一种吊具随行板链组装车辆方法、系统、存储介质及设备与流程
1.本发明涉及汽车生产组装技术领域,特别涉及一种吊具随行板链组装车辆方法、系统、存储介质及设备。
背景技术:
2.随着工业自动化的高速发展,汽车装配也引来了改造升级。汽车产品的装配是汽车产品制造过程中最重要工艺环节之一。
3.现有技术中,通常使用升降机加摩擦轮的方式搬运车辆零件再进行车辆各部分的分工组装,升降机加摩擦轮只能通过人为的控制车辆零件搬运和组装,无法实现自动化控制,且升降机加摩擦轮只能在停止状态下进行车辆组装,无法在线上进行同步组装,导致汽车组装时间过长,组装效率低。
技术实现要素:
4.基于此,本发明的目的是提供一种吊具随行板链组装车辆方法、系统、存储介质及设备,解决背景技术中升降机加摩擦轮进行车辆组装无法实现自动化控制,无法在线上进行同步组装,导致汽车组装时间过长,组装效率低的问题。
5.本发明一方面提供一种吊具随行板链组装车辆方法,应用于吊具随行板链组装车辆系统,吊具随行板链组装系统包括多个吊具、环形轨道及位于环形轨道上方的板链,多个吊具在环形轨道上行走,吊具及板链上均设有承载物,方法包括:
6.获取吊具随行请求,根据车辆随行组装请求控制吊具及板链进入运行状态;
7.判断当前吊具是否到达环形轨道的组装区域;
8.若当前吊具到达环形轨道的组装区域,则获取当前吊具的运行速度及板链的运行速度,将当前吊具的运行速度与第一预设速度,以及将板链的运行速度与第二预设速度进行比对,判断是否一致;
9.若当前吊具的运行速度与第一预设速度一致,以及板链的运行速度与第二预设速度一致,则控制当前吊具及板链上的承载物执行车辆组装。
10.本发明中的吊具随行板链组装车辆方法,通过在环形轨道上设置多个行走的吊具,在环形轨道上设置板链,吊具和板链上分别设置车辆安装所需的承载物,当吊具达到组装区域时,判断吊具的运行速度和板链的运行速度是否和预设速度一致,若一致,则自动进行组装,以此达到自动化控制车辆组装的目的,且吊具和板链在同步运行过程中可同时完成车辆组装,节省了车辆组装时间,从而提高了车辆组装效率。
11.进一步的,将当前吊具的运行速度与第一预设速度,以及将板链的运行速度与第二预设速度进行比对,判断是否一致的步骤后还包括:
12.若当前吊具的运行速度与第一预设速度不一致,或板链的运行速度与第二预设速度不一致,则判断当前吊具的运行速度是否大于板链的运行速度;
13.若当前吊具的运行速度小于板链的运行速度,则将当前吊具的速度提高至第三预
设速度,第三预设速度大于第二预设速度。
14.进一步的,判断当前吊具的运行速度是否大于板链的运行速度的步骤后还包括:
15.若当前吊具的运行速度大于板链的运行速度,则将当前吊具的速度降低至第四预设速度,第四预设速度小于第二预设速度。
16.进一步的,若当前吊具到达环形轨道的组装区域的步骤后还包括:
17.获取当前吊具与板链之间的实际高度,判断实际高度是否大于预设高度;
18.若实际高度大于预设高度,则控制当前吊具执行下降动作,以使当前吊具与板链之间的实际高度达到预设高度。
19.进一步的,环形轨道上设有多个连续不间断的环形条码,吊具上设有读码器,方法还包括:
20.根据吊具上的读码器读取环形轨道上的环形条码,根据读取的环形条码确定吊具在环形轨道上的位置。
21.进一步的,方法还包括:
22.根据每个吊具在环形轨道上的位置计算多个吊具之间的间距,判断间距是否大于预设间距,
23.若是,则调整多个吊具之间的运行速度,以使间距小于预设间距。
24.进一步的,若当前吊具的运行速度与第一预设速度一致,以及板链的运行速度与第二预设速度一致,则控制当前吊具及板链上的承载物执行车辆组装的步骤后还包括:
25.判断车辆是否组装完成,
26.若否,则控制当前吊具以及板链停止前进,控制吊具执行下降动作,并进行车辆组装。
