移动方向,当清理环完成清理工作后,方便控制器控制拨动气缸,从而实现清理环位置的相对固定。
附图说明
42.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
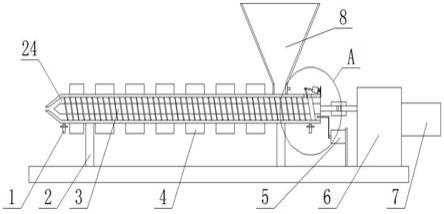
43.图1是本发明整体主视图;
44.图2是本发明整体俯视图;
45.图3是图1中a部分结构示意图;
46.图4是图2中b部分结构示意图;
47.图5是本发明清理环结构示意图;
48.图6是本发明清理环结构侧视图。
49.附图标记说明
50.1前霍尔开关;2挤出机主体;3第一螺旋杆;4加热环;5推动气缸;6减速机;7电机;8料斗;9后霍尔开关;10料斗传感器;11拨叉;12拨动气缸;13推动垫;14推动杆;15磁铁;16第二螺旋杆;17左面清理毛毡;18清理环;19内环清理毛毡;20螺杆清理毛毡;21右面清理毛毡;22第一齿轮;23第二齿轮;24螺杆腔;25转轴。
具体实施方式
51.工艺实施例1
52.一种纳米石墨挤塑保温板,以重量份计,其原料组成为:聚苯乙烯100份,聚苯醚25份,石墨20份,色母料3份,助熔剂0.2份,发泡剂10份;所述石墨为石墨球,粒径为100nm
‑
300nm。
53.所述助熔剂为三氧化二铝。
54.所述发泡剂为液态二氧化碳。
55.其制备方法,包括以下步骤:
56.(1)按比例称取各物料,备用;
57.(2)将聚苯醚和助熔剂加入双螺杆挤出机,熔融,然后向其中加入部分聚苯乙烯,熔融,混炼;
58.(3)将发泡剂注入双螺杆挤出机,混合均匀;
59.(4)将剩余聚苯乙烯、色母料和石墨加入双螺杆挤出机,混合均匀;
60.(5)将上述物料注入模具,成型后切割包装。
61.步骤(2)与步骤(4)中聚苯乙烯的质量比为1:1。
62.步骤(2)中熔融温度为250℃,压力20mpa。
63.步骤(4)中熔融温度为220℃,压力20mpa。
64.工艺实施例2
65.一种纳米石墨挤塑保温板,以重量份计,其原料组成为:聚苯乙烯100份,聚苯醚20份,石墨5份,色母料5份,助熔剂0.1份,发泡剂15份;所述石墨为石墨球,粒径为500nm
‑
800nm。
66.所述助熔剂为三氧化二铝。
67.所述发泡剂为液态二氧化碳。
68.其制备方法,包括以下步骤:
69.(1)按比例称取各物料,备用;
70.(2)将聚苯醚和助熔剂加入双螺杆挤出机,熔融,然后向其中加入部分聚苯乙烯,熔融,混炼;
71.(3)将发泡剂注入双螺杆挤出机,混合均匀;
72.(4)将剩余聚苯乙烯、色母料和石墨加入双螺杆挤出机,混合均匀;
73.(5)将上述物料注入模具,成型后切割包装。
74.步骤(2)与步骤(4)中聚苯乙烯的质量比为1:1。
75.步骤(2)中熔融温度为260℃,压力15mpa。
76.步骤(4)中熔融温度为250℃,压力10mpa。
77.工艺实施例3
78.一种纳米石墨挤塑保温板,以重量份计,其原料组成为:聚苯乙烯100份,聚苯醚30份,石墨10份,色母料1份,助熔剂0.5份,发泡剂12份;所述石墨为石墨球,粒径为100nm
‑
1μm。
79.所述助熔剂为三氧化二铝。
80.所述发泡剂为液态二氧化碳。
81.其制备方法,包括以下步骤:
82.(1)按比例称取各物料,备用;
83.(2)将聚苯醚和助熔剂加入双螺杆挤出机,熔融,然后向其中加入部分聚苯乙烯,熔融,混炼;
84.(3)将发泡剂注入双螺杆挤出机,混合均匀;
