一种汽车轴承连续塑封包装设备的制作方法
[0001]
本发明涉及包装设备技术领域,尤其涉及一种汽车轴承连续塑封包装设备。
背景技术:
[0002]
汽车轴承在生产完成后,需要对其表面涂抹油液,涂抹完油液后对轴承进行塑封处理,现有的技术中,为了提高轴承包装速度,轴承在涂抹完油液以后,由于油液具有一定的粘性,油液在涂抹后,轴承表面还存在油液凝聚的油珠时,就通过人工对轴承进行塑封处理,容易使轴承表面在包装时油液过多而轴承表面渗出,造成轴承表面塑封不完全,而现有技术中,轴承的塑封主要是通过人工手动包扎塑封膜,人工手动包扎速度慢,且人力需求大,包装效率低,包装完成的轴承码放在轴承存储箱内通常仍是由人力完成,因此,需要消耗大量的劳动力完成轴承的蘸油、塑封和码放操作,这样会浪费大量的时间,进而降低工作效率。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种汽车轴承连续塑封包装设备。
[0004]
为达到以上目的,本发明采用的技术方案为:一种汽车轴承连续塑封包装设备,包括两个横杆,两个所述横杆之间放置有油液箱,所述油液箱的表面和两个所述横杆的表面之间焊接有多个连接杆,两个所述横杆的一端之间设有放置机构,两个所述横杆的上方设有与放置机构位置对应的安装板,所述安装板和两个横杆之间通过螺钉安装有多个第一支撑杆,所述安装板的底部通过螺钉安装有第三直线电机,所述第三直线电机的活动端粘接有第三电动伸缩杆,所述第三电动伸缩杆的伸缩端粘接有第三电磁铁,所述两个所述横杆之间放置有第二固定板,所述第二固定板和两个横杆之间焊接有第二固定杆,所述第二固定板的侧面通过螺钉安装有第一固定杆,所述第一固定杆位于与油液箱的上方,所述安装板的顶部贯穿安装有与第一固定杆位置对应的电动风扇,其中一个所述横杆的侧面通过螺钉安装有第二直线电机,所述第二直线电机的活动端粘接有第二电动伸缩杆,所述第二电动伸缩杆的伸缩端粘接有第二电磁铁,所述第二电磁铁分别与第一固定杆位置对应,两个所述横杆之间设有与第二直线电机位置对应的塑封机构,所述第二电磁铁和塑封机构位置对应,其中一个所述横杆的另一端设有码放机构,所述横杆的表面通过螺钉安装有plc控制器,所述plc控制器通过导线分别与第三直线电机、第三电动伸缩杆、第三电磁铁、电动风扇、第二直线电机、第二电动伸缩杆、第二电磁铁、塑封机构和码放机构连接。
[0005]
优选的,所述放置机构包括支撑板,所述支撑板的两端通过螺钉安装在两个横杆的一端,所述支撑板的顶部通过螺钉安装有两个长条块,两个所述长条块对称并平行排列。
[0006]
优选的,所述塑封机构包括两个第二支撑杆,两个第二支撑杆的两端通过螺钉安装在两个横杆的侧面,两个所述第二支撑杆的顶部通过螺钉安装有第一电动伸缩杆,两个所述第一电动伸缩杆与第二直线电机的位置对应,两个所述第一电动伸缩杆的活动端位置
对应,两个所述第一电动伸缩杆的活动端均粘接有第三固定板,两个所述第三固定板的侧面通过螺钉安装有固定块,两个所述固定块的一侧设有安装圆环,所述第二电磁铁与两个安装圆环的位置对应,所述安装圆环的内孔与固定块匹配设置,所述安装圆环的侧面至少焊接有多个安装杆,多个所述安装杆的一端贯穿第三固定板并延伸至第三固定板的一侧,多个所述安装杆的表面均套设有压缩弹簧,所述压缩弹簧的两端分别与安装圆环和第三固定板焊接固定,所述安装杆至少设有四个并等角度排列,所述第一电动伸缩杆通过导线与plc控制器连接。
