一种微针眼贴加工设备及其加工方法与流程
1.本发明涉及微针眼贴加工技术领域,尤其涉及一种微针眼贴加工设备及其加工方法。
背景技术:
2.微针眼贴是将微针原片(中间为微针区,四周为边沿区)依据所需形状及大小裁切后得到的便于使用的微针产品,贴于人体皮肤后,其纳米级微针可以刺穿皮肤,在角质层形成微通道,微针内的药物或美容活性成分(如玻尿酸或添加的各种去皱、美白类等有效成分)沿微通道到达皮肤的深层,扩散入真皮,定量、连续的给药,具有无明显疼痛感、减少毒副作用、提高药物疗效、加快药物吸收等优点,是一种方便、痛感极小、安全,能自行在家中使用的产品,得到人们的广泛认可与喜爱。
3.目前,仍没有专门用以实现微针眼贴自动加工的设备,微针原片的裁切仍多依靠人工完成,不但劳动强度大,裁切效率及裁切质量低下,且在微针原片裁切加工过程中,不可避免的会对料片卫生造成影响,导致生产的微针眼贴卫生不达标;此外,由于微针眼贴自身不具备粘性,在使用过程中易出现贴附效果差甚至从皮肤上掉落现象的发生,影响使用效果并造成一定的浪费,手指按压虽能够使得微针眼贴有效贴附到皮肤上,但占用双手的同时,长时间按压也会导致手疲劳。
技术实现要素:
4.为了克服上述所指出的现有技术的缺陷,本发明人对此进行了深入研究,在付出了大量创造性劳动后,从而完成了本发明。
5.具体而言,本发明所要解决的技术问题是:提供一种微针眼贴加工设备及其加工方法,以解决目前微针眼贴加工效率及加工质量低下,在加工过程中不可避免的存在卫生问题,且于皮肤上贴附使用效果差,使用不便的技术问题。
6.为解决上述技术问题,本发明的技术方案是:
7.一种微针眼贴加工设备,包括眼贴打片机和眼贴输送机,所述眼贴输送机于所述眼贴打片机的出料端设置;
8.所述眼贴打片机包括设有若干料带放料轴和废料收卷轴的打片机机架,所述打片机机架的一端至另一端依次设有第一牵引复合装置、微针原片转帖装置、牵引输送装置、微针原片模切装置、第一低粘膜收废装置、医用胶料带模切装置、第二牵引复合装置和第二低粘膜收废装置;
9.所述微针原片转帖装置包括安装于所述打片机机架上的原片上料基座平台,所述原片上料基座平台上设有粘接托板以及用以向所述粘接托板上转移并放置微针原片的原片移料机构,所述原片移料机构的上游设有用以实现微针原片上料的原片上料机构;
10.所述牵引输送装置朝向所述微针原片转帖装置的一侧设有料带导向辊,所述料带导向辊贴靠所述粘接托板的出料侧,且所述料带导向辊的辊面低于所述粘接托板的料片承
托面设置,微针原片于所述粘接托板上放置时,微针原片的其中一侧边搭于所述粘接托板的出料侧外;
11.所述第一低粘膜收废装置朝向所述医用胶料带模切装置的一侧设有第一剥离刀体,且所述第一剥离刀体与所述医用胶料带模切装置相接,所述第二低粘膜收废装置朝向所述眼贴输送机的一侧设有第二剥离刀体;
12.所述眼贴输送机包括输送机机架,所述输送机机架上设有眼贴输送带,所述眼贴输送带的一端与所述第二剥离刀体相接。
13.作为一种改进的技术方案,所述料带放料轴包括第一低粘膜放料轴、排废胶带放料轴、第二低粘膜放料轴和医用胶料带放料轴,所述废料收卷轴包括微针原片废料收卷轴、第一低粘膜废料收卷轴、医用胶废料收卷轴、离型膜收卷轴和第二低粘膜废料收卷轴;
14.所述第一低粘膜放料轴和所述排废胶带放料轴均于所述打片机机架的一端设置,所述微针原片废料收卷轴与所述微针原片模切装置对应设置,所述第一低粘膜废料收卷轴与所述第一低粘膜收废装置对应设置,所述医用胶废料收卷轴与所述医用胶料带模切装置对应设置,所述离型膜收卷轴、所述第二低粘膜放料轴、所述医用胶料带放料轴均与所述第二牵引复合装置对应设置,所述第二低粘膜废料收卷轴于所述打片机机架的另一端设置。
15.作为一种改进的技术方案,所述原片上料机构包括原片上料架体,所述原片上料架体于所述原片上料基座平台的取料侧设置,且与所述原片上料基座平台固定连接,所述原片上料架体上设有旋转气缸驱动的物料旋转板,所述物料旋转板的两端分别设有原片定位托盘。
16.作为一种改进的技术方案,所述原片定位托盘上具有用以实现微针原片放置的托举部以及用以实现微针原片定位的定位沿,所述托举部上均匀开设有若干第一原片吸附孔,所述定位沿的内侧开设有与所述托举部边角位置对应设置的料角避让口;
17.所述原片定位托盘上围绕其所述托举部还开设有料边避让槽,所述料边避让槽与微针原片外形轮廓相适配。
18.作为一种改进的技术方案,所述原片移料机构包括由第一电缸驱动、且沿y轴方向位移的第一安装板,所述第一安装板上设有由第二电缸驱动、且沿x轴方向位移的第二安装板,所述第二安装板上设有由第三电缸驱动、且沿z轴方向位移的第三安装板,所述第三安装板上通过第一缓冲机构安装有原片取放吸盘,所述原片取放吸盘上具有与微针原片边沿相适配的吸片沿,所述吸片沿上均匀开设有若干第二原片吸附孔。
19.作为一种改进的技术方案,所述第一缓冲机构包括沿竖直方向滑动安装于所述第三安装板上的挂件连接板,所述第三安装板的顶部固定安装有弹簧挡板,所述挂件连接板上设有贯穿所述弹簧挡板的弹簧导向销,所述弹簧导向销上套装有第一压缩弹簧,且所述第一压缩弹簧位于所述挂件连接板和所述弹簧挡板之间,所述原片取放吸盘通过吸盘安装板固定安装于所述挂件连接板上。
20.作为一种改进的技术方案,所述原片取放吸盘包括原片吸板和密封盖板,所述吸片沿于所述原片吸板的一侧设置,所述密封盖板密封固定安装于所述原片吸板的另一侧,且所述原片取放吸盘通过所述密封盖板与所述吸盘安装板固定连接。
21.作为一种改进的技术方案,所述原片上料基座平台上固定安装有托板底座,所述粘接托板通过第二缓冲机构安装于所述托板底座上,且所述粘接托板上开设有若干第三原
片吸附孔。
