固体发动机中三元乙丙橡胶内隔热的胶接方法与流程
1.本发明涉及固体发动机内隔热技术领域,具体的为一种固体发动机中三元乙丙橡胶内隔热的胶接方法。
背景技术:
2.固体发动机内隔热层是置于发动机金属壳体内壁与药柱或隔热复合材料之间的一种隔热材料。其主要作用是抵抗固体发动机燃料产生的危机金属壳体结构完整性的高温。三元乙丙橡胶因其热分解温度高、热分解吸热大、耐热氧老化性能好,充填系数大,与多种药柱推进剂及壳体复合材料均有良好的相容性,所以为固体发动机理性的壳体内隔热材料。
3.经现有技术检索发现,中国发明专利公开号为cn106634645a,公开了一种三元乙丙橡胶的粘接方法,包括:将待粘接件的表面进行预处理;在进行预处理后的待粘接件的表面均匀喷涂一层第一粘合剂,喷涂完成后将待粘接件进行第一次烘烤;将待粘接件烘干后,在第一粘合剂表面再均匀喷涂一层第二粘合剂,然后将带粘接件进行第二次烘烤;炼制三元乙丙橡胶时,加入10-50份碱性白炭黑;将第二次烘烤后的待粘接件与成型后的三元乙丙橡胶在模具里进行高温硫化,以使待粘接件与所述三元乙丙橡胶产生粘合。该发明中先后喷涂两种粘合剂,每种粘合剂均需高温烘烤,操作繁琐、生产效率低、能源消耗大。
技术实现要素:
4.针对现有技术中的缺陷,本发明的目的是提供一种固体发动机中三元乙丙橡胶内隔热的胶接方法。
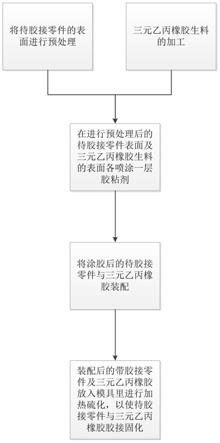
5.根据本发明提供的一种固体发动机中三元乙丙橡胶内隔热的胶接方法,包括如下步骤:
6.s1,将待胶接零件表面进行预处理,使待胶接零件表面形成凸凹不平面,再进行清洗、晾干;
7.s2,将三元乙丙橡胶生料进行加工处理,压制成型并裁剪;
8.s3,在所述步骤s1形成的待胶接零件表面和所述步骤s2形成的三元乙丙橡胶表面各喷涂一层胶粘剂;
9.s4,将涂胶后的待胶接零件和三元乙丙橡胶装配,使得待胶接零件和三元乙丙橡胶喷涂有胶粘剂的表面相贴合;
10.s5,将装配后的待胶接零件和三元乙丙橡胶放入模具进行加热硫化,使待胶接零件与三元乙丙橡胶胶接固化。
11.一些实施方式中,所述步骤s1中,待胶接零件表面形成凸凹不平面是依次通过打磨处理工艺、喷砂处理工艺形成。
12.一些实施方式中,所述喷砂处理工艺中的参数为使用目数15-40目的石英砂,设置喷砂压力为0.4-0.6mpa,喷砂机喷嘴距离工件的距离为100-300mm,喷嘴与工件角度为30
°‑
60
°
,喷嘴喷砂的速度控制为45
±
5s/15cm2。
13.一些实施方式中,所述步骤s1中,待胶接零件表面预处理中还包括磷酸阳极化,所述磷酸阳极化处理步骤是在打磨处理步骤之后进行。
14.一些实施方式中,所述步骤s3中的胶粘剂为热固性结构胶,所述胶粘剂的组分包括丁腈橡胶和酚醛树脂。
15.一些实施方式中,所述步骤s3中,喷涂于待胶接零件表面的胶粘剂的层厚为0.1-0.3mm。
16.一些实施方式中,所述步骤s3中,喷涂于三元乙丙橡胶表面的胶粘剂的层厚为0.1-0.3mm。
17.一些实施方式中,所述步骤s3中,待胶接零件表面和三元乙丙橡胶表面进行喷涂胶粘剂时的温度为20
°‑
30
°
。
18.一些实施方式中,所述步骤s4中,加热硫化温度为120℃-160℃。
19.一些实施方式中,所述步骤s4中,加热硫化的时间为1-4小时。
20.与现有技术相比,本发明具有如下的有益效果:
21.1、本发明的技术方案既能达到可靠的粘合要求,又操作简单、快捷、生产效率且固化温度低,能源消耗低。
22.2、本发明通过待胶接零件表面处理形成了凸凹不平面,有效增大了粘接棉结,同时通过凸凹不平面上的凸点增强了与胶层的机械嵌合作用,从而大幅提高了胶层与待胶接零件的粘接强度,同时,涂覆于三元乙丙橡胶表面的胶粘剂在加热过程中与三元乙丙橡胶发生环加成反应,提高了胶层与三元乙丙橡胶的粘接强度,进而使得待胶接零件、粘胶剂以及三元乙丙橡胶形成连接结构强度得以大幅提升。