[0007]
优选的,两个所述第二支撑杆的下方设有底板,所述底板的两端通过螺钉安装在两个横杆的表面,所述底板的底端固设有直立于底板底端的两个缠胶架底支撑板,每一个所述缠胶架底支撑板的中部转动连接有第五缠胶架,所述第五缠胶架设置为圆杆状,所述第五缠胶架与所述缠胶架底支撑板之间通过扭簧转动连接,两个所述第二支撑杆的顶端对称固设有第四支撑架,每一侧的所述第四支撑架均为向圆环上方弯曲的弯杆结构,每一个的所述第四支撑架顶端固定安装有缠胶架顶支撑板,每一个所述缠胶架顶支撑板均直立于底板顶端,每一个所述缠胶架顶支撑板顶端转动连接有第四缠胶架,所述第四缠胶架设置为圆杆结构,所述第四缠胶架通过第五伺服电机驱动旋转,所述第四缠胶架的下方转动连接有第四张紧辊,所述底板顶端转动连接有第五张紧辊,所述第四缠胶架外圆面卷绕有塑封膜,所述塑封膜的另一端依次穿过第四张紧辊、第五张紧辊固定于第五缠胶架上,且所述塑封膜均从靠近于轴承安装方向的所述第四张紧辊外壁以及所述第五张紧辊外壁之间滑过,所述第四张紧辊的轴长以及所述第五张紧辊的轴长均大于圆环直径,所述塑封膜的前后宽度大于所述圆环的直径。
[0008]
优选的,两侧所述圆环的端面且靠近于所述圆环的外圆面边缘设置有一环形封闭的的热熔圈,所述热熔圈表面制热。
[0009]
优选的,两侧所述圆环的端面且位于所述热熔圈的圈内按圆周等间距开设有若干个喷气嘴,若干个所述喷气嘴在所述热熔圈内排列成一个圆环状,若干个所述喷气嘴围成的圆环状直径大于待塑封的轴承外圆面直径。
[0010]
优选的,两侧所述圆环端面的每一个喷气嘴喷出的气流均垂直喷出。
[0011]
优选的,两个所述第二支撑杆的下方设有底板,所述底板的两端通过螺钉安装在两个横杆的表面。
[0012]
优选的,所述码放机构包括第一直线电机,所述第一直线电机通过螺钉安装在其中一个横杆的另一端,所述第一直线电机的活动端粘接有第一固定板,所述第一固定板的表面通过螺钉安装有第二长条板,所述第二长条板的一端通过螺钉安装有第一长条板,所述第一长条板的表面粘接有第三电磁铁,所述第三电磁铁和第一直线电机通过导线与plc控制器连接。
[0013]
优选的,两个所述横杆的两端底部均通过螺钉安装有支撑腿,所述支撑腿的一端延伸至油液箱的下方。
[0014]
与现有技术相比,本发明具有以下有益效果:
[0015]
本发明通过设置第三直线电机、第三电动伸缩杆、第三电磁铁和油液箱,第三电磁铁用于吸附在轴承的外圈表面,第三电动伸缩杆用于带动第三电磁铁在竖直方向移动,便于将轴承输送至油液箱中,使得轴承浸泡在油液中,用于完成对轴承表面蘸油的操作,在蘸
油完成后,通过第三电动伸缩杆将轴承从油液中取出,在将轴承的内圈与第一固定杆的位置对应后,即可通过第三直线电机带动第三电动伸缩杆和第三电磁铁在水平方向上移动,用于将轴承移动至第一固定杆的表面,方便了轴承进行蘸油操作;
[0016]
本发明通过设置第一固定杆和电动风扇,第一固定杆可供蘸油后的轴承套设放置,轴承静置放置过程中,电动风扇工作带动气体的流动,便于加快轴承表面的油液滴落至油液箱的内部,进而加快轴承沥干效率;
[0017]