22.作为一种改进的技术方案,所述第二缓冲机构包括沿竖直方向滑动安装于所述托板底座上的若干导向轴,所述粘接托板固定安装于所述导向轴顶端,所述导向轴上套装有第二压缩弹簧,所述第二压缩弹簧位于所述粘接托板和所述托板底座之间,且所述导向轴的底部设有用以实现其滑动限位的挡环。
23.作为一种改进的技术方案,所述第一牵引复合装置包括安装于所述打片机机架上的第一复合刀座,所述第一复合刀座上转动安装有第一驱动装置驱动的第一复合光辊和第一复合胶辊,所述第一复合胶辊的辊面贴靠所述第一复合光辊的辊面设置;
24.所述牵引输送装置包括安装于所述打片机机架上的牵引刀座,所述牵引刀座上转动安装有第二驱动装置驱动的牵引光辊和分条胶辊,所述分条胶辊的分条胶轮贴靠所述牵引光辊的辊面设置,且所述分条胶辊的分条胶轮间的间距与微针原片中间微针区的宽度相适配;
25.所述微针原片模切装置包括安装于所述打片机机架上的第一裁切刀座,所述第一裁切刀座上转动安装有第三驱动装置驱动的原片模切光辊和原片模切刀辊,所述原片模切刀辊的辊面贴靠所述原片模切光辊的辊面设置;
26.所述第一低粘膜收废装置包括安装于所述打片机机架上的第一输送刀座,所述第一输送刀座上转动安装有第四驱动装置驱动的第一输送光辊和第一输送胶辊,所述第一输送胶辊的辊面贴靠所述第一输送光辊的辊面设置;
27.所述医用胶料带模切装置包括安装于所述打片机机架上的第二裁切刀座,所述第二裁切刀座上转动安装有第五驱动装置驱动的医用胶带模切刀辊和医用胶带模切光辊,所述医用胶带模切光辊的辊面贴靠所述医用胶带模切刀辊的辊面设置;
28.所述第二牵引复合装置包括安装于所述打片机机架上的第二复合刀座,所述第二复合刀座上转动安装有第六驱动装置驱动的第二复合光辊和第二复合胶辊,所述第二复合胶辊的辊面贴靠所述第二复合光辊的辊面设置;
29.所述第二低粘膜收废装置包括安装于所述打片机机架上的第二输送刀座,所述第二输送刀座上转动安装有第七驱动装置驱动的第二输送光辊和第二输送胶辊,所述第二输送胶辊的辊面贴靠所述第二输送光辊的辊面设置;
30.所述第一复合光辊、所述牵引光辊、所述原片模切光辊、所述第一输送胶辊、所述医用胶带模切光辊、所述第二复合胶辊和第二输送胶辊的辊面同高度设置。
31.作为一种改进的技术方案,所述牵引刀座上固定安装有导向辊安装架,所述料带导向辊转动安装于所述导向辊安装架的端部;
32.所述第一剥离刀体固定安装于所述第一输送刀座上,且所述第一剥离刀体贴靠所述医用胶带模切光辊的辊面设置;
33.所述第二剥离刀体固定安装于所述第二输送刀座上,且所述第二剥离刀体贴靠所述眼贴输送带的一端设置。
34.本发明同时公开了一种微针眼贴加工方法,包括如下步骤:
35.s1、将两条排废胶带同步复合到第一低粘膜料带上形成第一输送料带,且两所述排废胶带分别靠近所述第一低粘膜料带的侧边设置,两所述排废胶带的间距小于微针原片的宽度;
36.s2、将微针原片正面朝上依次粘贴到所述第一输送料带上,形成第二输送料带;
37.s3、对第二输送料带进行模切,将微针原片模切为若干眼贴料片,并将排废胶带连同裁切后的微针原片轮廓废料一同从所述第二输送料带上分离收废,形成第三输送料带;
38.s4、对第三输送料带进行剥离,将所述眼贴料片从所述第一低粘膜料带上剥离,并对所述第一低粘膜料带进行收废;
39.s5、将医用胶料带复合到第二低粘膜料带上,并将所述医用胶料带上的离型膜进行分离收废,形成第四输送料带;
40.s6、对所述第四输送料带进行模切,将医用胶料带裁切为若干医用胶料片,并对裁切后的医用胶轮廓废料进行收废,得到第五输送料带;
41.s7、将步骤s4中剥离下的所述眼贴料片对应粘贴到所述第五输送料带上的所述医用胶料片上,形成第六输送料带,且所述眼贴料片的背面一侧粘贴到所述医用胶料片的一侧形成微针眼贴;
42.s8、对所述第六输送料带进行剥离,将所述微针眼贴从所述第二低粘膜料带上剥离,剥离下的微针眼贴依次落到输送带上输送,并对所述第二低粘膜料带进行收废。
43.采用了上述技术方案后,本发明的有益效果是:
44.(1)该微针眼贴加工设备,第一低粘膜料卷放置于第一低粘膜放料轴上,排废胶料卷放置于排废胶带放料轴上,第二低粘膜料卷放置于第二低粘膜放料轴上,医用胶料卷放置于医用胶料带放料轴上,工作时,通过第一牵引复合装置将两条排废胶带复合到第一低粘膜料带上形成第一输送料带,并进行第一输送料带的牵引输送,通过微针原片转帖装置将微针原片正面朝上依次粘贴到第一输送料带上,形成第二输送料带,通过牵引输送装置实现第二输送料带的牵引输送,通过微针原片模切装置将微针原片模切为若干眼贴料片,并将排废胶带连同模切后的微针原片轮廓废料一同卷绕于微针原片废料收卷轴上收废,剩余眼贴料片随第一低粘膜料带一同输送,形成第三输送料带,通过第一低粘膜收废装置实现对第三输送料带的承托输送,且第三输送料带在输送至第一剥离刀体时,在第一剥离刀体作用下将眼贴料片从第一低粘膜料带上剥离,剥离下眼贴料片的第一低粘膜料带,经第一低粘膜收废装置牵引输送后卷绕于第一低粘膜废料收卷轴上收废;
45.在进行眼贴料片成型加工的同时,通过第二牵引复合装置将医用胶料带复合到第二低粘膜料带上,并将医用胶料带上的离型膜卷绕于离型膜收卷轴上收废,形成第四输送料带,通过医用胶料带模切装置对第四输送料带模切,将医用胶料带模切为若干医用胶料片,并将裁切后的医用胶轮廓废料卷绕于医用胶废料收卷轴上进行收废,得到第五输送料带,此时,经第一剥离刀体剥离下的眼贴料片正好精准、有序的对应粘贴到医用胶料片上,眼贴料片粘贴到医用胶料片上后形成微针眼贴,并随第二低粘膜料带一同输送,并最终在输送至第二剥离刀体时,在第二剥离刀体作用下,将微针眼贴从第二低粘膜料带上剥离,剥离下的微针眼贴依次落到输送带上输送至下个加工工序,剥离下微针眼贴的第二低粘膜料带,经第二低粘膜收废装置牵引输送后卷绕于第二低粘膜废料收卷轴上收废。