附图说明
23.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
24.图1为本发明三元乙丙橡胶内隔热胶接方法的流程示意图。
具体实施方式
25.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
26.本发明提供了一种固体发动机中三元乙丙橡胶内隔热的胶接方法,如图1所示,包括如下步骤:
27.s1,对待胶接零件的表面进行打磨处理形成粗糙面,进而于待胶接零件形成的粗糙面上进行喷砂处理,使得待胶接零件表面形成凸凹不平面,继而通过清洗剂的清洗去除表面杂质后晾干待用。通过打磨与喷砂工艺于待胶接零件表面形成凸凹不平的微观立体结构,在大幅增加粘接面积的同时,其凸点能够通过嵌入胶层内而增大附着强度,从而整体上大幅提升了待胶接零件与胶层的连接结构强度。优选的,在待胶接零件表面进行打磨处理
后,使用磷酸阳极化处理工艺对表面进行处理并形成保护膜,防止对待胶接零件表面的腐蚀等。本步骤中,优选的,喷砂处理工艺中的参数为使用目数15-40目的石英砂,设置喷砂压力为0.4-0.6mpa,喷砂机喷嘴距离工件的距离为100-300mm,喷嘴与工件角度为30
°‑
60
°
,喷嘴喷砂的速度控制为45
±
5s/15cm2,通过上述参数设置,可使得喷砂表面较为均匀,并呈现亚光。
28.s2,将三元乙丙橡胶生料进行热加工处理,并通过模压成型,成型后的三元乙丙橡胶通过裁剪的方法形成与待胶接零件表面相适配的形状。
29.s3,于待胶接零件表面和三元乙丙橡胶的表面进行涂胶设置,具体的是,在待胶接零件形成凸凹不平的表面上喷涂一层胶粘剂,同时在三元乙丙橡胶表面图喷涂一层胶粘剂,待胶接零件表面和三元乙丙橡胶表面喷涂的胶粘剂为同一种胶粘剂,其胶粘剂优选为包括丁腈橡胶和酚醛树脂形成的热固性结构胶,能够实现钢材、铝材、铜材等金属材料以及玻璃钢、橡胶等非金属材料的粘接,且粘接效果较佳。优选的,待胶接零件表面喷涂的一层胶粘剂的厚度为0.1-0.3mm,三元乙丙橡胶表面喷涂的一层胶粘剂的厚度同样为0.1-0.3mm。特别优选的,待胶接零件表面喷涂的胶粘剂的厚度与三元乙丙橡胶表面喷涂的胶粘剂的厚度相同。
30.s4,将三元乙丙橡胶中喷涂有胶粘剂的一面贴合于待胶接零件上喷涂有胶粘剂的表面上,通过机械或手工调整三元乙丙橡胶的位置,使得三元乙丙橡胶置于待胶接零件上的预定位置。
31.s5,将表面贴合有三元乙丙橡胶的待胶接零件置于模具中进行加热硫化处理,其加热硫化的温度为120
°‑
160
°
,加热硫化1-4小时后,使得待胶接零件与三元乙丙橡胶胶接固化。加热硫化温度越高,加热硫化时间越短,如当加热硫化温度设置为120
°
时,其加热硫化时间基本上为4小时,当加热硫化的温度为160
°
时,加热硫化时间在1-1.5小时即可完成,其加热硫化的温度根据实际情况进行控制。加热硫化过程中,由于待胶接零件表面通过打磨与喷砂处理形成了凸凹不平面,有效增大了粘接面积,同时通过凸凹不平面上的凸点增强了与胶层的机械嵌合作用,从而大幅提高了胶层与待胶接零件的粘接强度,同时,涂覆于三元乙丙橡胶表面的胶粘剂在加热过程中与三元乙丙橡胶发生环加成反应,提高了胶层与三元乙丙橡胶的粘接强度,进而使得待胶接零件、粘胶剂以及三元乙丙橡胶形成连接结构强度得以大幅提升。
32.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
33.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1