本发明通过设置第二直线电机、第二电动伸缩杆和第二电磁铁,第二直线电机用于带动第二电动伸缩杆和第二电磁铁在水平方向上移动,在将第二电磁铁移动至与第一固定杆上的轴承位置对应后,即可通过第二电动伸缩杆推动第二电磁铁移动至轴承的外圈表面,在通过第二直线电机带动轴承在第一固定杆的表面移动,在轴承从第一固定杆上移出后,通过第二电动伸缩杆工作,带动轴承远离第二固定板,便于第二直线电机带动轴承依次移动至与塑封机构和码放机构的一侧,提高了操作的便捷性;
[0018]
本发明通过设置塑封机构和码放机构,分别对轴承进行塑封和码放操作,相对于人力操作,避免了劳动力的浪费,提高了操作的便捷性。
附图说明
[0019]
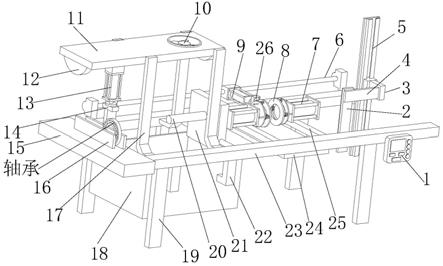
图1为本发明的一种汽车轴承连续塑封包装设备的第一轴测图;
[0020]
图2为本发明的一种汽车轴承连续塑封包装设备的第二轴测图;
[0021]
图3为本发明的一种汽车轴承连续塑封包装设备的塑封机构结构示意图;
[0022]
图4为本发明的一种汽车轴承连续塑封包装设备的码放机构结构示意图。
[0023]
图5为本发明塑封膜在轴承两侧进行塑封的前视结构示意图;
[0024]
图6为本发明塑封膜在轴承两端表面塑封时,塑封膜多出于轴承边缘的结构示意图;
[0025]
图中:plc控制器1、第一长条板2、第一固定板3、第二长条板4、第一直线电机5、第二直线电机6、第一电动伸缩杆7、安装圆环8、热熔圈801、喷气嘴802、第二电动伸缩杆9、电动风扇10、安装板11、第三直线电机12、第三电动伸缩杆13、第三电磁铁14、支撑板15、长条块16、第一支撑杆17、油液箱18、支撑腿19、第一固定杆20、第二固定板21、连接杆22、横杆23、底板24、第二支撑杆25、第二电磁铁26、第三电磁铁27、安装杆28、压缩弹簧29、第三固定板30、固定块31、第二固定杆32、第四支撑架33、缠胶架顶支撑板34、第四缠胶架35、第四张紧辊36、塑封膜37、第五张紧辊38、第五缠胶架39、第五缠胶架40、缠胶架底支撑板41。
[0026]
具体实施上方
[0027]
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
[0028]
如图1-4所示的一种汽车轴承连续塑封包装设备,包括两个横杆23,两个横杆23的两端底部均通过螺钉安装有支撑腿19,支撑腿19的一端延伸至油液箱18的下方。支撑腿19用于对横杆23起到支撑的作用,同时提高了该设备放置在地面上的稳定性。
[0029]
两个横杆23之间放置有油液箱18,油液箱18的表面和两个横杆23的表面之间焊接有多个连接杆22,两个横杆23的一端之间设有放置机构,放置机构包括支撑板15,支撑板15的两端通过螺钉安装在两个横杆23的一端,支撑板15的顶部通过螺钉安装有两个长条块
16,两个长条块16对称并平行排列。两个长条块16和支撑板15的设置,便于放置多个依次贴合排列的轴承,而且两个长条块16用于对轴承的两侧起到限位的作用,用于对多个轴承的放置起到稳定的作用。
[0030]