46.通过该微针眼贴加工设备,能够实现对微针原片高效精准的模切,并在模切后的眼贴料片的背面准确有序的粘贴医用胶片,从而实现模切、附胶的一体化自动加工,大大提高了微针眼贴的加工效率及加工质量,且在加工过程中,有效避免了可能存在的卫生问题,确保加工的微针眼贴质量及卫生情况达标,此外,通过该设备加工得到的微针眼贴产品,使
用时,直接通过医用胶片贴附于人体皮肤上即可,不但使用方便,且贴附效果好,确保眼贴的吸收效果更佳。
47.(2)设有的该微针原片转帖装置,通过原片上料机构实现微针原片的上料,通过原片移料机构实现上料后微针原片的转移,将两条排废胶带复合到第一低粘膜料带上形成的第一输送料带,自粘接托板的下方输送,并由下而上穿过粘接托板和料带导向辊之间,在料带导向辊的导向作用下向牵引输送装置输送,当原片移料机构将微针原片放置于粘接托板上时,微针原片的其中一侧边正好搭于输送的第一输送料带上,随着第一输送料带的输送,将微针原片逐渐拖到第一输送料带上,从而实现微针原片于第一输送料带上的转帖;不但转帖效率大大提高,且使得微针原片于第一输送料带上的粘贴精准、有序,此外,微针原片于粘接托板上放置时,会自动搭于第一输送料带上并随第一输送料带的输送逐渐粘贴到第一输送料带上,该粘贴方式,能够确保微针原片粘贴平整,并有效避免了气泡的产生,进而确保了后续微针原片的模切加工质量不受影响。
附图说明
48.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
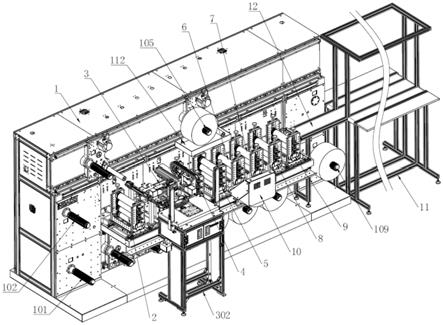
49.图1为本发明的结构示意图;
50.图2为本发明的剖视结构示意图;
51.图3为本发明各料带的绕向结构示意图;
52.图4为本发明微针原片转帖部分的结构示意图;
53.图5为本发明微针原片转帖部分的另一立体结构示意图;
54.图6为本发明微针原片上料、移料部分的结构示意图;
55.图7为本发明微针原片移料、粘贴部分的后视结构示意图;
56.图8为本发明微针原片粘贴部分的结构示意图;
57.图9为本发明原片上料机构的结构示意图;
58.图10为本发明原片上料机构上料部分的结构示意图;
59.图11为本发明原片定位托盘的结构示意图;
60.图12为本发明原片定位托盘的另一立体结构示意图;
61.图13为本发明原片移料机构的结构示意图;
62.图14为本发明原片移料机构的另一立体结构示意图;
63.图15为本发明原片取放吸盘的安装结构示意图;
64.图16为本发明原片取放吸盘的结构示意图;
65.图17为本发明原片取放吸盘的另一立体结构示意图;
66.图18为本发明原片吸板的结构示意图;
67.图19为本发明密封盖板的结构示意图;
68.图20为本发明粘接托板的结构示意图;
69.图21为本发明微针眼贴于第二低粘膜料带上输送的结构示意图;
70.附图标记:1
‑
打片机机架;101
‑
第一低粘膜放料轴;102
‑
排废胶带放料轴;103
‑
第
二低粘膜放料轴;104
‑
医用胶料带放料轴;105
‑
微针原片废料收卷轴;106
‑
第一低粘膜废料收卷轴;107
‑
医用胶废料收卷轴;108
‑
离型膜收卷轴;109
‑
第二低粘膜废料收卷轴;110
‑
滑动安装板;111
‑
导料轴;112
‑
废料接料盒;
[0071]2‑
第一牵引复合装置;201
‑
第一复合刀座;202
‑
第一传动底辊;203
‑
第一凹槽辊;204
‑
第一复合光辊;205
‑
第一复合胶辊;
[0072]3‑
微针原片转帖装置;301
‑
原片上料基座平台;302
‑
原片上料架体;3021
‑
前门;303
‑
连接肋板;304
‑
气缸安装座;305
‑
旋转气缸;306
‑
物料旋转板;3061
‑
第一定位销;307
‑
原片定位托盘;3071
‑
托举部;30711
‑
第一原片吸附孔;3072
‑
定位沿;3073
‑
料边避让槽;3074
‑
第一负压槽;3075
‑
接头安装槽;3076
‑
第一气管连接孔;3077
‑
料角避让口;3078
‑
第一定位孔;3079
‑
第一安装孔;308
‑
旋转校准板;309
‑
偏光幕固定架;310
‑
安全光幕;311
‑
防护罩;312
‑
第一电缸;313
‑
第一导轨;314
‑
第一滑块;315
‑
限位挡柱;316
‑
第一安装板;317
‑
第二电缸;318
‑
第二安装板;319
‑
第三电缸;320
‑
第三安装板;321
‑
第二导轨;322
‑
第二滑块;323
‑
挂件连接板;324
‑
弹簧挡板;325
‑
弹簧导向销;326
‑
第一压缩弹簧;327
‑
吸盘安装板;328
‑
原片吸板;3281
‑
吸片沿;32811
‑
第二原片吸附孔;3282
‑
第二负压槽;3283
‑
第二定位销;329
‑
密封盖板;3291
‑
第二定位孔;3292
‑
第二安装孔;330
‑
托板底座;331
‑
直线轴承;332
‑
导向轴;333
‑
粘接托板;3331
‑
第三原片吸附孔;3332
‑
第一导气孔;3333
‑
第二导气孔;334
‑
第二压缩弹簧;335
‑
挡环;
[0073]4‑
牵引输送装置;401
‑
牵引刀座;402
‑
第二传动底辊;403
‑
第二凹槽辊;404
‑
牵引光辊;405
‑
分条胶辊;4051
‑
分条胶轴;4052
‑
分条胶轮;406
‑
导向辊安装架;407
‑
料带导向辊;
[0074]5‑
微针原片模切装置;501
‑
第一裁切刀座;502
‑
第三传动底辊;503
‑
第三凹槽辊;504
‑
原片模切光辊;505
‑
原片模切刀辊;
[0075]6‑
