一种用于封装有奶酪棒的易撕口包装袋的装箱方法与流程
1.本发明涉及装箱打包技术领域,特别是一种用于封装有奶酪棒的易撕口包装袋的装箱方法。
背景技术:
2.现在的食物产品通常采用两层包装,首先是将产品包起来,形成真空包裹或者普通的包裹以隔离环境中的灰尘、细菌,保护产品不变质等。然后再是一个单独的包装袋用来装被保护包裹的产品。该包装袋上设计有对产品的介绍、和公司logo、宣传画等形象设计,该包装袋能够起到对产品进一步保护和提升产品质感品质的作用。
3.通常,该包装袋为易撕口包装袋,易撕口包装袋内装入有自由放置的产品,所述易撕口包装袋的底部呈梭形,使底部呈中间宽、两边窄的形状,且所述易撕口包装袋的封口处扁平,封口处为易撕口包装袋的开口所在,该开口处通常是采用拉条快封或者是拉条加热封结构,加之从底部延伸到封口形成的袋身便构成了容纳空间。
4.对于产品,特别是一种奶酪棒,奶酪棒在常温下保质期较短。现有的奶酪棒通常采用自封型易撕口包装袋来包装,方便在部分使用后能够再次形成快速密封以放到冰箱进行冷藏。
5.同时,厂家对生产的易撕口包装袋需要装箱以方便入库和发货。
6.由于奶酪棒存在易化和易变性的特点,如果奶酪棒在搬运或者存放过程中因为挤压或者磕碰而导致奶酪棒严重缺损或变形的话,会导致奶酪棒更容易融化,还会导致奶酪与包装袋内发生粘连或者糊化。
7.鉴于上述情况下,我们专门研发了一种对易撕口包装袋进行装箱的高效率工作方法。
技术实现要素:
8.本发明的目的在于:鉴于背景技术之缘由,提出了一种用于封装有奶酪棒的易撕口包装袋的装箱方法,用于将易撕口包装袋装入箱体,能够实现自动化作业,提高工作效率。
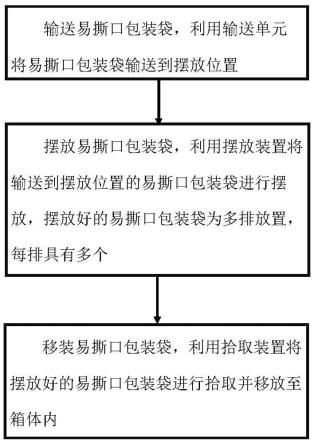
9.为了实现上述目的,本发明采用了如下技术方案:一种用于封装有奶酪棒的易撕口包装袋的装箱方法,用于将封装有奶酪棒的易撕口包装袋装入箱体内;所述易撕口包装袋的底部呈梭形,且所述易撕口包装袋的封口处扁平;步骤包括:输送易撕口包装袋,利用输送单元将易撕口包装袋输送到摆放位置;摆放易撕口包装袋,利用摆放装置将输送到摆放位置的易撕口包装袋进行摆放,摆放好的易撕口包装袋为多排放置,每排具有多个;移装易撕口包装袋,利用拾取装置将摆放好的易撕口包装袋进行拾取并移放至箱体内;
所述拾取装置每次能够拾取多排易撕口包装袋,拾取易撕口包装袋后使奶酪棒滑落到底部位置;然后将多排易撕口包装袋相互靠拢而使位于后排的易撕口包装袋的封口方向侧位于易撕口包装袋的底部方向侧的上方;然后再将易撕口包装袋放入箱体。
10.进一步地,进行摆放易撕口包装袋时,摆放好的易撕口包装袋每排均呈一侧高一侧低地倾斜状态,每个所述易撕口包装袋的倾斜方向相同,且相邻的两列易撕口包装袋的其中一列的高侧处于另一列的低侧上方。
11.进一步地,进行摆放易撕口包装袋时,所述摆放装置具有摆放支撑面,摆放支撑面上具有多块相互平行的支撑隔板,所述支撑隔板的长度方向与摆放支撑面平行,宽度方向垂直于摆放支撑面;将易撕口包装袋在垂直于支撑隔板长度的方向上排列成行,每一行摆放的多个易撕口包装袋在每两个相邻支撑隔板之间分别放置一个,放好的易撕口包装袋平放于摆放支撑面,使易撕口包装袋的一侧抵靠在支撑隔板上,另一侧被相邻的另一块支撑隔板支撑以抬高,从而使易撕口包装袋倾斜;所述易撕口包装袋在每两个相邻支撑隔板之间沿支撑隔板长度方向排列成列。
