钢丝绳芯输送带带胚边部重压装置的制作方法
1.本实用新型涉及输送带生产设备技术领域,具体涉及一种钢丝绳芯输送带带胚边部重压装置。
背景技术:
2.钢丝绳芯输送带以钢绳芯衬垫覆盖橡胶制成的输送带作为带式输送机的牵引和运载构件;其具有拉伸强度大、抗冲击好、寿命长、使用伸长小、成槽性好、耐曲挠性好等特点,适用于长距离、大运程、高速度场合下输送物料,广泛应用于煤炭、矿山、港口、冶金、电力、化工等领域。
3.钢丝绳芯输送带在生产时,一般是先将钢丝绳与高粘合强度的芯胶组成带芯,然后将带芯和上、下覆盖层橡胶冷压成型贴合后形成输送带带胚,最后在硫化机上对输送带带胚进行硫化处理,即得到输送带成品。目前,带胚冷压成型一般是利用冷压成型设备,在常温下通过压辊产生的压力将带芯与上、下覆盖胶压合在一起,而由于冷压成型设备压力低,带芯与覆盖胶粘合度低、易分离,因此在将输送带带胚牵引移动至硫化机的过程中,带胚边部的覆盖胶与带芯容易裂开,出现脱层的现象,影响后续的硫化工作。
技术实现要素:
4.本技术的目的在于提供一种钢丝绳芯输送带带胚边部重压装置,用以克服现有技术中存在的上述问题。本技术的钢丝绳芯输送带带胚边部重压装置结构设计合理、操作简单方便、适用范围广;其通过设置相互配合使用的支撑辊和两个边部压辊,可以在钢丝绳芯输送带带胚移动的过程中对带胚的两侧边部施加压力,实现边部压紧,并通过设置调节机构来调整对输送带带胚的压力,压紧效果好。
5.本技术的技术方案:钢丝绳芯输送带带胚边部重压装置,包括机架;所述机架上设有支撑辊,所述支撑辊的辊轴与机架转动连接;所述机架的两侧分别设有一边部压辊;所述边部压辊位于所述支撑辊的上方,且边部压辊和支撑辊之间形成有可供输送带通过的输送通道;所述边部压辊上连接有调节机构,所述调节机构与机架固定连接,用于调节边部压辊与支撑辊之间的距离;所述边部压辊的辊轴与所述调节机构转动连接。
6.与现有技术相比,本技术的钢丝绳芯输送带带胚边部重压装置结构设计合理、操作简单方便、适合推广使用;其通过设置相互配合使用的支撑辊和两个边部压辊,可以在钢丝绳芯输送带带胚移动的过程中对带胚的两侧边部施加压力,实现边部压紧,有效避免了带胚在牵引移动过程中出现边部脱层的现象;通过设置调节机构来调节边部压辊和支撑辊之间的距离,从而能够调整对输送带带胚的压力,保证了压紧效果,而且还可以适应不同厚度的输送带带胚,适用范围广、实用性强。
7.作为优化,所述调节机构包括调节座、调节丝杆、调节螺母和固定块;所述边部压辊的辊轴与调节座转动连接;所述固定块固定于机架的顶部;所述调节丝杆的其中一端设有调节螺母,另一端穿过固定块,并与调节座固定连接,所述调节丝杆可相对固定块移动。
调节机构采用上述的构造,结构简单、易于装配、有利于控制成本,而且操作起来较为简单,只需要上下移动调节丝杆即可实现对边部压辊和支撑辊之间的距离的调节。进一步的,所述固定块的底部固定有螺纹套;所述固定块上设有可供调节丝杆穿过的通孔,所述螺纹套上设有与调节丝杆相配合的螺纹孔,所述通孔和螺纹孔同轴设置。进一步的,所述固定块的通孔上设有内螺纹。由于调节丝杆是与固定块滑动连接的,使用一段时间后,调节丝杆的表面很容易受到磨损,影响其使用寿命;当在通孔上设置内螺纹后,调节丝杆与内螺纹相配合,可以减少调节丝杆表面的磨损率,延长其使用寿命。
8.作为优化,所述调节座上固定有两根辅助杆;所述两根辅助杆对称分布于调节丝杆的两侧,并与固定块滑动连接。辅助杆的设计一方面可以保证调节丝杆与调节座之间的连接强度;另一方面可以对调节座的上下移动起到导向作用,防止调节座移动时位置产生偏移,使得边部压辊对输送带带胚边部施加的压力不均,影响压紧效果。
9.作为优化,所述调节座包括两个可拆连接的夹块,两个夹块的配合面对应设有多个凹槽,分别用于安装调节丝杆、辅助杆和边部压辊的辊轴。此时,调节机构的各个部件之间可拆连接,方便后期的维修和更换。
10.作为优化,所述调节丝杆上设有锁紧螺母,所述锁紧螺母位于所述调节螺母的上方。当边部压辊与支撑辊之间的距离调节完毕后,可以通过锁紧螺母对调节丝杆进行进一步锁紧,防止调节丝杆在工作过程中出现摇晃的情况。
11.作为优化,所述固定块与机架通过焊接固定。此时,固定块与机架之间连接可靠、刚性强度大、整体性好,使得在对边部压辊进行上下调节时,固定块不会出现松动掉落,安全系数高。
12.作为优化,所述支撑辊的两侧分别设有一个限位辊,所述限位辊固定于机架上。从而,在输送带带胚的移动过程中,可通过限位辊挡住其两侧边缘,防止带胚跑偏。
13.作为优化,所述机架包括设于两侧的竖杆和设于两竖杆之间的支撑横杆;所述竖杆的底部设有安装底座。此时,机架的结构简单,方便制造。
附图说明
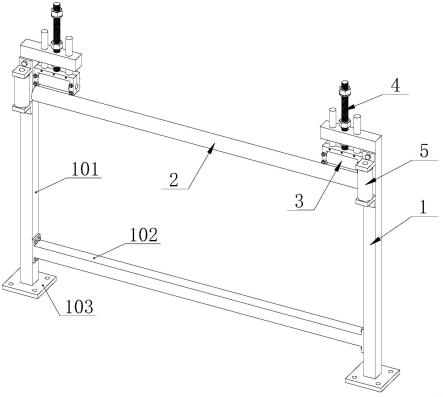