85.(4)将剩余聚苯乙烯、色母料和石墨加入双螺杆挤出机,混合均匀;
86.(5)将上述物料注入模具,成型后切割包装。
87.步骤(2)与步骤(4)中聚苯乙烯的质量比为2:3。
88.步骤(2)中熔融温度为270℃,压力17mpa。
89.步骤(4)中熔融温度为230℃,压力15mpa。
90.工艺实施例4
91.一种纳米石墨挤塑保温板,以重量份计,其原料组成为:聚苯乙烯100份,聚苯醚25份,石墨15份,色母料4份,助熔剂0.7份,发泡剂14份;所述石墨为石墨球,粒径为300nm
‑
500nm。
92.所述助熔剂为三氧化二铝。
93.所述发泡剂为液态二氧化碳。
94.其制备方法,包括以下步骤:
95.(1)按比例称取各物料,备用;
96.(2)将聚苯醚和助熔剂加入双螺杆挤出机,熔融,然后向其中加入部分聚苯乙烯,熔融,混炼;
97.(3)将发泡剂注入双螺杆挤出机,混合均匀;
98.(4)将剩余聚苯乙烯、色母料和石墨加入双螺杆挤出机,混合均匀;
99.(5)将上述物料注入模具,成型后切割包装。
100.步骤(2)与步骤(4)中聚苯乙烯的质量比为1:1。
101.步骤(2)中熔融温度为250℃,压力18mpa。
102.步骤(4)中熔融温度为240℃,压力20mpa。
103.设备实施例1
104.如图1
‑
6所示,本实施例提出了一种可自动清理的双螺杆挤出机,包括挤出机主体2,挤出机主体2固定连接有电机7,挤出机主体2内开设有螺杆腔24。挤出机主体2还连接有控制器,控制器用于控制装置的整体运行。
105.螺杆腔24内转动设置有第一螺旋杆3和第二螺旋杆16,第一螺旋杆3一端和第二螺旋杆16一端穿出挤出机主体2且与挤出机主体2转动连接。第一螺旋杆3穿出挤出机主体2部分套设有第一齿轮22,第一齿轮22与第一螺旋杆3固定连接,第二螺旋杆16穿出挤出机主体2部分套设有第二齿轮23,第二齿轮23与第二螺旋杆16固定连接,第一齿轮22和第二齿轮23啮合连接。
106.电机7通过减速机6与第一螺旋杆3穿出挤出机主体2部分相连,电机7带动第一螺旋杆3转动,通过与第一齿轮22啮合的第二齿轮23从而带动第二螺旋杆16转动,其中第一螺旋杆3和第二螺旋杆16设置在同一水平面上,方便挤出机的工作。挤出机主体2还连接有加热环4,加热环4和电机7与控制器相连,加热环4用于加热,方便物料的加工。
107.挤出机主体2连接有料斗8,料斗8与螺杆腔24相连通,料斗8内设置有料斗传感器10,料斗传感器10与控制器相连,其中料斗传感器10用于检测料斗8内的物料情况,并传递相应的信号给控制器。挤出机主体2还开设有出料口,该出料口与螺杆腔24相连通,出料口用于挤压完成后的物料出料工作。
108.还包括:清理环18,清理环18左侧设置有左面清理毛毡17,清理环18右侧设置有右面清理毛毡21,清理环18还包括内环清理毛毡19和螺杆清理毛毡20,清理环18套设在第一螺旋杆3和第二螺旋杆16。
109.螺杆清理毛毡20设置在内环清理毛毡19和左面清理毛毡17之间,左面清理毛毡17设置在螺杆清理毛毡20和右面清理毛毡21之间,螺杆清理毛毡20还连接有磁铁15。其中左面清理毛毡17、右面清理毛毡21、内环清理毛毡19和螺杆清理毛毡20均设置有两个且中心对称。
110.其中左面清理毛毡17贴合两个螺旋杆的螺旋后面,右面清理毛毡21贴合两个螺旋杆的螺旋的前面,内环清理毛毡19清理两个螺旋杆的螺杆腔面,螺杆清理毛毡20清理两个螺旋杆的螺杆主体,结构合理,利于提高螺旋杆清理的效率和质量。
