一种用于U形件的注塑模具的制作方法
一种用于u形件的注塑模具
技术领域
[0001]
本实用新型涉及注塑模具技术领域,尤其涉及一种用于u形件的注塑模具。
背景技术:
[0002]
现有普通的注塑模具,由于工件出模的限制,若工件有侧面开孔的要求,则还需要额外打孔加工,而影响其加工面的光洁度。同时还增加的生产工序及成本。
[0003]
若采用多个模具块进行注胶成型,其斜导柱在合模时,受力大且容易向外变形,由于模具的开合次数即为频繁,且合模力大一般较大,同时合模速度也会相应影响所述斜导柱的受力情况。故随着开合模次数的增多,模具块之间容易产生间隙,从而使最终的工件产生条纹毛刺。
技术实现要素:
[0004]
本实用新型所要解决的技术问题在于,提供一种用于u形件的注塑模具,模腔结构稳定,且可减轻倾导柱的负载。
[0005]
为了解决上述技术问题,本实用新型提供了一种一种用于u形件的注塑模具注塑模具,包括底模、与所述底模相适配的顶模和用于工件成型的模腔组件,所述模腔组件包括设于所述顶模上的上模芯、设于所述底模下的下模芯和侧模芯;
[0006]
其中,所述顶模设有斜导柱和用于辅助移动所述侧模芯的侧向定位块,所述底模设有行程槽和与所述侧向定位块相适配的定位槽,所述侧模芯设有与所述行程槽相适配的外边和与所述斜导柱对应的导向孔,所述底模与顶模闭合时,两侧所述侧模芯块移向所述下模芯,所述侧向定位的底端插入所述定位槽,以稳固所述上模芯、下模芯和侧模芯组成的模腔。
[0007]
作为上述方案的改进,所述注塑模具还设有用于顶出工件的顶出机构,所述顶出机构设于底模的下方。
[0008]
作为上述方案的改进,所述顶出机构包括用于顶出工件的顶针、复位柱和安装板,所述顶针和复位柱安装于所述安装板上,所述复位柱套设有弹簧,所述弹簧的两端分别与所述安装板和底模连接。
[0009]
作为上述方案的改进,所述底模和下模芯均设有与所述顶针相对应的顶出孔。
[0010]
作为上述方案的改进,所述底模还设有与所述复位柱相适配的柱孔,以使所述复位柱沿所述柱孔移动。
[0011]
作为上述方案的改进,所述侧向定位块与所述侧模芯之间设有相互对应的倾斜面,以使所述侧向定位向下移动时可推动所述侧模芯。
[0012]
作为上述方案的改进,所述下模芯设有用于工件成形的成形脊,所述顶出孔设于所述成形脊的顶部。
[0013]
作为上述方案的改进,所述上模芯设有与所述成形脊相对应的进料脊,所述底模与顶模闭合时,所述进料脊与成形脊夹于两侧所述侧模芯之间。
[0014]
作为上述方案的改进,所述进料脊和顶模设有相互连通的进料孔。
[0015]
作为上述方案的改进,所述底模设有合模导向柱,所述顶模设有与所述合模导向柱相适配的合模导向孔。
[0016]
实施本实用新型,具有如下有益效果:
[0017]
本实用新型公开了一种注塑模具,包括底模、与所述底模相适配的顶模和用于工件成型的模腔组件,所述模腔组件包括设于所述顶模上的上模芯、设于所述底模下的下模芯和侧模芯,故所述顶模和底模闭合时,所述上模芯、下模芯和侧模芯组成的模腔,同时在开模时,方便工件的取出。
[0018]
所述顶模设有斜导柱和用于辅助移动所述侧模芯的侧向定位块,所述底模设有行程槽和与所述侧向定位块相适配的定位槽,所述侧模芯设有与所述行程槽相适配的外边和与所述斜导柱对应的导向孔。
[0019]
