一种用于牙线棒盒的双面标签套膜设备的制作方法
:
1.本实用新型涉及一种牙线棒制造设备领域,尤其是一种用于牙线棒盒的双面标签套膜设备。
背景技术:
:
2.目前牙线棒盒的形状大多为长方体,牙线棒盒在正式对外销售之前需要经过贴标签以及套膜的步骤,在对牙线棒盒进行贴标签采用自动标签机对牙线棒盒进行贴标签,为了提高牙线棒盒的标记作用,需要在牙线棒盒的双面进行贴标签,这种双面贴标签需要在贴标签时,需要将翻转不同的面进行贴标签,而在对牙线棒盒进行套膜采用的则是自动套膜机对牙线棒盒进行套膜,由于牙线棒盒是长方体,需要将牙线棒盒倒立,使得牙线棒盒的高度处于最高状态,方便自动套膜机对牙线棒的套膜,在上述对牙线棒盒贴标签以及套膜过程中,牙线棒盒处于不同的方向的放置状态,传统的传输结构只能使得牙线棒盒处于固定的放置状态,无法满足上述牙线棒盒双面贴标签、自动套膜的自动流水线工作。
技术实现要素:
:
3.本实用新型的目的提供一种用于牙线棒盒的双面标签套膜设备,解决上述现有技术问题中的一个或者多个。
4.为解决上述技术问题,本实用新型一种用于牙线棒盒的双面标签套膜设备,其结构包括工作台,工作台上设有用于传输牙线棒盒的传输组件,牙线棒盒上形成有和传输组件相紧靠的四个传输面,依次为:上扁平面、下扁平面、侧平面以及倒立面,其创新点在于:上述传输组件包括两个扁平传输带、两个侧面传输带以及一个倒立传输带,其中一个扁平传输带、其中一个侧面传输带、另外一个扁平传输带、另外一个侧面传输带以及倒立传输带从左到右依次设置,其中一个扁平传输带、其中一个侧面传输带以及另外一个扁平传输带从左到右形成贴标签传输机构,另外一个扁平传输带、另外一个侧面传输带以及倒立传输带从左到右形成套膜传输机构,牙线棒盒在贴标签传输机构进行传输时,牙线棒盒分别在扁平传输带、侧面传输带以及扁平传输带相紧靠的传输面依次为:下扁平面、侧平面以及上扁平面,牙线棒盒在套膜传输机构进行传输时,牙线棒盒分别在扁平传输带、侧面传输带以及倒立传输带相紧靠的传输面依次为:上扁平面、侧平面以及倒立面。
5.进一步的,上述扁平传输带包括左平传输带和右平传输带,左平传输带和右平传输带从左到右依次设置且在同一水平面上,左平传输带的宽度和上扁平面的宽度一致,右平传输带的宽度大于上扁平面的宽度,沿着右平传输带长度的中线位置设有分割线,左平传输带长度的中线位置和分割线在同一条直线上,右平传输带被分割线分割为第一传输带和第二传输带,第一传输带的长度大于第二传输带的长度,侧面传输带的宽度和侧平面的宽度一致,侧面传输带位于第二传输带右侧的正下方且紧靠第一传输带的正下方。
6.进一步的,沿着上述侧面传输带长度的中线位置向右延伸有第一翻转传输带,第一翻转传输带的初始宽度为侧平面宽度的一半且从左到右依次递减,扁平传输带位于侧面
传输带右侧的正下方且紧靠第一翻转传输带的下方。
7.进一步的,上述倒立传输带的宽度和倒立面的宽度一致,倒立传输带位于上述侧面传输带右侧的正下方,侧面传输带和倒立传输带的衔接处设有相互对称的扶正板,两个上述扶正板对称设置在倒立传输带上,两个扶正板之间的间距和倒立面的宽度一致。
8.本实用新型的有益效果在于:
9.1、本实用新型提供了一种用于牙线棒盒的双面标签套膜设备,通过贴标签传输机构,实现了牙线棒盒的双面贴标签,并且在牙线棒盒的传输过程中,无需人工调整牙线棒盒的放置状态,提高了牙线棒盒双面贴标签的工作效率。