第一低粘膜收废装置;601
‑
第一输送刀座;602
‑
第四传动底辊;603
‑
第一输送光辊;604
‑
第一输送胶辊;605
‑
第一剥离刀体;
[0076]7‑
医用胶料带模切装置;701
‑
第二裁切刀座;702
‑
第五传动底辊;703
‑
医用胶带模切刀辊;704
‑
医用胶带模切光辊;
[0077]8‑
第二牵引复合装置;801
‑
第二复合刀座;802
‑
第六传动底辊;803
‑
第二复合光辊;804
‑
第二复合胶辊;
[0078]9‑
第二低粘膜收废装置;901
‑
第二输送刀座;902
‑
第七传动底辊;903
‑
第二输送光辊;904
‑
第二输送胶辊;905
‑
第二剥离刀体;
[0079]
10
‑‑
移动操作箱;11
‑
输送机机架;12
‑
眼贴输送带;13
‑
排废胶带;14
‑
第一低粘膜料带;15
‑
眼贴料片;16
‑
微针原片轮廓废料;17
‑
医用胶料带;18
‑
第二低粘膜料带;19
‑
离型膜;20
‑
医用胶轮廓废料;21
‑
医用胶料片。
具体实施方式
[0080]
下面结合具体的实施例对本发明进一步说明。但这些例举性实施方式的用途和目的仅用来例举本发明,并非对本发明的实际保护范围构成任何形式的任何限定,更非将本发明的保护范围局限于此。
[0081]
如图1至图3共同所示,本实施例提供了一种微针眼贴加工设备,包括眼贴打片机
和眼贴输送机,眼贴输送机于眼贴打片机的出料端设置。
[0082]
眼贴打片机包括设有若干料带放料轴和废料收卷轴的打片机机架1,打片机机架1的一端至另一端依次设有第一牵引复合装置2、微针原片转帖装置3、牵引输送装置4、微针原片模切装置5、第一低粘膜收废装置6、医用胶料带模切装置7、第二牵引复合装置8和第二低粘膜收废装置9。
[0083]
料带放料轴包括第一低粘膜放料轴101、排废胶带放料轴102、第二低粘膜放料轴103和医用胶料带放料轴104,废料收卷轴包括微针原片废料收卷轴105、第一低粘膜废料收卷轴106、医用胶废料收卷轴107、离型膜收卷轴108和第二低粘膜废料收卷轴109;第一低粘膜放料轴101和排废胶带放料轴102均于打片机机架1的一端设置,微针原片废料收卷轴105与微针原片模切装置5对应设置,第一低粘膜废料收卷轴106与第一低粘膜收废装置6对应设置,医用胶废料收卷轴107与医用胶料带模切装置7对应设置,离型膜收卷轴108、第二低粘膜放料轴103、医用胶料带放料轴104均与第二牵引复合装置8对应设置,第二低粘膜废料收卷轴109于打片机机架1的另一端设置。
[0084]
第一低粘膜收废装置6朝向医用胶料带模切装置7的一侧设有第一剥离刀体605,且第一剥离刀体605与医用胶料带模切装置7相接,第二低粘膜收废装置9朝向眼贴输送机的一侧设有第二剥离刀体905。
[0085]
眼贴输送机包括输送机机架11,输送机机架11上设有眼贴输送带12,眼贴输送带12的一端与第二剥离刀体905相接。
[0086]
如图1至图5共同所示,第一牵引复合装置2包括安装于打片机机架1上的第一复合刀座201,第一复合刀座201上转动安装有第一驱动装置驱动的第一复合光辊204和第一复合胶辊205,第一复合胶辊205的辊面贴靠第一复合光辊204的辊面设置;本实施例中,第一驱动装置包括第一驱动电机,第一复合刀座201上还转动安装有第一传动底辊202和第一凹槽辊203,第一驱动电机通过减速机和联轴器与第一传动底辊202传动相连,第一传动底辊202、第一凹槽辊203、第一复合光辊204和第一复合胶辊205于第一复合刀座201上由下而上依次设置,并通过传动齿轮两两传动相连,排废胶带13和第一低粘膜料带14自第一复合光辊204和第一复合胶辊205之间穿过,第一驱动电机工作,带动第一复合光辊204和第一复合胶辊205转动,实现对排废胶带13和第一低粘膜料带14的复合并牵引输送,将排废胶带13和第一低粘膜料带14复合形成第一输送料带。
[0087]
如图4至图20共同所示,微针原片转帖装置3包括安装于打片机机架1上的原片上料基座平台301,原片上料基座平台301上设有粘接托板333以及用以向粘接托板333上转移并放置微针原片的原片移料机构,原片移料机构的上游设有用以实现微针原片上料的原片上料机构;牵引输送装置4朝向微针原片转帖装置3的一侧设有料带导向辊407,料带导向辊407贴靠粘接托板333的出料侧,且料带导向辊407的辊面低于粘接托板333的料片承托面设置,微针原片于粘接托板333上放置时,微针原片的其中一侧边搭于粘接托板333的出料侧外。
[0088]
如图4至图6、图9至图12共同所示,原片上料机构包括原片上料架体302,原片上料架体302于原片上料基座平台301的取料侧设置,且与原片上料基座平台301固定连接,原片上料架体302上设有旋转气缸305驱动的物料旋转板306,物料旋转板306的两端分别设有原片定位托盘307。
[0089]
本实施例中,原片上料基座平台301与原片上料架体302间设有连接肋板303,原片上料架体302通过连接肋板303与原片上料基座平台301固定连接,确保原片上料机构与原片移料机构保持有效的工作配合,实现对微针原片的精准上料、取料。
[0090]
本实施例中,旋转气缸305通过气缸安装座304固定安装于原片上料架体302上,物料旋转板306固定安装于旋转气缸305的转盘上。
[0091]
本实施例中,原片定位托盘307上具有用以实现微针原片放置的托举部3071以及用以实现微针原片定位的定位沿3072,托举部3071上均匀开设有若干第一原片吸附孔30711,定位沿3072的内侧开设有与托举部3071边角位置对应设置的料角避让口3077。
[0092]