111.推动气缸5,推动气缸5与挤出机主体2固定连接,推动气缸5连接有推动杆14,推动杆14贯穿挤出机主体2且与挤出机主体2滑动连接,推动杆14位于螺杆腔24内的一端连接有推动垫13,推动杆14设置在清理环18右侧。
112.推动气缸5与控制器相连,推动气缸5驱动推动杆14移动,进而带动清理环18水平方向移动,推动气缸5用于给清理环18初始作用力,使清理环18贴合第一螺旋杆3和第二螺旋杆16的螺旋部分,方便后续第一螺旋杆3和第二螺旋杆16带动清理环18移动。
113.拨动气缸12,拨动气缸12与挤出机主体2铰接,拨动气缸12铰接有拨叉11,挤出机主体2开设有通孔,拨叉11设置在该通孔内,拨叉11开设有滑槽,挤出机主体2连接有转轴25,转轴25滑动设置在该滑槽内,拨叉11设置在清理环18左侧。
114.电拨动气缸12和推动气缸5与控制器相连,转轴25用于限制拨叉11的运动方向,使拨叉11能够通过挤出机主体2的通孔进行上下移动;在初始状态下,拨叉11与清理环18相接触,用于限制清理环18水平方向移动,当挤出机运转时,由于拨叉11的限制,清理环18无法进行水平方向的移动,防止清理环18影响装置的正常运行。
115.挤出机主体2外壁还连接有前霍尔开关1和后霍尔开关9,前霍尔开关1和后霍尔开关9与控制器相连;前霍尔开关1设置在挤出机主体2左侧,后霍尔开关9设置在挤出机主体2右侧;前霍尔开关1和后霍尔开关9与清理环18上的磁铁15相配合,用于检测清理环18在螺杆腔24内的位置。
116.本发明还提出了一种清理方法,采用上述的一种可自动清理的双螺杆挤出机,包括以下步骤:
117.s1:挤出机完成挤出工作后,电机7停止工作,控制器控制拨动气缸12启动,带动拨叉11转动,在转轴25的作用下,使拨叉11向上移动,拨叉11和清理环18分离,拨叉11不再限制清理环18的运动;
118.s2:控制器控制拨动气缸12停止工作,推动气缸5开始工作,推动气缸5推动推动杆14向左移动,推动杆14推动清理环18向左移动指定的距离,控制器控制推动气缸5停止工作,电机7开始工作;
119.s3:控制器控制电机7转动指定的时间,在第一螺旋杆3和第二螺旋杆16的作用下,使清理环18运动到第一螺旋杆3和第二螺旋杆16的左端,然后控制器控制电机7反转指定的时间,使清理环18运动到初始位置,在此过程中,清理环18完成第一螺旋杆3和第二螺旋杆16上残留物料的清理工作;
120.s4:控制器控制电机7停止工作,拨动气缸12开始工作,带动拨叉11转动,在转轴25的作用下,使拨叉11向下移动到初始位置,拨叉11和清理环18相接触,从而完成挤出机的清理工作。
121.步骤s1中,当料斗传感器10检测到料斗8内没有物料时,料斗传感器10传递相应的信号给控制器,控制器延迟t1后,控制器控制拨动气缸12启动,从而实现自动清理的工作。
122.步骤s3中,控制器控制电机7转动,使清理环18向左运动,当清理环18运动到前霍尔开关1位置时,在磁铁15的作用下,前霍尔开关1检测到清理环18的位置并传递相应的信号给控制器,控制器控制电机7反转。
123.在第一螺旋杆3和第二螺旋杆16的作用下,电机7反转带动清理环18向右运动,当清理环18运动到后霍尔开关9位置时,在磁铁15的作用下,后霍尔开关9检测到清理环18的位置并传递相应的信号给控制器,控制器控制电机7停止工作,拨动气缸12开始工作。