27.本发明另一方面提供一种吊具随行板链组装车辆系统,系统包括:
28.运行模块,获取吊具随行请求,根据车辆随行组装请求控制吊具及板链进入运行状态;
29.判断模块,用于判断当前吊具是否到达环形轨道的组装区域;
30.第一执行模块,用于若当前吊具到达环形轨道的组装区域,则获取当前吊具的运行速度及板链的运行速度,将当前吊具的运行速度与第一预设速度,以及将板链的运行速度与第二预设速度进行比对,判断是否一致;
31.车辆组装模块,用于若当前吊具的运行速度与第一预设速度一致,以及板链的运行速度与第二预设速度一致,则控制当前吊具及板链上的承载物执行车辆组装。
32.本发明另一方面提供一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如上述的吊具随行板链组装车辆方法。
33.本发明另一方面还提供一种数据处理设备,包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,处理器执行程序时实现如上述的吊具随行板链组装车辆方法。
附图说明
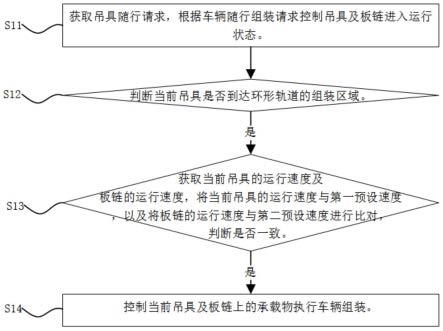
34.图1为本发明第一实施例中吊具随行板链组装车辆方法流程图;
35.图2为本发明第二实施例中吊具随行板链组装车辆方法流程图;
36.图3为本发明第三实施例中吊具随行板链组装车辆系统框图;
37.图4为本发明实施例中吊具随行承载板链系统的结构示意图。
38.图5为本发明实施例中单个吊具的结构示意图。
39.图6为本发明实施例中板链结构示意图。
40.主要结构符号说明:
41.行走电机1吊具a摩擦轮2轨道b环形滑触线3读码头4机械升降结构5行程开关9支撑架8电器柜6组装车辆工位c承载物y板链d
ꢀꢀ
42.如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
43.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
44.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
45.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
46.在本发明实施中的吊具随行板链组装车辆方法应用于一吊具随行板链组装系统,如图4-6所示,该系统包括吊具a、环形轨道b和板链d,吊具a在环形轨道上运行,板链d位于环形轨道b的上方,
47.吊具包括行走电机1及摩擦轮2,行走电机1带动摩擦轮2,借助摩擦轮2与轨道b的摩擦力作用使得吊具行走在环形轨道b上;环形轨道上安装环形滑触线3,环形滑触线3用于承载吊具a等所有电器设施的电源输入,环形滑触线3至少设有四根。
48.吊具a上还安装读码器4,环形轨道b安装环形的连续不间断的环形条码,每个条码对应为环形轨道上不同的位置。读码器4正面朝向环形轨道b,用于扫描环形轨道b上的环形条码,读码器4扫描读取数据并得到吊具a在环形轨道上的位置。
49.吊具a升降部位安装剪刀叉式的机械升降结构5,剪刀叉式的机械升降结构5下面连接下框体y,下框体用于固定车辆实物的承载物y,例如车架。板链d上安装支撑架8,支撑架8表面用聚氨酯固定,再螺接于板链d上。承载物y放置板链d的支撑面上,固定承载物从而不易松动及摇晃,板链上放置的承载物包括车辆的各部位零件。板链d在组装车辆工位c安
装行程开关9,行程开关9信号接入编程逻辑控制器中;所述承载吊具a安装电器柜6,电器柜6除了安装空开及接触器及继电器,还安装变频器,变频器用于对承载吊具上的行走电机1进行变频处理,行走电机1的变频范围为0~50hz内。