两个横杆23的上方设有与放置机构位置对应的安装板11,安装板11和两个横杆23之间通过螺钉安装有多个第一支撑杆17,安装板11的底部通过螺钉安装有第三直线电机12,第三直线电机12的活动端粘接有第三电动伸缩杆13,第三电动伸缩杆13的伸缩端粘接有第三电磁铁14,在对轴承进行蘸油时,先通过plc控制器控制第三直线电机12工作,第三直线电机12带动第三电动伸缩杆13和第三电磁铁14同步移动至支撑板15的上方后,通过plc控制器1控制第三直线电机12停止工作,再通过plc控制器1控制第三电动伸缩杆13的长度伸长,用于推动第三电磁铁14移动至轴承外圈的表面后,通过plc控制器1控制第三电动伸缩杆13停止工作,通过plc控制器1控制第三电磁铁14通电,第三电磁铁14通电产生磁力用于吸附轴承,通过plc控制器1控制第三电动伸缩杆13的长度收缩,用于带动第三电磁铁14在竖直方向移动,便于带动轴承向上移动并远离长条块16,通过plc控制器1控制第三直线电机12方向移动,用于将轴承水平移动至油液箱18的上方后,通过plc控制器1控制第三直线电机12停止移动,通过plc控制器1控制第三电动伸缩杆13的长度伸长,便于将轴承移动至油液中,使得轴承浸泡在油液中,用于完成对轴承表面蘸油的操作,在轴承蘸油完成后,通过plc控制器1控制第三电动伸缩杆13的长度收缩,便于将轴承从油液中取出,在轴承的内圈与第一固定杆20的位置对应后,通过plc控制器1控制第三电动伸缩杆13停止工作,即可通过plc控制器1控制第三直线电机12带动轴承在水平方向上移动,用于将轴承移动至第一固定杆20的表面后,通过plc控制器1控制第三直线电机12停止工作,方便了轴承进行蘸油操作。
[0031]
两个横杆23之间放置有第二固定板21,第二固定板21和两个横杆23之间焊接有第二固定杆32,第二固定板21的侧面通过螺钉安装有第一固定杆20,第一固定杆20位于与油液箱18的上方,安装板11的顶部贯穿安装有与第一固定杆20位置对应的电动风扇10,第一固定杆20可供蘸油后的轴承套设放置,轴承静置放置过程中,通过plc控制器1控制电动风扇10工作,电动风扇10工作后带动气体的流动,加快轴承表面的油液的滴落,便于提高轴承沥干效率,而且轴承位于油液箱18的上方,便于轴承上油液滴落至油液箱18的内部,提高了资源的利用效率。
[0032]
其中一个横杆23的侧面通过螺钉安装有第二直线电机6,第二直线电机6的活动端粘接有第二电动伸缩杆9,第二电动伸缩杆9的伸缩端粘接有第二电磁铁26,第二电磁铁26分别与第一固定杆20位置对应,需要输送沥干后的轴承时,通过plc控制器1控制第二直线电机6工作,第二直线电机6用于带动第二电动伸缩杆9和第二电磁铁26在水平方向上移动,在将第二电磁铁26移动至与第一固定杆20上的轴承位置对应后,通过plc控制器1依次控制第二直线电机6停止控制和第二电动伸缩杆9工作,第二电动伸缩杆9工作时长度伸长,便于第二电动伸缩杆9推动第二电磁铁26朝向轴承的外圈表面移动,在第二电磁铁26的表面与轴承外圈的表面接触后,通过plc控制器1控制第二电动伸缩杆9停止工作,同时通过plc控制器1控制第二直线电机6工作,用于带动轴承在第一固定杆20的表面滑动,在轴承从第一固定杆20上滑出后,通过plc控制器1依次控制第二直线电机6停止工作和控制第二电动伸缩杆9长度收缩,在第二电动伸缩杆9的长度收缩完成后,即可通过plc控制器1控制第二直