本实施例中,原片定位托盘307上围绕其托举部3071还开设有料边避让槽3073,料边避让槽3073与微针原片外形轮廓相适配。
[0093]
本实施例中,原片定位托盘307贴靠物料旋转板306的一面开设有与第一原片吸附孔30711相连通的第一负压槽3074,第一负压槽3074的槽底还开设有若干用以安装快接接头的接头安装槽3075,原片定位托盘307的侧边分别开设有与接头安装槽3075对应设置的第一气管连接孔3076;开设有的接头安装槽3075,为快接接头的安装提供了便利,通过在接头安装槽3075内安装快接接头,便于实现与气管的连接。
[0094]
本实施例中,定位沿3072于原片定位托盘307的相邻侧边设置,微针原片放置时,将其侧边对应抵靠原片定位托盘307的定位沿3072即可实现其定位放置,放置操作简单方便,且放置位置精准。
[0095]
该原片定位托盘307,定位沿3072起到对微针原片放置时的定位作用,为微针原片于原片定位托盘307上的放置提供了便利,使得微针原片的放片操作高效、精准,此外,原片定位托盘307上开设有的料边避让槽3073,能够实现对微针原片卷边的避让,定位沿3072内侧开设有的料角避让口3077,能够实现对微针原片边角的避让,同时,在第一原片吸附孔30711的吸附作用下,能够确保微针原片于原片定位托盘307上放置平整,且在物料旋转板306旋转带动原片定位托盘307转动实现微针原片上料的过程中,由于第一原片吸附孔30711对微针原片的吸附,使得微针原片不易出现位置偏移甚至掉落现象的发生。
[0096]
为实现原片定位托盘307于物料旋转板306上的安装,原片定位托盘307的边沿开设有若干用以实现其定位安装的第一定位孔3078和第一安装孔3079,物料旋转板306的两端设有与第一定位孔3078相适配的第一定位销3061,原片定位托盘307通过第一定位孔3078和第一定位销3061定位安装于物料旋转板306上,并利用贯穿其第一安装孔3079的安装螺栓密封固定,使得原片定位托盘307于物料旋转板306上的安装操作简单方便,且安装位置精准,安装牢固。
[0097]
本实施例中,原片上料基座平台301上固定安装有旋转校准板308,旋转校准板308的顶部设有用以实现物料旋转板306旋转校准的校准刻度线,处于取料状态时,物料旋转板306位于旋转校准板308的上方,且贴靠旋转校准板308;工作前,先通过旋转校准板308顶部的校准刻度线进行物料旋转板306的校准,确保工作时,在旋转气缸305的驱动下,物料旋转板306的旋转位置精准,从而为实现原片移料机构自原片定位托盘307内的精准取料提供了可靠保障。
[0098]
本实施例中,原片上料架体302上通过偏光幕固定架309固定安装有安全光幕310,安全光幕310于原片上料架体302的两侧设置,实现于原片定位托盘307内放置微针原片时
的保护作用,保障操作人员的人身安全。
[0099]
本实施例中,原片上料架体302的顶部还固定安装有防护罩311,防护罩311上开设有与物料旋转板306对应设置的放料口,防护罩311实现对微针原片上料部分的防护,同时能够有效减少灰尘等的进入。
[0100]
本实施例中,原片上料架体302的前侧铰接安装有前门3021,前门3021与微针原片上料部分相对应,打开前门3021便于对旋转气缸305进行维护维修。
[0101]
该原片上料机构,工作时,旋转气缸305动作,驱动物料旋转板306旋转,通过物料旋转板306两端安装的原片定位托盘307实现微针原片的放料、取料,从而实现微针原片高效、有序的上料。
[0102]
如图4至图7、图13至图19共同所示,原片移料机构包括由第一电缸312驱动、且沿y轴方向位移的第一安装板316,第一安装板316上设有由第二电缸317驱动、且沿x轴方向位移的第二安装板318,第二安装板318上设有由第三电缸319驱动、且沿z轴方向位移的第三安装板320,第三安装板320上通过第一缓冲机构安装有原片取放吸盘,原片取放吸盘上具有与微针原片边沿相适配的吸片沿3281,吸片沿3281上均匀开设有若干第二原片吸附孔32811。
[0103]
本实施例中,第一电缸312沿y轴方向固定安装于原片上料基座平台301上,且原片上料基座平台301上还固定安装有与第一电缸312平行设置的第一导轨313,第一导轨313上滑动安装有第一滑块314,第一安装板316的两端分别固定安装于第一滑块314和第一电缸312的滑板上。
[0104]
本实施例中,原片上料基座平台301上于第一导轨313的两端均设有限位挡柱315,限位挡柱315起到限位阻挡作用,能够避免第一安装板316滑脱。
[0105]
本实施例中,第二电缸317沿x轴方向固定安装于第一安装板316上,第二安装板318固定安装于第二电缸317的滑板上。
[0106]
本实施例中,第三电缸319沿z轴方向固定安装于第二安装板318上,第三安装板320固定安装于第三电缸319的滑板上。
[0107]
通过各电缸实现对原片取放吸盘的位移驱动,精度高,且更环保、干净,在保证刚性的同时,有效减少了气缸润滑油脂对无尘环境的污染。
[0108]
第一缓冲机构包括沿竖直方向滑动安装于第三安装板320上的挂件连接板323,第三安装板320的顶部固定安装有弹簧挡板324,挂件连接板323上设有贯穿弹簧挡板324的弹簧导向销325,弹簧导向销325上套装有第一压缩弹簧326,且第一压缩弹簧326位于挂件连接板323和弹簧挡板324之间,原片取放吸盘通过吸盘安装板327固定安装于挂件连接板323上。
[0109]
为实现挂件连接板323于第三安装板320上的滑动安装,第三安装板320上竖直固定安装有第二导轨321,第二导轨321上滑动安装有第二滑块322,挂件连接板323固定安装于第二滑块322上。
[0110]
