一种全景天窗玻璃包边仿形工装的制作方法
[0001]
本发明涉及一种汽车天窗玻璃产线,特别是玻璃包边设备。
背景技术:
[0002]
汽车全景天窗的玻璃上需要通过胶条来包边,包边过程虽不复杂,但很重要,而且要求较高,所以要保证包边的质量效果,同时提高包边的工作效率。
技术实现要素:
[0003]
本发明的目的是提供一种全景天窗玻璃包边仿形工装,能够很好的保证天窗玻璃的包边质量和效率。
[0004]
一种全景天窗玻璃包边仿形工装,仿形工装上设置有胶条槽,胶条槽上设置有抽气孔,抽气孔连接抽气装置,仿形工装内部设置有玻璃顶杆、吸盘,玻璃顶杆上设置有顶杆滚珠,玻璃顶杆通过顶杆气缸带动升降,吸盘通过吸盘气缸带动升降,仿形工装四周设置有工装压紧气缸,以及玻璃限位气缸,仿形工装的四个角落还设置有玻璃压紧杆,玻璃压紧杆通过气缸带动,仿形工装的对角上设置不同的防错定位标志,机械手上设置有滚轮,将仿形工装上的胶条滚压在玻璃上,所述仿形工装的对角上设置不同的防错定位标志。
[0005]
本发明的全景天窗玻璃包边仿形工装作为包边产线的一个主要部分,玻璃通过机械手抓取到仿形工装上后,通过仿形工装上将玻璃定位,并通过机械手上的滚轮将胶条贴到玻璃上,整个过程基本实现全自动化,效率较高,且胶条贴合质量较高。
附图说明
[0006]
图1为本发明的包边仿形工装设置在工作台上的结构示意图一。
[0007]
图2为本发明的包边仿形工装设置在工作台上的结构示意图二。
[0008]
图3是应用本发明的玻璃包边产线的结构示意图。
具体实施方式
[0009]
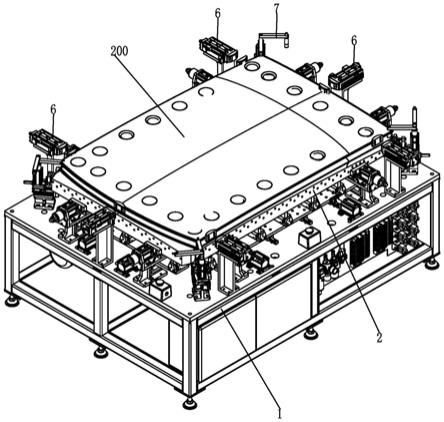
如图1、2所示,一种全景天窗玻璃包边仿形工装,仿形工装2上设置有胶条槽,胶条槽上设置有抽气孔,抽气孔连接抽气装置,仿形工装3内部设置有玻璃顶杆3、吸盘4,玻璃顶杆3上设置有顶杆滚珠31,玻璃顶杆3通过顶杆气缸带动升降,吸盘4通过吸盘气缸带动升降,仿形工装2四周设置有工装压紧气缸5,以及玻璃限位气缸6,仿形工装2的四个角落还设置有玻璃压紧杆7,玻璃压紧杆7通过气缸带动,仿形工装2的对角上设置不同的防错定位标志81,82,机械手上设置有滚轮,将仿形工装上的胶条滚压在玻璃上。
[0010]
如图1,整个包边产线包括上线工位100,烘干工位101,下线工位102,工装暂搁台103,机械手104,包边工作台105,仿形工装2设置在包边工作台105的底座1上。
[0011]
玻璃进行包边的时候,把玻璃首先抬到上线工位100上,人工对玻璃清台,并贴上海绵,玻璃凹面朝下,并对玻璃涂底漆;然后通过输送带输送到烘干工位101上,烘干工位
101通过烘干机将玻璃烘干;然后玻璃就输送到下线工位102上,玻璃到达下线工位,右边碰到软牛筋停止,后面气缸推到玻璃使前边靠住挡边,使玻璃定位;然后机械手103抓取玻璃,将玻璃反面,并放置在工装暂搁台104上,等待包边工作台105上准备。包边工作台105的准备工作,首先在仿形工装2上的胶条槽(图中未画出)放置胶条,胶条槽上有很多细小的抽气孔,胶条铺覆在胶条槽内,盖住抽气孔,抽气孔通过抽气装置的抽气形成负压,将胶条进一步的紧紧吸附在胶条槽内,而且此处的负压数值作为工作台准备就绪的信号,即抽气装置抽气是的胶条槽内形成的局部负压达到设定值,才能启动后面的工序;当包边工作台105准备好之后,机械手103抓取玻璃,放到包边工作台上,包边工作台上的玻璃顶杆3先顶住玻璃200,玻璃顶杆3的顶部有滚珠,可以防止会玻璃造成损坏,然后6个玻璃限位气缸6将玻璃抵住限位,所有的吸盘4通过吸盘气缸带动向上升起,吸住玻璃200,吸盘吸住玻璃200的同时,玻璃顶杆3通过顶杆气缸带动下降,然后吸盘4再被吸盘气缸带动下降,吸盘吸住玻璃一起下降,玻璃降下来之后放在仿形工装2上,仿形工装2上的胶条紧贴在玻璃的四边上,仿形工装2在气缸带动下将玻璃200夹紧,胶条就将玻璃200四边包覆,然后仿形工装2的四个角落的玻璃压紧杆7在气缸带动下转到玻璃上,从上面下压,将玻璃压住定位,然后机械手103上的滚轮对玻璃四边上的胶条进行两次滚压,从而完成包边。包边完成后,各种限位固定玻璃的全部松开,机械手抓取玻璃脱离吸盘,从包边工作台上取下来,完成一次完整的玻璃包边产线过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1