12.进一步地,所述摆放装置包括第一输送机,所述第一输送机具有第一架体和第一输送带,所述第一输送带的上侧输送面形成摆放支撑面,所述支撑隔板的长度方向沿第一输送机的输送方向布置,且所述支撑隔板的两端分别固定第一架体上,所述支撑隔板的下侧靠近第一输送带的上侧输送面设置;进行摆放易撕口包装袋时,通过所述第一输送带转动以将摆放好的易撕口包装袋向第一输送机的输送末端方向输送;同时在第一输送机的输送前端方向继续摆放易撕口包装袋;所述拾取装置从第一输送机的输送末端方向拾取摆放好的易撕口包装袋。
13.进一步地,所述第一输送带的输送面上环绕设置有若干间隔板,所述间隔板垂直固定在第一输送带的输送面上;所述间隔板在第一输送带宽度方向上排列成行,且所述第一输送带宽度方向上的间隔板与各相邻两个支撑隔板之间的间隔相对应,使所述间隔板随第一输送带活动过程中能够从两个支撑隔板之间的间隔中经过;所述间隔板在第一输送带上相邻两行之间间距相同;进行摆放易撕口包装袋时,所述易撕口包装袋摆放于第一输送带输送方向上的两个间隔板之间。
14.进一步地,相邻两行间隔板之间间距大于易撕口包装袋的长度。
15.进一步地,进行移装易撕口包装袋时,还包括利用第二输送机将用于装放易撕口包装袋的箱体自动输送至摆放装置附近,所述箱体用于装放摆放好的易撕口包装袋。
16.进一步地,完成移装易撕口包装袋后,所述第二输送机能够将装有易撕口包装袋的箱体继续输送至远离摆放装置。
17.进一步地,所述输送单元包括第三输送机、第四输送机和第五输送机,所述第三输送机、第四输送机和第五输送机依次排列对接;进行输送易撕口包装袋时,所述易撕口包装袋逐一放入第三输送机,经第三输送机输送后进入第四输送机,经第四输送机输送后进入第五输送机,经第五输送机输送后进入摆放装置进行摆放易撕口包装袋;所述第三输送机输送速度小于第四输送机输送速度,所述第四输送机输送速度小
于第五输送机输送速度;所述第五输送机的输送末端与第一输送机输送前端相邻,且所述第一输送机能够承接从第五输送机的输送末端掉落的易撕口包装袋。
18.进一步地,第五输送机上设置有路径引导装置;进行摆放易撕口包装袋时,通过路径引导装置对第五输送机中的易撕口包装袋进行引导,约束所述易撕口包装袋进入第五输送机时易撕口包装袋相对于第五输送机宽度方向上的位置。
19.进一步地,所述第五输送机具有第五机架和第五输送带;所述路径引导装置包括两块相对设置的柔性导板,两块所述柔性导板的一端通过与第五机架固定连接的第一连接架固定于第五输送机的输送起始端,两块所述柔性导板的另一端通过与第五机架固定连接的第二连接架设置于第五输送机的输送末端,所述第二连接架上设置有可以在第五输送机宽度方向上来回移动的安装架,两块所述柔性导板的远离第一连接架方向端设置在安装架上,两块所述柔性导板位于第五输送带上侧,且所述柔性导板下侧靠近第五输送带上侧设置,所述第一连接架上还设置有用于将第四输送机输送末端的易撕口包装袋引入两块所述柔性导板之间的引导机构。
20.进一步地,进行摆放易撕口包装袋时,所述第一输送带首先处于静止状态,通过安装架移动以控制两个所述柔性导板的近安装架方向端与支撑隔板相对,从而将离开第五输送机的易撕口包装袋引导并摆放在摆放支撑面上的相邻支撑隔板之间;通过安装架移动以控制易撕口包装袋摆放成行;一行摆放好后,所述第一输送带朝输送方向移动一行易撕口包装袋的摆放位置以摆放第二行,如此以使易撕口包装袋摆放成列。
21.进一步地,所述引导机构包括固定在第一连接架的第一导板和第二导板,所述第一导板和第二导板的一端分别与两块所述柔性导板的端部连接,所述第一导板和第二导板的另一端互呈喇叭状向外延伸至第四输送机输送末端的第四输送带两侧位置。
22.进一步地,所述第五输送机的第五输送带的宽度不低于第一输送机的第一输送带的宽度。