线电机6反向移动,在将轴承移动至塑封机构的一侧后通过plc控制器1控制第二直线电机6停止控制,在轴承需要塑封时,通过plc控制器1控制第二电动伸缩杆9的长度收缩,用于推动轴承移动至两个安装圆环8之间,在轴承移动完成,通过plc控制器1控制第二电动伸缩杆9停止工作,在轴承塑封完成后,即可通过plc控制器1控制第二电动伸缩杆9的长度收缩,用于将轴承从塑封机构中移出,在轴承移动完成后,即可通过plc控制器1依次控制第二电动伸缩杆9停止工作和第二直线电机6移动,便于将轴承移动至码放机构的一侧后,通过plc控制器1依次控制第二直线电机6停止工作和第二电动伸缩杆9工作,相对于人力输送,提高了输送的便捷性。
[0033]
两个横杆23之间设有与第二直线电机6位置对应的塑封机构,第二电磁铁26和塑封机构位置对应,塑封机构包括两个第二支撑杆25,两个第二支撑杆25的两端通过螺钉安装在两个横杆23的侧面,两个第二支撑杆25的顶部通过螺钉安装有第一电动伸缩杆7,两个第一电动伸缩杆7与第二直线电机6的位置对应,两个第一电动伸缩杆7的活动端位置对应,两个第一电动伸缩杆7的活动端均粘接有第三固定板30,两个第三固定板30的侧面通过螺钉安装有固定块31,两个固定块31的一侧设有安装圆环8,第二电磁铁26与两个安装圆环8的位置对应,安装圆环8的内孔与固定块31匹配设置,安装圆环8的侧面至少焊接有多个安装杆28,多个安装杆28的一端贯穿第三固定板30并延伸至第三固定板30的一侧,多个安装杆28的表面均套设有压缩弹簧29,压缩弹簧29的两端分别与安装圆环8和第三固定板30焊接固定,安装杆28至少设有四个并等角度排列,第一电动伸缩杆7通过导线与plc控制器1连接。两个第二支撑杆25的下方设有底板24,底板24的两端通过螺钉安装在两个横杆23的表面。在对轴承进行塑封时,先将塑封件放置在安装圆环8的内孔中,接着推动塑封件移动,使得塑封件的一端与固定块31的表面接触,用于提高塑封件所处位置的稳定性,只需通过plc控制器1控制两个第一电动伸缩杆7同时工作,便于两个第一电动伸缩杆7同时推动第三固定板30,第三固定板30在安装杆28的表面滑动对压缩弹簧29施加作用力,压缩弹簧29受力后长度收缩,并且压缩弹簧29对安装圆环8施加作用力,使得安装圆环8随着第三固定板30同步移动,在安装圆环8和轴承的外圈表面接触时,第一电动伸缩杆7继续工作,第三固定板30在安装杆28的表面滑动,同时第三固定板30推动固定块31继续移动,而固定块31推动塑封件移动至轴承的外圈和内圈之间,用于完成轴承的塑封操作。在塑封操作完成后,通过plc控制器控制第一电动伸缩杆7工作,使得第一电动伸缩杆7的长度收缩,便于安装圆环8远离轴承表面,便于轴承移动至下一道工序,同时也方便工作人员将塑封件装填在安装圆环8的内孔中。
[0034]
其中一个横杆23的另一端设有码放机构,码放机构包括第一直线电机5,第一直线电机5通过螺钉安装在其中一个横杆23的另一端,第一直线电机5的活动端粘接有第一固定板3,第一固定板3的表面通过螺钉安装有第二长条板4,第二长条板4的一端通过螺钉安装有第一长条板2,第一长条板2的表面粘接有第三电磁铁27,第三电磁铁27和第一直线电机5通过导线与plc控制器1连接,需要将轴承进行码放时,通过plc控制器1控制第一直线电机5工作,用于带动第一固定板3同步移动,而第一固定板3带动第二长条板4同步移动,第二长条板4带动第一长条板2同步移动,第一长条板2带动第三电磁铁27同步移动,便于将第三电磁铁27的一端与第二直线电机6的位置对应,在第二直线电机6带动塑封完成的轴承移动至第三电磁铁27的一侧时,通过plc控制器1控制第二直线电机6停止工作,同时plc控制器1控