14.图1是本技术实施例1中的钢丝绳芯输送带带胚边部重压装置的结构示意图;
15.图2是本技术实施例中的调节机构的结构示意图;
16.图3是本技术实施例中的调节座的结构示意图。
17.附图中的标记为:1-机架,101-竖杆,102-支撑横杆,103-安装底座;2-支撑辊;3-边部压辊;4-调节机构,401-调节座、4011-夹块,402-调节丝杆,403-调节螺母,404-固定块,405-螺纹套,406-辅助杆;5-限位辊。
具体实施方式
18.下面结合附图和实施例对本技术作进一步的说明,但并不作为对本技术限制的依据。
19.实施例:
20.参见图1,本技术的钢丝绳芯输送带带胚边部重压装置,包括机架1;所述机架1包括设于两侧的竖杆101和设于两竖杆101之间的支撑横杆102(支撑横杆102与竖杆101通过
螺纹联接);所述竖杆101的底部设有安装底座103(本实施例中,安装底座103上设有4个安装孔;安装时,采用特定的螺栓,穿过该安装孔,将机架1固定于地面);所述机架1上设有支撑辊2,所述支撑辊2的辊轴的两端分别与两侧的竖杆101转动连接;所述两根竖杆101上分别设有一边部压辊3;所述边部压辊3位于所述支撑辊2的上方,且边部压辊3和支撑辊2之间形成有可供输送带通过的输送通道;所述边部压辊3上连接有调节机构4,所述调节机构4与竖杆101固定连接,用于调节边部压辊3与支撑辊2之间的距离;所述边部压辊3的辊轴与所述调节机构4转动连接。
21.参见图2,本实施例中,所述调节机构4包括调节座401、调节丝杆402、调节螺母403和固定块404;所述边部压辊3的辊轴的两端分别与调节座401转动连接;所述固定块404固定于竖杆101的顶部(固定块404与竖杆101焊接),所述固定块404的底部固定有螺纹套405(螺纹套405与固定块404焊接);所述调节丝杆402的其中一端设有调节螺母403,另一端依次穿过固定块404上的通孔和螺纹套405上的螺纹孔,并与调节座401固定连接(调节螺母403位于固定块404的上方);所述调节丝杆402上,位于所述调节螺母403的上方,还设有锁紧螺母407。使用时,转动调节螺母403至一定的位置,旋转调节丝杆402可使其相对固定块404上下移动;此时,用户可根据需要改变调节丝杆402的位置来调节边部压辊3和支撑辊2之间的距离,从而可适应不同厚度的输送带带胚。
22.本实施例中,所述固定块404的通孔上设有内螺纹。此时,调节丝杆402与内螺纹相配合,从而可以减少调节丝杆402表面的磨损率,延长其使用寿命。
23.本实施例中,所述调节座401上固定有两根辅助杆406;所述两根辅助杆406对称分布于调节丝杆402的两侧,并与固定块404滑动连接。辅助杆406的设计一方面可以保证调节丝杆402与调节座401之间的连接强度;另一方面可以对调节座401的上下移动起到导向作用,防止调节座401移动时位置产生偏移,使得边部压辊3对输送带带胚边部施加的压力不均,影响压紧效果。
24.参见图3,本实施例中,所述调节座401包括两个可拆连接的夹块4011,两个夹块4011的配合面上对应设有4个凹槽;当两个夹块4011安装在一起后(两个夹块4011可通过螺纹联接,拆装方便,且牢固度高),两个配合面上的凹槽相互配合形成安装槽,分别用于安装调节丝杆402、辅助杆406和边部压辊3的辊轴(调节丝杆402和辅助杆406安装完成后,使用螺栓锁紧固定)。
25.本实施例中,所述支撑辊2的两侧分别设有一个限位辊5,所述限位辊5通过安装架固定于机架1上;所述限位辊5的辊轴的两端分别与安装架转动连接,所述安装架与机架1通过螺纹联接。
26.工作原理:将钢丝绳芯输送带带胚放置于支撑辊2上,并使带胚的两侧边部位于边部压辊3和支撑辊2之间的输送通道内;转动调节螺母403至一定的位置,然后旋转调节丝杆402,带动调节座401向下移动,实现边部压辊3的下移,对输送带带胚的边部施加压力;调节完毕后,转动调节螺母403至与固定块404的上表面接触,然后转动锁紧螺母407至与调节螺母403的上表面接触,实现对调节丝杆402的锁紧限位。在输送带带胚的移动过程中,边部压辊3与支撑辊2之间会保持一定的挤压力,用于将带胚的两侧边部压紧。
27.上述对本技术中涉及的实用新型的一般性描述和对其具体实施方式的描述不应理解为是对该实用新型技术方案构成的限制。本领域所属技术人员根据本技术的公开,可
以在不违背所涉及的实用新型构成要素的前提下,对上述一般性描述或/和具体实施方式(包括实施例)中的公开技术特征进行增加、减少或组合,形成属于本技术保护范围之内的其它的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1