23.进一步地,所述柔性导板为橡胶材质,且所述柔性导板的长度大于第一连接架与安装架之间的距离以保证柔性导板的连接安装架方向端能够随安装架活动,所述柔性导板与第一连接架连接方向端设置有固定贴附柔性导板的第一段刚性板,所述柔性导板与安装架连接方向端设置有固定贴附柔性导板的第二段刚性板,所述第一段刚性板与第二段刚性板之间设置有固定贴附柔性导板的第三段刚性板。
24.进一步地,所述拾取装置包括法兰架,所述法兰架上可滑动地设置有两个拾取支架,两个所述拾取支架上分别设置有排列布置的多组拾取吸盘,每组拾取吸盘包括两个拾取吸盘,且该两个拾取吸盘一高一低地设置,且所述法兰架上设置有驱动装置控制拾取支架滑动;进行移装易撕口包装袋时,还包括利用移送装置连接法兰架以控制拾取装置在摆放装置与箱体之间来回移动。
25.进一步地,进行移装易撕口包装袋时,每组拾取吸盘用于吸取一个易撕口包装袋,每组拾取吸盘中一高一低设置的两个拾取吸盘与易撕口包装袋一侧高一侧低的倾斜状态
509;第二输送机-60;箱体-70。
具体实施方式
33.下面结合附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
34.参阅图1-10,本发明公开了一种用于封装有奶酪棒的易撕口包装袋10的装箱方法,用于将封装有奶酪棒的易撕口包装袋10装入箱体70内;如图2所示,易撕口包装袋10的底部101呈梭形,使底部101呈中间宽、两边窄的形状,且所述易撕口包装袋10的封口102处扁平,封口102处为易撕口包装袋10的开口所在,该开口处通常是采用拉条快封或者是拉条加热封结构,加之从底部101延伸到封口102形成的袋身103便构成了容纳空间,奶酪棒自由放置在该容纳空间内。
35.步骤包括:输送易撕口包装袋,利用输送单元20将易撕口包装袋10输送到摆放位置;摆放易撕口包装袋10,利用摆放装置30将输送到摆放位置的易撕口包装袋10进行摆放,摆放好的易撕口包装袋10为多排放置,每排具有多个;移装易撕口包装袋10,利用拾取装置40将摆放好的易撕口包装袋10进行拾取并移放至箱体70内;所述拾取装置40每次能够拾取多排易撕口包装袋10,拾取易撕口包装袋10后使奶酪棒滑落到底部101位置;然后将多排易撕口包装袋10相互靠拢而使位于后排的易撕口包装袋10的封口102方向侧位于易撕口包装袋10的底部101方向侧的上方;然后再将易撕口包装袋10放入箱体70。
36.通过拾取装置40每次拾取多排易撕口包装袋10,这样一次拾取便能够在箱体70内铺放一层。同时使位于后排的易撕口包装袋10的封口102方向侧位于易撕口包装袋10的底部101方向侧的上方后,铺放在箱体70内的易撕口包装袋10的具有奶酪棒的底部101处于空置的封口102方向侧相互交错,从而节省了容纳空间,同时,由于易撕口包装袋10之间交错放置,使不同奶酪棒均能够相互抵靠地整齐码放在一起,既能够防止不同包装袋之间间隙过大导致奶酪棒在搬运过程中晃动而使奶酪棒缺损,又能够防止奶酪棒之间由于杂乱堆放而相互桥搭,导致在堆放过程中被压变形。
37.由上可知,本发明的用于封装有奶酪棒的易撕口包装袋10的装箱方法能够实现易撕口包装袋10装箱的自动化作业,除效率高、节省劳动力,降低人工劳动强度之外,还能够节省装箱的箱体空间。通过对箱体空间的合理应用使常规的一般箱体能够容纳更多的易撕口包装袋10。