制第二电动伸缩杆9工作,第二电动伸缩杆9工作时推动第二电磁铁26朝向第三电磁铁27移动,在轴承的外圈表面与第三电磁铁27的表面接触后,通过plc控制器1分别依次控制第三电磁铁27通电和第二电磁铁26断电,第三电磁铁27通电后吸附轴承,用于提高轴承位于第三电磁铁27上的稳定性,而第二电磁铁26断电后,第二电磁铁26和轴承之间没有磁力连接,便于轴承和第三电磁铁27连接固定,在轴承吸附在第三电磁铁27后,通过plc控制器1依次控制第二电动伸缩杆9的长度收缩和第二直线电机6工作,便于将第二电动伸缩杆9和第二电磁铁26移动至第一固定杆20的一侧,便于将沥干后的轴承移动至塑封机构处进行塑封处理,再将塑封后的轴承输送至码放机构处,由于第三电磁铁27的长度较长,会吸附较多的轴承,为了方便多个轴承吸附在第三电磁铁27的表面,随着第三电磁铁27上轴承的数量增多,通过plc控制器控制第一直线电机5工作,用于带动第三电磁铁27逐渐向上或向下移动,便于第三电磁铁27留有足够的位置供轴承的放置,在第三电磁铁27上吸附足够多的轴承后,即可将轴承存放箱放置在第三电磁铁27的下方,通过控制plc控制器控制第一直线电机5工作,用于带动轴承向下移动至轴承存放箱的内部底部,通过plc控制第三电磁铁27停止工作,使得轴承整齐的码放在轴承存放箱的内部底面,提高了操作的便捷性。
[0035]
横杆23的表面通过螺钉安装有plc控制器1,plc控制器1通过导线分别与第三直线电机12、第三电动伸缩杆13、第三电磁铁14、电动风扇10、第二直线电机6、第二电动伸缩杆9、第二电磁铁26、塑封机构和码放机构连接。plc控制器1用于控制该设备中用电设备的工作行程。
[0036]
两个第二支撑杆25的下方设有底板24,底板24的两端通过螺钉安装在两个横杆23的表面,底板24的底端固设有直立于底板24底端的两个缠胶架底支撑板41,每一个缠胶架底支撑板41的中部转动连接有第五缠胶架40,第五缠胶架40设置为圆杆状,第五缠胶架40与缠胶架底支撑板41之间通过扭簧转动连接,使得第五缠胶架40在缠胶架底支撑板41上转动时会向塑封膜37产生一个拉力,两个第二支撑杆25的顶端对称固设有第四支撑架33,每一侧的第四支撑架33均为向圆环8上方弯曲的弯杆结构,每一个的第四支撑架33顶端固定安装有缠胶架顶支撑板34,每一个缠胶架顶支撑板34均直立于底板24顶端,每一个缠胶架顶支撑板34顶端转动连接有第四缠胶架35,第四缠胶架35设置为圆杆结构,第四缠胶架35通过第五伺服电机驱动旋转,第五伺服电机固定安装于缠胶架顶支撑板34的另一侧中部,第四缠胶架35的下方转动连接有第四张紧辊36,底板24顶端转动连接有第五张紧辊38,第四缠胶架35外圆面卷绕有塑封膜37,塑封膜37的另一端依次穿过第四张紧辊36、第五张紧辊38固定于第五缠胶架40上,且塑封膜37均从靠近于轴承安装方向的第四张紧辊36外壁以及第五张紧辊38外壁之间滑过,第四张紧辊36的轴长以及第五张紧辊38的轴长均大于圆环8直径,塑封膜37的前后宽度大于圆环8的直径,有利于两侧的圆环8向中间轴承表面滑移时,圆环8的外圆面推动前方的塑封膜37将塑封膜37推向轴承的两端表面,使塑封膜完整包覆轴承的表面。