124.当清理环18需要更换时,控制器控制拨动气缸12和推动气缸5启动,拨动气缸12带动拨叉11转动,使拨叉11向上移动,拨叉11和清理环18分离,拨叉11不再限制清理环18的运动,然后推动气缸5推动推动杆14向左移动指定的距离,使清理环18移动拨叉11下方,之后推动气缸5驱动拨叉11向下移动,拨叉11向下拨动清理环18,使清理环18掉入螺杆腔24内。
125.因加热环4的存在,挤出机在工作过程中,其内的温度较高,且因物料自身的性质,用些物料不能直接接触,因此通过控制器控制清理环18掉落到螺杆腔24内则显得尤为重要。其中挤出机主体2的右侧设置有可打开的门,打开该门,当清理环18掉入螺杆腔24后,将新的清理环18套设在第一螺旋杆3和第二螺旋杆16上,从而完成清理环18的更换工作,清理环18的结构如图5所述。其中清理环18为柔性材料,在安装时,清理环18上端为粘合连接,通过将清理环18上端分开,使清理环18套设在第一螺旋杆3和第二螺旋杆16上,然后将清理环18上端粘合,从而实现清理环18的固定。
126.比较例1
127.一种纳米石墨挤塑保温板,以重量份计,其原料组成为:聚苯乙烯100份,石墨20份,色母料3份,助熔剂0.2份,发泡剂10份;所述石墨为石墨球,粒径为100nm
‑
300nm。
128.所述助熔剂为三氧化二铝。
129.所述发泡剂为液态二氧化碳。
130.其制备方法,包括以下步骤:
131.(1)按比例称取各物料,备用;
132.(2)将助熔剂加入双螺杆挤出机,熔融,然后向其中加入部分聚苯乙烯,熔融,混炼;
133.(3)将发泡剂注入双螺杆挤出机,混合均匀;
134.(4)将剩余聚苯乙烯、色母料和石墨加入双螺杆挤出机,混合均匀;
135.(5)将上述物料注入模具,成型后切割包装。
136.步骤(2)与步骤(4)中聚苯乙烯的质量比为1:1。
137.步骤(2)中熔融温度为250℃,压力20mpa。
138.步骤(4)中熔融温度为220℃,压力20mpa。
139.比较例2
140.一种纳米石墨挤塑保温板,以重量份计,其原料组成为:聚苯乙烯100份,聚苯醚25份,石墨20份,色母料3份,助熔剂0.2份,发泡剂10份;所述石墨为石墨颗粒。
141.所述助熔剂为三氧化二铝。
142.所述发泡剂为液态二氧化碳。
143.其制备方法,包括以下步骤:
144.(1)按比例称取各物料,备用;
145.(2)将聚苯醚和助熔剂加入双螺杆挤出机,熔融,然后向其中加入部分聚苯乙烯,熔融,混炼;
146.(3)将发泡剂注入双螺杆挤出机,混合均匀;
147.(4)将剩余聚苯乙烯、色母料和石墨加入双螺杆挤出机,混合均匀;
148.(5)将上述物料注入模具,成型后切割包装。
149.步骤(2)与步骤(4)中聚苯乙烯的质量比为1:1。
150.步骤(2)中熔融温度为250℃,压力20mpa。
151.步骤(4)中熔融温度为220℃,压力20mpa。
152.本发明实施例以及比较例所得保温板的性能指标如下:
153.性能指标实施例1实施例2实施例3实施例4比较例1比较例2抗弯折强度/kpa435425429432352413尺寸稳定性/%0.10.150.150.170.50.2燃烧分级/级b1b1b1b1b1b1水蒸汽透湿系数/(ng/pa.m.s)1.131.211.181.151.541.22
154.由表中数据可以看出,本发明获得的保温板不仅不易被弯折损坏,阻燃性能明显提高,而且水蒸汽透湿系数较低,防水效果好,尺寸稳定性高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1