38.本公开实施例中,如图1所示,一种用于封装有奶酪棒的易撕口包装袋10的装箱方法,用于将封装有奶酪棒的易撕口包装袋10装入箱体70内;所述易撕口包装袋10的底部101呈梭形,且所述易撕口包装袋10的封口102处扁平;步骤包括:输送易撕口包装袋,利用输送单元20将易撕口包装袋10输送到摆放位置;摆放易撕口包装袋10,利用摆放装置30将输送到摆放位置的易撕口包装袋10进行摆放,摆放好的易撕口包装袋10为多排放置,每排具有多个;移装易撕口包装袋10,利用拾取装置40将摆放好的易撕口包装袋10进行拾取并移放至箱体70内;
所述拾取装置40每次能够拾取多排易撕口包装袋10,拾取易撕口包装袋10后使奶酪棒滑落到底部101位置;然后将多排易撕口包装袋10相互靠拢而使位于后排的易撕口包装袋10的封口102方向侧位于易撕口包装袋10的底部101方向侧的上方;然后再将易撕口包装袋10放入箱体70;实现铺设在箱体70内的易撕口包装袋10的封口102方向侧覆盖在底部101方向侧的上方的形式交错放置。
39.本公开实施例中,如图8所示,进行摆放易撕口包装袋10时,摆放好的易撕口包装袋10每排均呈一侧高一侧低地倾斜状态,每个所述易撕口包装袋10的倾斜方向相同,且相邻的两列易撕口包装袋10的其中一列的高侧处于另一列的低侧上方。如此可以使拾取装置40拾取并放置在箱体70内的易撕口包装袋10除了前后交错(封口102方向侧覆盖在底部101方向侧)之外,同时还实现左右交错(倾斜的易撕口包装袋10的“高侧”在箱体内放平后会覆压在易撕口包装袋10的“低侧”上)。
40.本公开实施例中,如图3和图8所示,进行摆放易撕口包装袋时,所述摆放装置30具有摆放支撑面301,摆放支撑面301上具有多块相互平行的支撑隔板302,所述支撑隔板302的长度方向与摆放支撑面301平行,宽度方向垂直于摆放支撑面301;将易撕口包装袋10在垂直于支撑隔板302长度的方向上排列成行,每一行摆放的多个易撕口包装袋10在每两个相邻支撑隔板302之间分别放置一个,放好的易撕口包装袋10平放于摆放支撑面301,使易撕口包装袋10的一侧抵靠在支撑隔板302上,另一侧被相邻的另一块支撑隔板302支撑以抬高,从而使袋身103倾斜(即易撕口包装袋10倾斜);所述易撕口包装袋10在每两个相邻支撑隔板302之间沿支撑隔板302长度方向排列成列。由此具体实现了易撕口包装袋10倾斜的倾斜排放,并且在易撕口包装袋10放平后能够左右交错。
41.本公开实施例中,参阅图8,所述摆放装置30包括第一输送机303,所述第一输送机303具有第一架体304和第一输送带305,所述第一输送带305的上侧输送面形成摆放支撑面301,所述支撑隔板302的长度方向沿第一输送机303的输送方向布置,且所述支撑隔板302的两端分别固定第一架体304上,所述支撑隔板302的下侧靠近第一输送带305的上侧输送面设置;进行摆放易撕口包装袋时,通过所述第一输送带305转动以将摆放好的易撕口包装袋10向第一输送机303的输送末端方向输送;同时在第一输送机303的输送前端方向继续摆放易撕口包装袋10;所述拾取装置40从第一输送机303的输送末端方向拾取摆放好的易撕口包装袋10。其中,第一输送带305的活动能够带动易撕口包装袋10向输送方向移动。
42.进一步地,所述第一输送带305的输送面上环绕设置有若干间隔板306,所述间隔板306垂直固定在第一输送带305的输送面上;所述间隔板306在第一输送带305宽度方向上排列成行,且所述第一输送带305宽度方向上的间隔板306与各相邻两个支撑隔板302之间的间隔相对应,使所述间隔板306随第一输送带305活动过程中能够从两个支撑隔板302之间的间隔中经过;所述间隔板306在第一输送带305上相邻两行之间间距相同;进行摆放易撕口包装袋10时,所述易撕口包装袋10摆放于第一输送带305输送方向上的两个间隔板306之间。从而在配合支撑隔板302的情况下,所述隔板306能够对每个易撕口包装袋10实现精准的位置定位和摆放姿态控制。