50.本发明实施例中的吊具随行板链组装系统将多套plc(1756及1769)组网,采用ethernet/ip协议及工业级无线路由以及无线遥控,运用rslogix5000修改梯形图程序,factorytalk view studio修改触摸屏画面,实现汽车生产线ems吊具在无线网络下智能联动,解决瓶颈,节能增效,节省板链停线组装问题。
51.实施例一
52.请参阅图1,所示为本发明第一实施例中的吊具随行板链组装车辆方法,包括步骤s11-s14。
53.s11、获取吊具随行请求,根据车辆随行组装请求控制吊具及板链进入运行状态。
54.按下系统的行程开关,系统进行组装过程,吊具和板链进入运行状态,多个吊具开始在环形轨道上进行运行,板链与吊具分别按照对应预设的运行速度前进,并实时监控板链和每个吊具的运行速度,通过板链上电机和每个吊具上的电机控制板链和吊具按照设定的速度运行。
55.其中吊具在环形轨道的组装区域的运行速度由快速到慢速,再到停止动作。所有吊具之间保持相互之间的碰撞距离,保证两个承载吊具不会被相互碰撞;组装区域指板链下方进行组装的区域。
56.可以理解的,根据吊具上的读码器读取环形轨道上的环形条码,根据吊具读取的环形条码确定吊具在环形轨道上的位置。根据每个吊具在环形轨道上的位置计算吊具之间的多个间距,判断每个间距是否大于预设间距,若是,则吊具之间存在碰撞风险,相应的调整间距较小的吊具的运行速度,以使间距小于预设间距。
57.可选的,当吊具之间的距离小于预设间距,则将降低后一个吊具的运行速度,当距离大于预设间距后,再将运行速度调整至第一预设速度。
58.s12、判断当前吊具是否到达环形轨道的组装区域。
59.若当前吊具到达环形轨道的组装区域,则执行步骤s13。
60.吊具在环形轨道上运行后,判断当前吊具是否达到环形轨道的组装区域,其中组装区域为车辆进行组装的区域,环形轨道与板链平行重合的区域为组装区域。
61.s13、获取当前吊具的运行速度及板链的运行速度,将当前吊具的运行速度与第一预设速度,以及将板链的运行速度与第二预设速度进行比对,判断是否一致。
62.若当前吊具的运行速度与第一预设速度一致,以及板链的运行速度与第二预设速度一致,则执行步骤s14。
63.s14、控制当前吊具及板链上的承载物执行车辆组装。
64.在本实施例中,吊具与板链在运行过程中,吊具的速度略小于板链的速度,根据不同的组装要求,可自动调节板链和吊具的运行速度。在组装时,需要根据预设的吊具运行速度和板链速度进行组装,使得组装过程安全可靠。若组装过程中板链速度和吊具的运行速度与预设速度存在差异,板链上的承载物和吊具下方的承载物将无法精准匹配,造成组装过程存在误差。
65.当吊具达到组装区域时,获取板链下方当前吊具的运行速度和板链的运行速度,
判断吊具的运行速度和第一预设速度是否一致,以及判断板链的运行速度与第二预设速度是否一致。第一预设速度对应为吊具的组装速度,第二预设速度为板链的组装速度,在本实施例中,第一预设速度小于第二预设速度,即控制吊具的运行速度低于板链的运行速度,以方便吊具在运行过程中,对吊具上的承载物进行其他组装操作。
66.当判断到当前吊具与板链的运行速度均与预设速度一致时,则操作随行遥控器,执行吊具的承载物进行下降动作,使得吊具撒花姑娘的承载物下降至与板链上的承载物的高度能够合理匹配安装,并在下降的同时控制当前吊具下降的承载物与承载板链上的承载物在组装工位完成组装,当车辆完成组装后则停止当前吊具的下降动作,并将吊具上的承载物上升至初始高度,继续在环形轨道上运行。
67.综上,本发明上述实施例当中的吊具随行板链组装车辆方法,通过在环形轨道上设置多个行走的吊具,在环形轨道上设置板链,吊具和板链上分别设置车辆安装所需的承载物,当吊具达到组装区域时,判断吊具的运行速度和板链的运行速度是否和预设速度一致,若一致,则自动进行组装,以此达到自动化控制车辆组装的目的,且吊具和板链在同步运行过程中可同时完成车辆组装,节省了车辆组装时间,从而提高了车辆组装效率。