该原片移料机构,通过原片取放吸盘实现对微针原片的取放料,通过各电缸的配合工作,实现原片取放吸盘的位移,从而完成对微针原片的取料、转移及放料动作,将微针原片有序的转移并放置到粘接托板333上,此外,原片取放吸盘通过第一缓冲机构安装于第三安装板320上,第一缓冲机构能够实现对微针原片取料、放料时的缓冲保护,降低取放料
时的冲压损伤。
[0111]
本实施例中,原片取放吸盘包括原片吸板328和密封盖板329,吸片沿3281于原片吸板328的一侧设置,密封盖板329密封固定安装于原片吸板328的另一侧,且原片取放吸盘通过密封盖板329与吸盘安装板327固定连接。
[0112]
本实施例中,原片吸板328的另一侧开设有与吸片沿3281对应设置的第二负压槽3282,且第二负压槽3282与第二原片吸附孔32811相连通,原片吸板328的另一侧还设有第二定位销3283,密封盖板329上开设有与第二定位销3283相适配的第二定位孔3291以及用以实现其固定的第二安装孔3292,密封盖板329通过第二定位销3283和第二定位孔3291定位安装于原片吸板328上,并利用贯穿第二安装孔3292的安装螺栓密封固定,使得密封盖板329于原片吸板328上的安装操作简单方便,且安装位置精准,固定及密封牢固可靠。
[0113]
本实施例中,密封盖板329上开设有与第二负压槽3282相连通的第二气管连接孔,并于气管连接孔位置处安装有快换接头,为实现与气管的连接提供了便利。
[0114]
该原片取放吸盘,通过吸片沿3281实现对微针原片的吸附取料,且在对微针原片吸附时,吸片沿3281仅与微针原片的边沿接触,不会碰触到微针原片中间的微针区,因而避免了在进行微针原片取放料及转移过程中对微针原片的影响,此外,在定位沿3072对微针原片边沿的吸附作用下,能够确保微针原片保持平整状态,且在对微针原片转移过程中,不易出现微针原片位置偏移甚至掉落。
[0115]
如图6至图8、图13、图14和图20共同所示,为实现粘接托板333于原片上料基座平台301上的安装,原片上料基座平台301上固定安装有托板底座330,粘接托板333通过第二缓冲机构安装于托板底座330上,且粘接托板333上开设有若干第三原片吸附孔3331。
[0116]
第二缓冲机构包括沿竖直方向滑动安装于托板底座330上的若干导向轴332,粘接托板333固定安装于导向轴332顶端,导向轴332上套装有第二压缩弹簧334,第二压缩弹簧334位于粘接托板333和托板底座330之间,且导向轴332的底部设有用以实现其滑动限位的挡环335。
[0117]
本实施例中,托板底座330顶部固定安装有若干直线轴承331,导向轴332通过直线轴承331滑动安装于托板底座330上,挡环335利用定位螺栓固定安装于导向轴332底部,且在第二压缩弹簧334作用下,挡环335抵靠直线轴承331设置。
[0118]
粘接托板333上开设有的第三原片吸附孔3331,实现对微针原片的吸附,确保微针原片在放料及粘贴过程中始终保持平整状态,进而实现微针原片的有效粘贴,此外,粘接托板333通过第二缓冲机构于托板底座330上安装,第二缓冲机构实现微针原片放料时的缓冲保护,且通过挡环335,能够实现对粘接托板333的缓冲调节。
[0119]
如图20所示,本实施例中,粘接托板333上开设有若干分别与成排第三原片吸附孔3331相连通的第一导气孔3332,粘接托板333上还开设有与各第一导气孔3332相连通的第二导气孔3333,通过第一导气孔3332和第二导气孔3333,能够将各个第三原片吸附孔3331连通,使得各个第三原片吸附孔3331气流量均衡,确保对微针原片的吸附力均匀。
[0120]
该微针原片转帖装置3,通过原片上料机构实现微针原片的上料,通过原片移料机构实现上料后微针原片的转移,将两条排废胶带13复合到第一低粘膜料带14上形成的第一输送料带,自粘接托板333的下方输送,并由下而上穿过粘接托板333和料带导向辊407之间,在料带导向辊407的导向作用下向牵引输送装置4输送,当原片移料机构将微针原片放
置于粘接托板333上时,微针原片的其中一侧边正好搭于输送的第一输送料带上,随着第一输送料带的输送,将微针原片逐渐拖到第一输送料带上,从而实现微针原片于第一输送料带上的转帖,形成第二输送料带;不但转帖效率大大提高,且使得微针原片于第一输送料带上的粘贴精准、有序,此外,微针原片于粘接托板333上放置时,会自动搭于第一输送料带上并随第一输送料带的输送逐渐粘贴到第一输送料带上,该粘贴方式,能够确保微针原片粘贴平整,并有效避免了气泡的产生,进而确保了后续微针原片的模切加工质量不受影响。
[0121]
如图1至图5、图7和图8共同所示,牵引输送装置4包括安装于打片机机架1上的牵引刀座401,牵引刀座401上转动安装有第二驱动装置驱动的牵引光辊404和分条胶辊405,分条胶辊405的分条胶轮4052贴靠牵引光辊404的辊面设置,且分条胶辊405的分条胶轮4052间的间距与微针原片中间微针区的宽度相适配,实现对微针原片中间微针区的避让,在对料带牵引输送的同时,避免了对微针原片的影响;本实施例中,第二驱动装置包括第二驱动电机,牵引刀座401上还转动安装有第二传动底辊402和第二凹槽辊403,第二驱动电机通过减速机和联轴器与第二传动底辊402传动相连,第二传动底辊402、第二凹槽辊403、牵引光辊404和分条胶辊405于牵引刀座401上由下而上依次设置,并通过传动齿轮两两传动相连,第二输送料带自牵引光辊404和分条胶辊405间穿过,第二驱动电机工作,带动牵引光辊404和分条胶辊405转动,实现对第二输送料带的牵引输送。
[0122]
本实施例中,分条胶轮4052滑动安装于分条胶轴4051上,并利用定位螺栓定位固定,便于依据微针原片规格进行分条胶轮4052间的间距调节,通用性强。