43.其中,相邻两行所述间隔板306之间间距大于易撕口包装袋10的长度。这样在后续进入第一输送机303的易撕口包装袋10才不会压到已经摆放的易撕口包装袋10的封口之上。
44.一些实施例中,所述第一输送机303的输送末端设置有收集导槽307;在所述第一输送机303输送末端未被拾取装置40拾取或者被拾取失败的易撕口包装袋10随着第一输送带305的活动而离开第一输送带305时,所述易撕口包装袋10落入收集导槽307并被引导至第一输送机303外;所述收集导槽307固定设置在第一架体304上,且所述收集导槽307的上侧位置高度低于第一输送带305的下侧。
45.本公开实施例中,如图3和图4所示,进行移装易撕口包装袋时,还包括利用第二输送机60将用于装放易撕口包装袋10的箱体70自动输送至摆放装置30附近,所述箱体70用于装放摆放好的易撕口包装袋10。其中第二输送机60即可以是普通的皮带输送机,也可以是适合输送纸箱的非标专机,或者其他能够用于输送纸箱的输送设备。
46.进一步地,完成移装易撕口包装袋10后,所述第二输送机60能够将装有易撕口包装袋10的箱体70继续输送至远离摆放装置30。
47.本公开实施例中,如图3所示,所述输送单元20包括第三输送机201、第四输送机202和第五输送机203,所述第三输送机201、第四输送机202和第五输送机203依次排列对接;进行输送易撕口包装袋时,所述易撕口包装袋10逐一放入第三输送机201,经第三输送机201输送后进入第四输送机202,经第四输送机202输送后进入第五输送机203,经第五输送机203输送后进入摆放装置30进行摆放易撕口包装袋10;重要的是,所述第三输送机201输送速度小于第四输送机202输送速度,所述第四输送机202输送速度小于第五输送机203输送速度;其中,所述第五输送机203的输送末端与第一输送机303输送前端相邻,且所述第一输送机303能够承接从第五输送机203的输送末端掉落的易撕口包装袋10。通过对上述第三输送机201、第四输送机202和第五输送机203的速度控制,实现了所述易撕口包装袋10在输送过程中的间距越来越大,进而实现易撕口包装袋10在进入摆放装置30的时候不会相互发生干涉。同时,由于第五输送机203具有相对较大的输送速度,所以第五输送机203对易撕口包装袋10能够起到将易撕口包装袋10从第五输送机203的输送末端抛出的效果。这样更有利于控制易撕口包装袋10在支撑隔板302上的纵向位置,比如准确抛入前后相邻的两间隔板306之间。其横向位置通过路径引导装置50控制。
48.本公开实施例中,如图3和图5所示。第五输送机203上设置有路径引导装置50;进行摆放易撕口包装袋时,通过路径引导装置50对第五输送机203中的易撕口包装袋10进行引导,约束所述易撕口包装袋10进入第五输送机203时易撕口包装袋10相对于第五输送机203宽度方向上的位置。
49.具体地,所述第五输送机203具有第五机架204和第五输送带205;所述路径引导装置50包括两块相对设置的柔性导板501,两块所述柔性导板501的一端通过与第五机架204固定连接的第一连接架502固定于第五输送机203的输送起始端,两块所述柔性导板501的另一端通过与第五机架204固定连接的第二连接架503设置于第五输送机203的输送末端,所述第二连接架503上设置有可以在第五输送机203宽度方向上来回移动的安装架504,两块所述柔性导板501的远离第一连接架502方向端设置在安装架504上,两块所述柔性导板501位于第五输送带205上侧,且所述柔性导板501下侧靠近第五输送带205上侧设置,所述第一连接架502上还设置有用于将第四输送机202输送末端的易撕口包装袋10引入两块所述柔性导板501之间的引导机构。