68.实施例二
69.请参阅图2,所示为本发明第二实施例中的吊具随行板链组装车辆方法,包括步骤s21-s29。
70.s21、获取吊具随行请求,根据车辆随行组装请求控制吊具及板链进入运行状态。
71.按下系统开关,系统开始进行车辆组装过程,吊具和板链进入随行状态,也可自行关闭开关,停止吊具随行。吊具和板链进入随行状态,多个吊具开始在环形轨道上进行运行,机和每个吊具上板链与吊具分别按照对应预设的运行速度前进,并实时监控板链和每个吊具的运行速度,通过板链上电的电机控制板链和吊具按照设定的速度运行。
72.其中吊具在环形轨道的组装区域的运行速度由快速到慢速,再到停止动作。所有吊具之间保持相互之间的碰撞距离,保证两个承载吊具不会被相互碰撞;组装区域指板链下方进行组装的区域。
73.可以理解的,根据吊具上的读码器读取环形轨道上的环形条码,根据吊具读取的环形条码确定吊具在环形轨道上的位置。根据每个吊具在环形轨道上的位置计算吊具之间的多个间距,判断每个间距是否大于预设间距,若是,则吊具之间存在碰撞风险,相应的调整间距较小的吊具的运行速度,以使间距小于预设间距。
74.s22、判断当前吊具是否到达环形轨道的组装区域。
75.若当前吊具到达环形轨道的组装区域,则执行步骤s23。
76.吊具在环形轨道上运行后,判断当前吊具是否达到环形轨道的组装区域,其中组装区域为车辆进行组装的区域,环形轨道与板链平行重合的区域为组装区域。
77.s23、获取当前吊具的运行速度及板链的运行速度,将当前吊具的运行速度与第一预设速度,以及将板链的运行速度与第二预设速度进行比对,判断是否一致。
78.若当前吊具的运行速度与第一预设速度一致,以及板链的运行速度与第二预设速度一致,则执行步骤s24。
79.若当前吊具的运行速度与第一预设速度不一致,或板链的运行速度与第二预设速度不一致,则执行步骤s25。
80.s24、控制当前吊具及板链上的承载物执行车辆组装。
81.在本实施例中,吊具与板链在运行过程中,吊具的速度略小于板链的速度,根据不同的组装要求,可自动调节板链和吊具的运行速度。在组装时,需要根据预设的吊具运行速度和板链速度进行组装,使得组装过程安全可靠。若组装过程中板链速度和吊具的运行速度与预设速度存在差异,板链上的承载物和吊具下方的承载物将无法精准匹配,造成组装过程存在误差。
82.当吊具达到组装区域时,获取板链下方当前吊具的运行速度和板链的运行速度,判断吊具的运行速度和第一预设速度是否一致,以及判断板链的运行速度与第二预设速度是否一致。第一预设速度对应为吊具的组装速度,第二预设速度为板链的组装速度,在本实施例中,第一预设速度小于第二预设速度,即控制吊具的运行速度低于板链的运行速度,以方便吊具在运行过程中,对吊具上的承载物进行其他组装操作。
83.当判断到当前吊具与板链的运行速度均与预设速度一致时,则操作随行遥控器,执行吊具的承载物进行下降动作,使得吊具撒花姑娘的承载物下降至与板链上的承载物的高度能够合理匹配安装,并在下降的同时控制当前吊具下降的承载物与承载板链上的承载物在组装工位完成组装,当车辆完成组装后则停止当前吊具的下降动作,并将吊具上的承载物上升至初始高度,继续在环形轨道上运行。
84.s25、判断当前吊具的运行速度是否大于板链的运行速度。
85.若当前吊具的运行速度小于板链的运行速度,则执行步骤s26。
86.若当前吊具的运行速度大于板链的运行速度,则执行步骤s27。
87.s26、将当前吊具的速度提高至第三预设速度,第三预设速度大于第二预设速度。