10.2、本实用新型提供了一种用于牙线棒盒的双面标签套膜设备,通过贴标签传输机构和套膜传输机构实现了牙线棒盒进行双面贴标签、自动套膜的流程化,在整个过程中,不需要人工去调整牙线棒盒的放置状态,提高了牙线棒盒双面贴标签、套膜的工作效率。
附图说明:
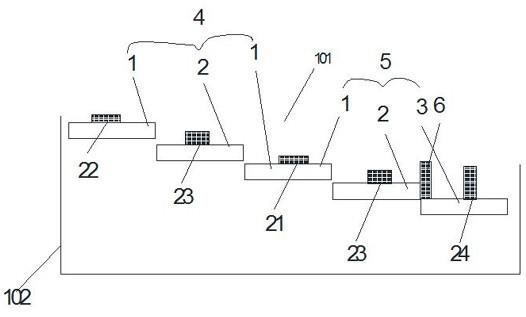
11.图1为本实用新型侧面结构示意图。
12.图2为本实用新型顶部剖面图。
具体实施方式:
13.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
14.牙线棒盒103在传输组件101的传输过程中,需要利用自动标签机对牙线棒盒103进行贴标签,利用自动套膜机对牙线棒盒103进行套膜时,其中自动标签机、自动套膜机均为现有技术。
15.如图1到图2为本实用新型的一种具体实施方式,其结构包括工作台102,工作台102上设有用于传输牙线棒盒103的传输组件101,牙线棒盒 103上形成有和传输组件101相紧靠的四个传输面,依次为:上扁平面21、下扁平面22、侧平面23以及倒立面24,上述传输组件101包括两个扁平传输带1、两个侧面传输带2以及一个倒立传输带3,其中一个扁平传输带1、其中一个侧面传输带2、另外一个扁平传输带1、另外一个侧面传输带2以及倒立传输带3从左到右依次设置,其中一个扁平传输带1、其中一个侧面传输带2以及另外一个扁平传输带1从左到右形成贴标签传输机构4,另外一个扁平传输带1、另外一个侧面传输带2以及倒立传输带3从左到右形成套膜传输机构5,牙线棒盒103在贴标签传输机构4进行传输时,牙线棒盒 103分别在扁平传输带1、侧面传输带2以及扁平传输带1相紧靠的传输面依次为:下扁平面22、侧平面23以及上扁平面21,牙线棒盒103在套膜传输机构5进行传输时,牙线棒盒103分别在扁平传输带1、侧面传输带2以及倒立传输带3相紧靠的传输面依次为:上扁平面21、侧平面23以及倒立面24。
16.在本实用新型中,传输组件101用来传输牙线棒盒103,牙线棒盒103 在传输组件101传输过程中,传输面即是牙线棒盒103和传输组件101相互接触的面,按照两个扁平传输带1、两个侧面传输带2以及一个倒立传输带 3在工作台102上从左到右设置的顺序,在初始状态时,牙线棒盒103的下扁平面22放置在最左侧的扁平传输带1上进行传输,在牙线棒盒103在扁平传输带1上进行传输时,在最左侧的扁平传输带1上设置相应的自动标签机(未在
图中标记),对牙线棒盒103的上扁平面21进行贴标签,在上扁平面21贴完标签后,牙线棒盒103从扁平传输带1传输到左侧的侧面传输带2,牙线棒盒103传输到左侧的侧面传输带2时,牙线棒盒103的传输面从下扁平面22自动翻转为侧平面23,此时,牙线棒盒103在左侧的侧面传输带2 的传输面为侧平面23,在牙线棒盒103从左侧的侧面传输带2向右侧的扁平传输带1传输时,牙线棒盒103的传输面从侧平面23自动翻转为上扁平面 21,此时,牙线棒盒103在右侧的扁平传输带1上的传输面为上扁平面21,在右侧的扁平传输带1上设置自动标签机对下扁平面22进行贴标签,通过上述扁平传输带1、侧面传输带2以及扁平传输带1从左到右形成贴标签传输机构4实现了对牙线棒103进行双面贴标签,在下扁平面22贴完标签以后,牙线棒盒103继续在右侧的扁平传输带1进行传输并传输带右侧的侧面传输带2上,在牙线棒盒103传输到右侧的侧面传输带2上时,牙线棒盒103 