[0123]
本实施例中,牵引刀座401上固定安装有导向辊安装架406,料带导向辊407转动安装于导向辊安装架406的端部。
[0124]
如图1至图3共同所示,微针原片模切装置5包括安装于打片机机架1上的第一裁切刀座501,第一裁切刀座501上转动安装有第三驱动装置驱动的原片模切光辊504和原片模切刀辊505,原片模切刀辊505的辊面贴靠原片模切光辊504的辊面设置;本实施例中,第三驱动装置包括第三驱动电机,第一裁切刀座501上还转动安装有第三传动底辊502和第三凹槽辊503,第三驱动电机通过减速机和联轴器与第三传动底辊502传动相连,第三传动底辊502、第三凹槽辊503、原片模切光辊504和原片模切刀辊505于第一裁切刀座501上由下而上依次设置,并通过传动齿轮两两传动相连,第二输送料带自原片模切光辊504和原片模切刀辊505间穿过,第三驱动电机工作,带动原片模切光辊504和原片模切刀辊505转动,实现对第二输送料带的模切,模切后将排废胶带13连同裁切后的微针原片轮廓废料16一同从第二输送料带上分离收废,形成第三输送料带。
[0125]
如图1至图3共同所示,第一低粘膜收废装置6包括安装于打片机机架1上的第一输送刀座601,第一输送刀座601上转动安装有第四驱动装置驱动的第一输送光辊603和第一输送胶辊604,第一输送胶辊604的辊面贴靠第一输送光辊603的辊面设置;本实施例中,第四驱动装置包括第四驱动电机,第一输送刀座601上还转动安装有第四传动底辊602,第四驱动电机通过减速机和联轴器与第四传动底辊602传动相连,第四传动底辊602、第一输送光辊603和第一输送胶辊604于第一输送刀座601上由下而上依次设置,并通过传动齿轮两两传动相连,第三输送料带于第一输送胶辊604上承托输送,剥离下眼贴料片15的第一低粘膜料带14自第一输送光辊603和第一输送胶辊604间穿过,第四驱动电机工作,带动第一输送光辊603和第一输送胶辊604转动,实现对第一低粘膜料带14的收废牵引。
[0126]
本实施例中,第一剥离刀体605固定安装于第一输送刀座601上,且第一剥离刀体605贴靠医用胶带模切光辊704的辊面设置。
[0127]
如图1至图3共同所示,医用胶料带模切装置7包括安装于打片机机架1上的第二裁切刀座701,第二裁切刀座701上转动安装有第五驱动装置驱动的医用胶带模切刀辊703和医用胶带模切光辊704,医用胶带模切光辊704的辊面贴靠医用胶带模切刀辊703的辊面设置;本实施例中,第五驱动装置包括第五驱动电机,第二裁切刀座701上还转动安装有第五传动底辊702,第五驱动电机通过减速机和联轴器与第五传动底辊702传动相连,第五传动底辊702、医用胶带模切刀辊703和医用胶带模切光辊704于第二裁切刀座701上由下而上依次设置,并通过传动齿轮两两传动相连,第五驱动电机工作,带动医用胶带模切刀辊703和医用胶带模切光辊704转动,实现对医用胶料带17和第二低粘膜料带18复合后形成的第四输送料带的模切。
[0128]
如图1至图3共同所示,第二牵引复合装置8包括安装于打片机机架1上的第二复合刀座801,第二复合刀座801上转动安装有第六驱动装置驱动的第二复合光辊803和第二复合胶辊804,第二复合胶辊804的辊面贴靠第二复合光辊803的辊面设置;本实施例中,第六驱动装置包括第六驱动电机,第二复合刀座801上还转动安装有第六传动底辊802,第六驱动电机通过减速机和联轴器与第六传动底辊802传动相连,第六传动底辊802、第二复合光辊803和第二复合胶辊804于第二复合刀座801上由下而上依次排列设置,并通过传动齿轮传动相连,医用胶料带17和第二低粘膜料带18于第二复合光辊803和第二复合胶辊804间穿过,第六驱动电机工作,带动第二复合光辊803和第二复合胶辊804转动,实现对医用胶料带17和第二低粘膜料带18的复合及牵引输送。
[0129]
如图1至图3共同所示,第二低粘膜收废装置9包括安装于打片机机架1上的第二输送刀座901,第二输送刀座901上转动安装有第七驱动装置驱动的第二输送光辊903和第二输送胶辊904,第二输送胶辊904的辊面贴靠第二输送光辊903的辊面设置;本实施例中,第七驱动装置包括第七驱动电机,第二输送刀座901上还转动安装有第七传动底辊902,第七驱动电机通过减速机和联轴器与第七传动底辊902传动相连,第七传动底辊902、第二输送光辊903和第二输送胶辊904于第二输送刀座901上由下而上依次设置,并通过传动齿轮传动相连,剥离下微针眼贴的第二低粘膜料带18自第二输送光辊903和第二输送胶辊904间穿过,第七驱动电机工作,带动第二输送光辊903和第二输送胶辊904传动,实现对第二低粘膜料带18的收废牵引。
[0130]
本实施例中,第二剥离刀体905固定安装于第二输送刀座901上,且第二剥离刀体905贴靠眼贴输送带12的一端设置。
[0131]
本实施例中,第一复合光辊204、牵引光辊404、原片模切光辊504、第一输送胶辊604、医用胶带模切光辊704、第二复合胶辊804和第二输送胶辊904的辊面同高度设置。
[0132]
本实施例中,打片机机架1上设有第三导轨,第一复合刀座201、原片上料基座平台301、牵引刀座401、第一裁切刀座501、第一输送刀座601、第二裁切刀座701、第二复合刀座801和第二输送刀座901的底部均分别固定安装有第三滑块,且通过第三导轨和第三滑块滑动安装于打片机机架1上,并利用定位螺栓定位固定,便于实现各装置于打片机机架1上安装位置的配合调节。
[0133]
本实施例中,第一低粘膜放料轴101、排废胶带放料轴102和第二低粘膜废料收卷