因此,所述底模与顶模闭合时,两侧所述侧模芯可在所述侧向定位块的推动下移向所述下模芯,以减轻所述斜导柱在合模时的负载,同时所述侧向定位的底端通过插入所述定位槽,以防止所述侧模芯发生松动,从而稳固所述上模芯、下模芯和侧模芯组成的模腔。
附图说明
[0020]
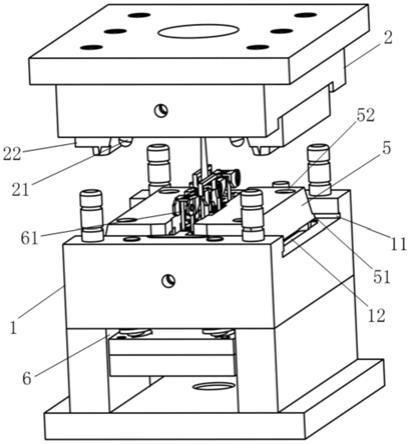
图1是本实用新型注塑模具的结构示意图;
[0021]
图2是本实用新型注塑模具的底模结构示意图;
[0022]
图3是本实用新型注塑模具的顶模结构示意图;
[0023]
图4是顶出机构处于开模状态的结构示意图;
[0024]
图5是本实用新型下模芯的结构示意图。
具体实施方式
[0025]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
[0026]
参见图1、2和3,本实用新型提供一种一种用于u形件的注塑模具,包括底模1、与所述底模1相适配的顶模2和用于工件成型的模腔组件,所述模腔组件包括设于所述顶模上的上模芯3、设于所述底模1下的下模芯4和侧模芯5;
[0027]
其中,所述顶模2设有斜导柱21和用于辅助移动所述侧模芯的侧向定位块 22,所述底模设有行程槽11和与所述侧向定位块相适配的定位槽12,所述侧模芯5设有与所述行程槽12相适配的外边51和与所述斜导柱对应的导向孔52,所述底模1与顶模2闭合时,两侧所述侧模芯5移向所述下模芯4,所述侧向定位块22的底端插入所述定位槽12,以稳固所述上模芯3、下模芯4和侧模芯5 组成的模腔。
[0028]
具体地,所述底模设有合模导向柱13,所述顶模设有与所述合模导向柱相适配的合模导向孔23。所述侧向定位块22与所述侧模芯5之间均设有相互对应的倾斜面,以使所述侧向定位块向底模移动时可推动所述侧模芯5,减轻所述斜导柱21在合模时所受到的侧向作用力,需要说明的是由于斜导柱呈八字形向外倾斜,故斜导柱21在合模时相比开模更容易变形。
[0029]
为了所述注塑模具还设有用于顶出工件的顶出机构6,所述顶出机构设于底模1的下方。所述顶出机构6包括用于顶出工件的顶针61、复位柱62和安装板 63,所述顶针61和复位柱62安装于所述安装板63上,所述复位柱62套设有弹簧64,所述弹簧的两端分别与所述安装板63和底模1连接。所述底模1和下模芯4均设有与所述顶针61相对应的顶出孔41,所述底模1还设有与所述复位柱62相适配的柱孔,以使所述复位柱62可沿所述柱孔移动。由于所述顶针61 一般较为细小且长,且其受到径向作用力时容易弯曲形变,故所述柱孔和复位柱62的设置,可有效地抵消其受到的径向作用力。需要说明的是,所述安装板 63与注塑机的伸缩装置连接,通过其伸缩装置压缩所述弹簧64以使所述顶针 61伸出而顶落成品工件,所述弹簧64复位以缩回所述顶针61,以避免影响注塑工件的形状。
[0030]
所述下模芯4设有用于工件成形的成形脊42,所述顶出孔41设于所述成形脊42的顶部。所述上模芯3设有与所述成形脊42相对应的进料脊31,所述底模1与顶模2闭合时,所述进料脊31与成形脊42夹于两侧所述侧模芯5之间,所述进料脊31和顶模2设有相互连通的进料孔32。因此,所述成形脊42与所述侧模芯5的内侧壁可通过设置所需的形状,以使胶液通过所述进料孔进入模腔后,可使注胶工件的侧面形成现有普通模具无法正常出模的孔或其他形状。
[0031]
以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1