的传输面从上扁平面21自动翻转为侧平面23,此时,牙线棒盒103在右侧的侧面传输带2的传输面为侧平面23,在牙线棒盒103从右侧的侧面传输带 2向倒立传输带3传输时,牙线棒盒103的传输面从侧平面23自动翻转为倒立面24,此时,牙线棒盒103在倒立传输带3上的传输面为倒立面24,在倒立传输带3上设置自动套膜机(未在图中标记)对牙线棒盒103进行套膜,由于此时牙线棒盒103处于倒立状态,牙线棒盒103的高度处于最高状态,方便了自动套膜机对牙线棒盒103进行套膜,通过上述扁平传输带1、侧面传输带2以及倒立传输带3从左到右形成套膜传输机构5实现了对牙线棒 103进行双面贴标签。
17.在本实用新型中,通过上述贴标签传输机构4实现了牙线棒盒103在传输过程中放置状态的自动改变,在两个扁平传输带1上设置了自动标签机实现了对牙线棒盒103进行双面贴标签,并且在双面贴标签过程中,不需要人为去调整牙线棒盒103的放置状态,提高了牙线棒盒103双面贴标签的工作效率效率,同时,通过后续套膜传输机构5继续改变牙线棒盒103在传输过程中的放置状态,使得牙线棒盒103在倒立传输带3上的传输面为倒立面24,方便了自动套膜机对牙线棒盒103进行套膜,另一方面,通过上述实现了牙线棒盒103进行双面贴标签、自动套膜的流程化,在整个过程中,不需要人工去调整牙线棒盒103的放置状态,提高了牙线棒盒103双面贴标签、套膜的工作效率。
18.实施例1
19.上述扁平传输带1包括左平传输带11和右平传输带12,左平传输带11 和右平传输带12从左到右依次设置且在同一水平面上,左平传输带11的宽度和上扁平面21的宽度一致,右平传输带12的宽度大于上扁平面21的宽度,沿着右平传输带12长度的中线位置设有分割线121,左平传输带11长度的中线位置和分割线121在同一条直线上,右平传输带12被分割线121 分割为第一传输带122和第二传输带123,第一传输带122的长度大于第二传输带123的长度,侧面传输带2的宽度和侧平面23的宽度一致,侧面传输带2位于第二传输带123右侧的正下方且紧靠第一传输带122的正下方,牙线棒盒103在扁平传输带1进行时,牙线棒盒103从左平传输带11开始传输,在牙线棒盒103从左平传输带11向右平传输带12传输过程中,由于分割线121的位置对应左平传输带11长度的中线位置,牙线棒盒103传输到右平传输带12上后,牙线棒盒103的下扁平面22一半在第一传输带122 上,一半在第二传输带123上,被分割线121分割,此时牙线棒盒103按照上述的位置描述在右平传输带12进行传输,随着牙线棒盒103在右平传输带12上的传输,根据第一传输带122以及第二传输带123的长度设置,当牙线棒盒103传输到右平传输带12的尾部时,牙线棒盒103在右平传输带 12的
放置状态如下:下扁平面22一半搁置在第一传输带122上,另一半则是出于悬空状态,随着牙线棒盒103的继续传输,下扁平面22处于悬空状态的一半会优先掉落在侧面传输带2上,而下扁平面22处于搁置在第一传输带122上的一半会最后掉落,通过上述下扁平面22悬空位置和搁置位置掉落顺序的不同,实现了将牙线棒盒103的传输面从下扁平面22自动翻转为侧平面23,同时,在牙线棒盒103的传输面翻转为侧平面23后,配合侧面传输带2的宽度和侧平面23一致,具体的可以侧面传输带2上设置挡板在侧面传输带2的两侧,可以保证侧面传输带2和侧平面23宽度一致的位置,而在牙线棒盒103翻转掉落在侧面传输带2后,挡板可以保证牙线棒盒 103掉落在侧面传输带2上时的稳定性,避免牙线棒盒103因为晃动而导致牙线棒盒103的传输面发生不稳定的现象。