50.其中,安装架504的移动可以由丝杠副机构来控制。但是我们为了更好的响应速
度,还可以利用有伺服控制电机带动同步带来回活动的放式控制安装架504的移动。其中,第二连接架503具有滑轨,其中安装架504利用滑块与滑轨进行移动配合。
51.在上述方案的基础上,进行摆放易撕口包装袋时,所述第一输送带305首先处于静止状态,通过安装架504移动以控制两个所述柔性导板501的近安装架504方向端与支撑隔板302相对,从而将离开第五输送机203的易撕口包装袋10引导并摆放在摆放支撑面301上的相邻支撑隔板302之间;通过安装架504移动以控制易撕口包装袋10摆放成行;一行摆放好后,所述第一输送带305朝输送方向移动一行易撕口包装袋10的摆放位置以摆放第二行,如此以使易撕口包装袋10摆放成列。
52.本公开实施例中,参阅图5,第四输送机202具有第四输送带。所述引导机构包括固定在第一连接架502的第一导板505和第二导板506,所述第一导板505和第二导板506的一端分别与两块所述柔性导板501的端部连接,所述第一导板505和第二导板506的另一端互呈喇叭状向外延伸至第四输送机202输送末端的第四输送带两侧位置。所述第一导板505和第二导板506能够对易撕口包装袋10进行引导,使其能够顺利进入第一导板505和第二导板506之间所形成的通道。
53.其中,所述第五输送机203的第五输送带205的宽度不低于第一输送机303的第一输送带305的宽度。这样才能够有效控制第一导板505和第二导板506之间所形成的通道在第五输送机203输送末端的活动范围,才能够利于实现排列位置的精准控制。配合实现支撑隔板302对易撕口包装袋10的位置和姿态控制。
54.本公开实施例中,如图5和图10所示,所述柔性导板501为橡胶材质,且所述柔性导板501的长度大于第一连接架502与安装架504之间的距离以保证柔性导板501的连接安装架504方向端能够随安装架504活动,所述柔性导板501与第一连接架502连接方向端设置有固定贴附柔性导板501的第一段刚性板507,所述柔性导板501与安装架504连接方向端设置有固定贴附柔性导板501的第二段刚性板508,所述第一段刚性板507与第二段刚性板508之间设置有固定贴附柔性导板501的第三段刚性板509。其中,较好的实施方式是第一段刚性板507与第三段刚性板509之间在柔性导板501上的间距是20cm左右,所述第二段刚性板508与第三段刚性板509之间在柔性导板501上的间距是10cm左右。其中三段刚性板的作用是防止柔性导板501在移动的过程中柔性导板501会随意弯曲变性,不会使第一导板505和第二导板506之间所形成的通道过于狭窄,从而确保两个柔性导板501之间具有能够有效地保持设计间距已提供易撕口包装袋10通过的通道。
55.本公开实施例中,如图6、图7和图9,所述拾取装置40包括法兰架401,所述法兰架401上可滑动地设置有两个拾取支架402,两个所述拾取支架402上分别设置有排列布置的多组拾取吸盘403,每组拾取吸盘403包括两个拾取吸盘403,且该两个拾取吸盘403一高一低地设置,且所述法兰架401上设置有驱动装置控制拾取支架402滑动;进行移装易撕口包装袋时,还包括利用移送装置404连接法兰架401以控制拾取装置40在摆放装置30与箱体70之间来回移动。