88.当吊具在环形轨道上运行时,根据操作需求可能会对吊具的运行速度进行调整。当当前吊具达到组装区域时,吊具上的车架将于板链上的承载物进行组装。判断当前吊具的运行速度是否大于板链的运行速度,若当前吊具的速度小于板链的运行速度,则将保持板链的运行速度不变,并将当前吊具的运行速度提高至第三预设速度,该第三预设速度大于第二速度,即将当前吊具的运行速度调节至低于板链的运行速度,使得吊具的运行速度追赶上板链的运行速度。当吊具在追赶板链的过程中,当前吊具上的承载物同时执行下降动作,并同时进行车辆组装工序,直至当前吊具在组装区域完成了车辆的组装工序,将当前吊具的运行速度调回至第一预设速度,并将吊具上的承载物上升至初始高度,继续在环形轨道上运行。
89.s27、将当前吊具的速度降低至第四预设速度,第四预设速度小于第二预设速度。
90.当当前吊具的运行速度大于板链的运行速度时,则将当前吊具的运行速度进一步降低至第四预设速度,该第四预设速度低于第二预设速度,使得当前吊具的运行速度低于板链的运行速度,当吊具在组装区域运行时,板链上的承载物将逐渐追赶上当前吊具上的承载物。同时,当当前吊具在降低运行速度的同时对吊具上的承载物执行下降动作,使得当前吊具上的承载物降低至于板链上的承载物进行组装的所需高度,并同时进行车辆组装工序,在组装完成后,将当前吊具的运行速度调回至第一预设速度,并将吊具上的承载物上升至初始高度,继续在环形轨道上运行。
91.s28、判断车辆是否组装完成。
92.若否,则执行步骤s29。
93.s29、控制当前吊具以及板链停止前进,控制吊具执行下降动作,并进行车辆组装。
94.当当前吊具运行至距离组装区域终点的预设距离时,判断当前吊具上的承载物与板链上的承载物是否完成车辆组装,若车辆在当前位置上未完成车辆组装,则控制当前吊具与板链停止运行,并控制当前吊具执行下降动作,继续进行车辆组装。在组装完成后,将当前吊具的运行速度调回至第一预设速度,并将吊具上的承载物上升至初始高度,继续在环形轨道上运行。
95.综上,本发明上述实施例当中的吊具随行板链组装车辆方法,通过在环形轨道上设置多个行走的吊具,在环形轨道上设置板链,吊具和板链上分别设置车辆安装所需的承载物,当吊具达到组装区域时,判断吊具的运行速度和板链的运行速度是否和预设速度一致,若一致,则自动进行组装,以此达到自动化控制车辆组装的目的,且吊具和板链在同步运行过程中可同时完成车辆组装,节省了车辆组装时间,从而提高了车辆组装效率。
96.实施例三
97.本发明实施例中提供一种吊具随行板链组装车辆系统,请参阅图3,所示本实施例中的吊具随行板链组装车辆方法系统,系统包括:
98.运行模块,获取吊具随行请求,根据所述车辆随行组装请求控制所述吊具及板链进入运行状态;
99.判断模块,用于判断当前吊具是否到达所述环形轨道的组装区域;
100.第一执行模块,用于若所述当前吊具到达所述环形轨道的组装区域,则获取所述当前吊具的运行速度及所述板链的运行速度,将所述当前吊具的运行速度与第一预设速度,以及将所述板链的运行速度与第二预设速度进行比对,判断是否一致;
101.车辆组装模块,用于若所述当前吊具的运行速度与所述第一预设速度一致,以及所述板链的运行速度与所述第二预设速度一致,则控制所述当前吊具及所述板链上的承载物执行车辆组装。
102.进一步的,在一些其他可选实施例中,所述系统包括:
103.第二判断模块,用于若所述当前吊具的运行速度与所述第一预设速度不一致,或所述板链的运行速度与所述第二预设速度不一致,则判断所述当前吊具的运行速度是否大于所述板链的运行速度;
104.吊具速度第一调整模块,用于若所述当前吊具的运行速度小于所述板链的运行速度,则将所述当前吊具的速度提高至第三预设速度,所述第三预设速度大于所述第二预设速度。
105.进一步的,在一些其他可选实施例中,所述系统包括:
106.吊具速度第二调整模块,用于若所述当前吊具的运行速度大于所述板链的运行速度,则将所述当前吊具的速度降低至第四预设速度,所述第四预设速度小于所述第二预设速度。
107.进一步的,在一些其他可选实施例中,所述系统包括:
108.高度调整模块,用于获取所述当前吊具与所述板链之间的实际高度,判断所述实际高度是否大于预设高度;