20.实施例2
21.沿着上述侧面传输带2长度的中线位置向右延伸有第一翻转传输带25,第一翻转传输带25的初始宽度为侧平面23宽度的一半且从左到右依次递减,扁平传输带1位于侧面传输带2右侧的正下方且紧靠第一翻转传输带25 的下方,在牙线棒盒103在侧面传输带2上进行传输过程中,随着牙线棒盒 103传输到侧面传输带2的右侧,按照第一翻转传输带25设置的宽度以及位置,牙线棒盒103侧平面23的一半会搁置在第一翻转传输带25上,侧平面 23的另一半则是出于悬空状态,而牙线棒盒103随着第一翻转传输带25的向右传输且第一翻转传输带25的宽度处于递减状态,侧平面23的悬空的宽度会越来越大,导致牙线棒盒103倾斜下落到扁平传输带1上,通过这种牙线棒盒103的倾斜下落,实现了牙线棒盒103的传输面从侧平面23自动翻转为上扁平面21。
22.实施例3
23.上述倒立传输带3的宽度和倒立面24的宽度一致,倒立传输带3位于上述侧面传输带2右侧的正下方,侧面传输带2和倒立传输带3的衔接处设有相互对称的扶正板6,两个上述扶正板6对称设置在倒立传输带3上,两个扶正板6之间的间距和倒立面24的宽度一致,在牙线棒盒103在侧面传输带2上进行传输过程中,牙线棒盒103的传输面为侧平面23,牙线棒盒 103随着侧面传输带2传输到侧面传输带2的尾部时,牙线棒盒103的侧平面23逐步传输到侧面传输带2的外侧,随着侧平面23的向外传输,侧平面 23垂直朝下掉落并随之掉落在倒立传输带3上,从而使得牙线棒盒103的倒立面24落在倒立传输带3上,在牙线棒盒103的垂直掉落过程中,扶正板6 的存在能够始终保证牙线棒盒103垂直朝下掉落,避免牙线棒盒103垂直掉落过程中发生位置偏移,从而实现了牙线棒盒103的传输面从侧平面23自动翻转为倒立面24。
24.在本实用新型中,将实施例1、实施例2中描述的扁平传输带1、侧面传输带2按照以下顺序从左到右排列:扁平传输带1、侧面传输带2以及扁平传输带1从左到右形成贴标签传输机构4,并在两个扁平传输带1上均设置自动标签机,牙线棒盒103在贴标签传输机构4上的传输过程中,实现了牙线棒盒103的双面贴标签,并且在牙线棒盒103的传输过程中,无需人工调整牙线棒盒103的放置面,提高了牙线棒盒103双面贴标签的工作效率。
25.在本实用新型中,将实施例1、实施例3中描述的扁平传输带1、侧面传输带2以及倒立传输带3按照以下顺序从左到右排列:扁平传输带1、侧面传输带2以及倒立传输带3从左到右形成套膜传输机构5,并在倒立传输带3上设置自动套膜机,牙线棒盒103在套膜传输机构5上传输过程中,实现了将牙线棒盒103进行套膜,并且在牙线棒盒103进行套膜过程中,
无需人工改变牙线棒盒103的放置状态,提高了牙线棒盒103套膜的工作效率。
26.在本实用新型中,贴标签传输机构4和套膜传输机构5两者共用一个扁平传输带1,使得贴标签传输机构4和套膜传输机构5从左到右形成流水线形式的传输组件101,实现了牙线棒盒103进行双面贴标签、自动套膜的流程化,在整个过程中,不需要人工去调整牙线棒盒103的放置状态,提高了牙线棒盒103双面贴标签、套膜的工作效率。
27.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1