轴109均转动安装于打片机机架1上,并分别由第八驱动装置驱动;本实施例中,第八驱动装置包括第八驱动电机,第八驱动电机通过传动带轮和传动带分别与相应料轴传动相连。
[0134]
打片机机架1上还设有第四导轨,第四导轨上滑动安装有若干第四滑块,打片机机架1上通过第四导轨和第四滑块滑动安装有若干滑动安装板110,滑动安装板110分别利用定位螺栓于打片机机架1上定位固定,且滑动安装板110上均转动安装有导料轴111,第二低粘膜放料轴103、医用胶料带放料轴104、微针原片废料收卷轴105、第一低粘膜废料收卷轴106、医用胶废料收卷轴107和离型膜收卷轴108分别转动安装于滑动安装板110上,并分别由第九驱动装置驱动;本实施例中,第九驱动装置包括分别于滑动安装板110上安装的第九驱动电机,第九驱动电机分别通过传动带轮和传动带与相应料轴传动相连。
[0135]
如图1至图3共同所示,本实施例中,用以安装微针原片废料收卷轴105的滑动安装板110上还固定安装有废料接料盒112,废料接料盒112位于微针原片废料收卷轴105的正下方,用以实现掉落的微针原片轮廓废料16的接料。
[0136]
如图1所示,本实施例中,打片机机架1上还设有第五导轨,五导轨上滑动安装有第五滑块,第五滑块上固定安装有移动操作箱10,用以实现设备各装置间的控制。
[0137]
本实施例同时提供了一种基于上述微针眼贴加工设备的微针眼贴加工方法,包括如下步骤:
[0138]
s1、将两条排废胶带13同步复合到第一低粘膜料带14上形成第一输送料带,且两条排废胶带13分别靠近第一低粘膜料带14的侧边设置,两条排废胶带13的间距小于微针原片的宽度;
[0139]
s2、将微针原片正面朝上依次粘贴到第一输送料带上,形成第二输送料带;
[0140]
s3、对第二输送料带进行模切,将微针原片模切为若干眼贴料片15,并将排废胶带13连同裁切后的微针原片轮廓废料16一同从第二输送料带上分离收废,形成第三输送料带;
[0141]
s4、对第三输送料带进行剥离,将眼贴料片15从第一低粘膜料带14上剥离,并对第一低粘膜料带14进行收废;
[0142]
s5、将医用胶料带17复合到第二低粘膜料带18上,并将医用胶料带17上的离型膜19进行分离收废,形成第四输送料带;
[0143]
s6、对第四输送料带进行模切,将医用胶料带17裁切为若干医用胶料片21,并对裁切后的医用胶轮廓废料20进行收废,得到第五输送料带;
[0144]
s7、将步骤s4中剥离下的眼贴料片15对应粘贴到第五输送料带上的医用胶料片21上,形成第六输送料带,且眼贴料片15的背面一侧粘贴到医用胶料片21的一侧形成微针眼贴;
[0145]
s8、对第六输送料带进行剥离,将微针眼贴从第二低粘膜料带18上剥离,剥离下的微针眼贴依次落到输送带上输送,并对第二低粘膜料带18进行收废。
[0146]
工作时,第一低粘膜料卷放置于第一低粘膜放料轴101上,排废胶料卷放置于排废胶带放料轴102上,第二低粘膜料卷放置于第二低粘膜放料轴103上,医用胶料卷放置于医用胶料带放料轴104上,通过第一牵引复合装置2将两条排废胶带13复合到第一低粘膜料带14上形成第一输送料带,并进行第一输送料带的牵引输送,通过微针原片转帖装置3将微针原片正面朝上依次粘贴到第一输送料带上,形成第二输送料带,通过牵引输送装置4实现第
二输送料带的牵引输送,通过微针原片模切装置5将微针原片模切为若干眼贴料片15,并将排废胶带13连同模切后的微针原片轮廓废料16一同卷绕于微针原片废料收卷轴105上收废,眼贴料片15随第一低粘膜料带14一同输送,形成第三输送料带,通过第一低粘膜收废装置6实现对第三输送料带的承托输送,且第三输送料带在输送至第一剥离刀体605时,在第一剥离刀体605作用下将眼贴料片15从第一低粘膜料带14上剥离,剥离下眼贴料片15的第一低粘膜料带14,经第一低粘膜收废装置6牵引输送后卷绕于第一低粘膜废料收卷轴106上收废;在进行眼贴料片15成型加工的同时,通过第二牵引复合装置8将医用胶料带17复合到第二低粘膜料带18上,并将医用胶料带17上的离型膜19卷绕于离型膜收卷轴108上收废,形成第四输送料带,通过医用胶料带模切装置7对第四输送料带模切,将医用胶料带17模切为若干医用胶料片21,并将裁切后的医用胶轮廓废料20卷绕于医用胶废料收卷轴107上进行收废,得到第五输送料带,此时,经第一剥离刀体605剥离下的眼贴料片15正好精准、有序的对应粘贴到医用胶料片21上,眼贴料片15粘贴到医用胶料片21上后形成微针眼贴,并随第二低粘膜料带18一同输送,并最终在输送至第二剥离刀体905时,在第二剥离刀体905作用下,将微针眼贴从第二低粘膜料带18上剥离,剥离下的微针眼贴依次落到输送带上输送至下个加工工序,剥离下微针眼贴的第二低粘膜料带18,经第二低粘膜收废装置9牵引输送后卷绕于第二低粘膜废料收卷轴109上收废。
[0147]
通过该微针眼贴加工设备,能够实现对微针原片高效精准的模切,并在模切后的眼贴料片15的背面准确有序的粘贴医用胶料片,从而实现模切、附胶的一体化自动加工,大大提高了微针眼贴的加工效率及加工质量,且在加工过程中,有效避免了可能存在的卫生问题,确保加工的微针眼贴质量及卫生情况达标,此外,通过该设备加工得到的微针眼贴产品,使用时,直接通过医用胶片贴附于人体皮肤上即可,不但使用方便,且贴附效果好,确保眼贴的吸收效果更佳。
[0148]
应当理解,这些实施例的用途仅用于说明本发明而非意欲限制本发明的保护范围。此外,也应理解,在阅读了本发明的技术内容之后,本领域技术人员可以对本发明作各种改动、修改和/或变型,所有的这些等价形式同样落于本技术所附权利要求书所限定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1