109.若所述实际高度大于所述预设高度,则控制所述当前吊具执行下降动作,以使所述当前吊具与所述板链之间的实际高度达到预设高度。
110.进一步的,在一些其他可选实施例中,所述系统包括:
111.吊具位置获取模块,用于根据所述吊具上的读码器读取所述环形轨道上的环形条码,根据读取的环形条码确定所述吊具在所述环形轨道上的位置。
112.进一步的,在一些其他可选实施例中,所述系统包括:
113.吊具间距控制模块,用于根据每个所述吊具在所述环形轨道上的位置计算多个吊具之间的间距,判断所述间距是否大于预设间距,
114.若是,则调整多个所述吊具之间的运行速度,以使所述间距小于预设间距。
115.进一步的,在一些其他可选实施例中,所述系统包括:
116.组装工序判断模块,用于判断车辆是否组装完成,
117.若车辆未组装完成,则控制所述当前吊具以及所述板链停止前进,控制所述吊具执行下降动作,并进行车辆组装。
118.上述各模块、单元被执行时所实现的功能或操作步骤与上述方法实施例大体相同,在此不再赘述。
119.综上,本发明上述实施例当中的吊具随行板链组装车辆系统,通过在环形轨道上设置多个行走的吊具,在环形轨道上设置板链,吊具和板链上分别设置车辆安装所需的承载物,当吊具达到组装区域时,判断吊具的运行速度和板链的运行速度是否和预设速度一致,若一致,则自动进行组装,以此达到自动化控制车辆组装的目的,且吊具和板链在同步运行过程中可同时完成车辆组装,节省了车辆组装时间,从而提高了车辆组装效率。
120.本发明实施例还提出一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如上述实施例中的吊具随行板链组装车辆方法的步骤。
121.本发明的实施例还提出一种数据处理设备,包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,处理器执行程序时实现上述实施例中方法的步骤。
122.在流程图中表示或在此以其他方式描述的逻辑和/或步骤,例如,可以被认为是用于实现逻辑功能的可执行指令的定序列表,可以具体实现在任何计算机可读介质中,以供指令执行系统、装置或设备(如基于计算机的系统、包括处理器的系统或其他可以从指令执行系统、装置或设备取指令并执行指令的系统)使用,或结合这些指令执行系统、装置或设备而使用。就本说明书而言,“计算机可读介质”可以是任何可以包含、存储、通信、传播或传输程序以供指令执行系统、装置或设备或结合这些指令执行系统、装置或设备而使用的装置。
123.计算机可读介质的更具体的示例(非穷尽性列表)包括以下:具有一个或多个布线的电连接部(电子装置),便携式计算机盘盒(磁装置),随机存取存储器(ram),只读存储器(rom),可擦除可编辑只读存储器(eprom或闪速存储器),光纤装置,以及便携式光盘只读存储器(cdrom)。另外,计算机可读介质甚至可以是可在其上打印程序的纸或其他合适的介质,因为可以例如通过对纸或其他介质进行光学扫描,接着进行编辑、解译或必要时以其他合适方式进行处理来以电子方式获得程序,然后将其存储在计算机存储器中。
124.应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行系统执行的软件或固件来实现。例如,如果用硬件来实现,和在另一实施方式中一样,可用本领域公知的下
列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
125.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
126.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1