[0037]
其中的,通过第四张紧辊36以及第五张紧辊38提高圆环8前方塑封膜37的表面平整性,通过第五伺服电机驱动第四缠胶架35旋转一定的圈数,配合下方的第五缠胶架40通过扭簧拉动,使第五缠胶架40与第四缠胶架35做同步转动,进而使塑封膜37移动一段距离,有利于提高圆环8可连续对轴承进行塑封,提高塑封的效率,免去人工的繁琐操作。
[0038]
两侧圆环8的端面且靠近于圆环8的外圆面边缘设置有一环形封闭的的热熔圈
801,热熔圈801内部设置有制热组件,热熔圈801通过内部的制热组件发热产生热量使热熔圈801表面制热,其中的制热组件,本发明采用钨丝通电制热,使与热熔圈801接触的塑封膜37融化并融断。
[0039]
通过两侧的圆环8向中间轴承表面滑移时,圆环8的外圆面推动前方的塑封膜37将塑封膜37推向轴承的两端表面,由于塑封膜37的前后宽度大于圆环8的直径,通过圆环8端面的热熔圈801将圆环8端面贴合的塑封膜37中部容化成圆片状,通过两侧圆环8的同步向中部滑移,将圆片状的塑封膜37完全包覆于轴承的两端表面,提高对轴承的塑封。
[0040]
由于塑封膜37只被圆环8端面的热熔圈801融化了塑封膜37的中部,塑封膜37的边角仍然粘连,便于塑封膜37通过顶端的第四缠胶架35和第五缠胶架40的配合转动,实现间歇性传动,有昨于实现对轴承的连续性塑封。
[0041]
两侧圆环8的端面且位于热熔圈801的圈内按圆周等间距开设有若干个喷气嘴802,若干个喷气嘴802在热熔圈801内排列成一个圆环状,若干个喷气嘴802围成的圆环状直径大于待塑封的轴承外圆面直径。两个圆环8的外圆面均各自独立设置有一个接气嘴,每一个圆环8端面的喷气嘴802均在圆环8内部与接气嘴相连通。
[0042]
两侧圆环8端面的每一个喷气嘴802喷出的气流均垂直喷出。
[0043]
通过两侧的圆环8向中间轴承表面滑移时,由于塑封膜37的前后宽度大于圆环8的直径,通过圆环8端面的热熔圈801将圆环8端面贴合的塑封膜37中部容化成圆片状,而圆片状的塑封膜直径会大于轴承的直径,此时,圆片状的塑封膜37包覆于轴承的两端表面时,轴承边缘必然会有多出的塑封膜,为了提高对轴承的塑封,本发明通过若干个排列成圆周状的喷气嘴802喷出的气流吹动轴承的两端表面多出的塑封膜37,由于两侧的喷气嘴802喷出的气流均垂直喷出,且两侧圆环8端面的每一个喷气嘴802均对向喷出,使轴承两端边缘多出的塑封膜37均贴向于轴承的外圆面,进而提高对轴承的连续性塑封,本发明通过气流对轴承外圆面的塑封膜37进行按压,可免去现有的人工在包覆轴承时,将指纹留下于塑封膜的表面,通过气流可提高轴承表面塑封膜37塑封的整洁性。
[0044]
由于塑封膜37只被圆环8端面的热熔圈801融化了塑封膜37的中部,塑封膜37的边角仍然粘连,便于塑封膜37通过顶端的第四缠胶架35和第五缠胶架40的配合转动,实现间歇性传动,有昨于实现对轴承的连续性塑封。
[0045]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1