56.本公开实施例中,如图9所示,进行移装易撕口包装袋时,每组拾取吸盘403用于吸取一个易撕口包装袋10,每组拾取吸盘403中一高一低设置的两个拾取吸盘403与易撕口包装袋10一侧高一侧低的倾斜状态相对应,具体地,所述位置较高的一个拾取吸盘403吸取易撕口包装袋10的较高侧,所述位置较低的一个拾取吸盘403吸取易撕口包装袋10的较低侧。
图9中可以看出,每组拾取吸盘403中都是右侧的拾取吸盘403位置高于左侧拾取吸盘403位置。由此可以通过吸盘吸取易撕口包装袋10。
57.本公开实施例中,所述拾取吸盘403吸取易撕口包装袋10的靠近封口位置。
58.本公开实施例中,在所述拾取吸盘403吸取易撕口包装袋10的靠近封口位置的基础上,所述驱动装置包括可转动地设置在法兰架401上的摆臂405,所述摆臂405的两端分别铰接有连接杆406,且所述连接杆406分别铰接在不同拾取支架402上,所述法兰架401上还设置有伸缩装置407,所述伸缩装置407的伸缩端连接在其中一个拾取支架402上以通过伸缩装置407伸缩以控制拾取支架402滑动;进行移装易撕口包装袋时,在将易撕口包装袋10放入箱体70内之前,通过伸缩装置407控制拾取支架402滑动以驱使带动拾取吸盘403带动两行易撕口包装袋10相互靠近。因为拾取吸盘403吸取易撕口包装袋10的靠近封口位置,同时由于易撕口包装袋10的易撕口包装袋10具有柔性,所以易撕口包装袋10中的产品便会向靠近易撕口包装袋10的底部101滑动并使易撕口包装袋10的底部101方向端下垂,这个时候两个拾取支架402相互靠近便能够让后排易撕口包装袋10的前部与前排易撕口包装袋10的后部相互交错,由于产品在后部,而前部是空的,所以这样便节省了易撕口包装袋10空余部分在箱体70中的占位面积。起到摆放紧凑,节省空间的作用。
59.还有值得强调的是,所述图9中易撕口包装袋10的摆放方式,同样起到摆放紧凑,节省空间的作用。我们从图2可以看出,易撕口包装袋10宽度方向轮廓呈扁形,相邻两列易撕口包装袋10之间倾斜交错便很好地规避了易撕口包装袋10直接简单地平方而带来的易撕口包装袋10之间产生的不必要的间隙。
60.综上所述,本发明的用于封装有奶酪棒的易撕口包装袋的装箱方法,用于将易撕口包装袋10装入箱体70,不仅能够实现易撕口包装袋10装箱的自动化作业,除效率高、节省劳动力,降低人工劳动强度之外,还能够节省装箱的箱体空间。通过对箱体空间的合理应用使常规的一般箱体能够容纳更多的易撕口包装袋10。
61.本公开实施例中,所述移送装置404包括多关节工业机器人,所述多关节工业机器人的法兰与法兰架401固定连接。
62.在工作过程中,根据箱体大小和装箱需求的设计,摆放装置30排放的易撕口包装袋10每排可以摆放3个,而摆放的排数不少于2排。如果箱体70每层只能装2排,那么所述拾取装置40每次就拾取两排。在此情况下,所述法兰架401上设置的拾取支架402则设置为两个。因为在每个拾取支架402进设置一排吸盘组合,这样才能方便对每个易撕口包装袋10的位置进行调整。
63.再让两排易撕口包装袋10靠拢之前,所述拾取吸盘403吸取易撕口包装袋10的靠近封口位置,可以让移送装置404控制拾取装置40抖动一下或者倾斜一下,以让奶酪棒滑移到底部101位置。
64.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1