一种钢衬四氟管的制作方法
[0001]
本实用新型涉及管件成型技术领域,具体涉及一种钢衬四氟管。
背景技术:
[0002]
随着聚四氟乙烯(pfa)材料的优越性能逐渐为人们所熟知,社会各行各业对聚四氟乙烯的使用需求也逐渐增大,尤其是使用工况最为恶劣的化工行业。化工管道现在最常用的就是外层钢管、内层四氟管的“钢衬四氟管道”。
[0003]
由于使用工况的特殊性,很多“钢衬四氟管”要求具有耐负压性能,即在四氟管内部出现负压,甚至真空状态时,四氟管能够依旧保持与钢管紧贴,而不向内部凹陷、变形。现在广泛采用的技术是采用具强度和韧性优势的四氟模压管,将其管外壁与钢管内壁用胶水黏贴牢固,在实际使用时,胶水的连接强度不高。
技术实现要素:
[0004]
1、实用新型要解决的技术问题
[0005]
针对现有技术中内外管连接强度不高,在实际使用时容易脱离的技术问题,本实用新型提供了一种钢衬四氟管,它可以提高内管外壁与外管内壁之间的粘结力,以使内管与外管之间的连接变得更加稳固。
[0006]
2、技术方案
[0007]
为解决上述问题,本实用新型提供的技术方案为:
[0008]
一种钢衬四氟管,包括外管和设于外管内的内管,所述外管内壁上设有若干凹槽,所述内管外壁上设有若干与凹槽插接配合的凸部,所述凹槽为由外向内的缩口状。
[0009]
可选地,所述凸部一体成型固定于内管外壁上。
[0010]
可选地,所述凹槽贯穿外管,所述外管外侧固连有用于堵住凹槽外侧开口的挡片。
[0011]
可选地,所述凹槽包括相连通的进料段和储料段,所述进料段的截面为圆柱状。
[0012]
可选地,所述储料段的截面为圆台状。
[0013]
可选地,所述外管的外壁设有耐氧化层。
[0014]
3、有益效果
[0015]
采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
[0016]
(1)内管外壁上的若干凸部与凹槽相配合,内管通过类似树根根系的方式牢牢的固定在外管内,有助于提高内管外壁与外管内壁之间的粘结力,以使内管与外管之间的连接变得更加稳固;
[0017]
(2)由于凹槽为由外向内的缩口状,即使在负压状态下,凸部也不易从凹槽的缩口处脱离,保证凸部牢牢的固定于凹槽内以对内管外壁施加拉扯力,保证在负压时的稳定性;
附图说明
[0018]
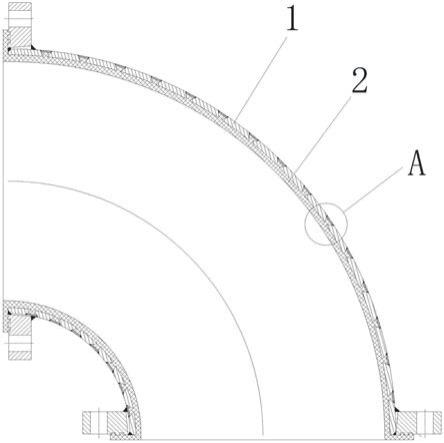
图1为本实用新型中钢衬四氟管的结构示意图;
[0019]
图2为图1中a处的局部示意图。
[0020]
1、外管;2、内管;3、凹槽;31、进料段;32、储料段;4、凸部;5、挡片。
具体实施方式
[0021]
为进一步了解本实用新型的内容,结合附图1-2及实施例对本实用新型作详细描述。
[0022]
实施例1
[0023]
结合附图1-2,本实施例的一种钢衬四氟管,包括外管1和设于外管1内的内管2,外管1为钢管,内管2为聚四氟乙烯管,所述外管1内壁上设有若干凹槽3,所述内管2外壁上设有若干与凹槽3插接配合的凸部4,所述凹槽3为由外向内的缩口状;内管外壁上的若干凸部4与凹槽3相配合,内管2通过类似树根根系的方式牢牢的固定在外管1内,有助于提高内管2外壁与外管1内壁之间的粘结力,以使内管2与外管1之间的连接变得更加稳固;由于凹槽3为由外向内的缩口状,即使在负压状态下,凸部4也不易从凹槽3的缩口处脱离,保证凸部4牢牢的固定于凹槽3内以对内管2外壁施加拉扯力,保证在负压时的稳定性。
[0024]
作为本实用新型的优选方案,所述凸部4一体成型固定于内管2外壁上;一体成型的方式使得凸部4和内管2之间的连接强度大大提高,在凸部4对内管2外壁施加拉扯力时,两者之间的连接处不易断裂,保证内管2外壁在凸部4的拉扯作用下稳定的贴合于外管1内壁上。
[0025]
作为本实用新型的优选方案,所述凹槽3贯穿外管1,所述外管1外侧固连有用于堵住凹槽3外侧开口的挡片5;由于凹槽3为由外向内的缩口状,若直接从外观1内壁上加工凹槽3具有一定的加工难度,需要较为精密和先进的仪器,在本实施例中,先从外管1直接开设外大内小的通孔后,通过将挡片5焊接于通孔的外侧开口处即可形成一侧封闭的凹槽3,在模压成型时,防止pfa粉料在压力作用下向外泄露。
[0026]
作为本实用新型的优选方案,所述凹槽3包括相连通的进料段31和储料段32,所述进料段31的截面为圆柱状,所述储料段32的截面为圆台状,进料段31的开口口径与储料段32的最小口径一致且连通;成型于储料段32内的凸部段同样呈圆台状,此时该凸部段由于尺寸的限制便无法从进料段31处通过,保证凸部4与凹槽3的紧固配合。
[0027]
作为本实用新型的优选方案,所述外管1的外壁设有耐氧化层;耐氧化层可防止外管1在日常的使用过程中发生氧化生锈,有助于提高外管1的使用寿命。
[0028]
实施例2
[0029]
结合附图1-2,本实施例的一种钢衬四氟管的成型工艺包括以下步骤,
[0030]
s1:在外管上开设若干通孔;
[0031]
s2:将挡片焊接于通孔的外侧开口处;
[0032]
s3:将模芯装入至外管内,模芯与外管之间形成成型腔;
[0033]
s4:在成型腔和通孔内填充pfa粉料;
[0034]
s5:压实pfa粉料,再将模具整体加热升温,模腔内的pfa粉料熔融,再对压块施压,压块沿填料桶桶壁进一步下沉,压实模腔内熔融的pfa料,模压成型后,拆除模芯后即在原有的金属弯头内均匀的内衬一层pfa层;
[0035]
其中,所述通孔为由外向内的缩口状。
[0036]
pfa粉末在通孔内形成与其形状一直的凸部,pfa粉末在成型腔内形成内管,内管和凸部一体成型,两者之间的连接强度得到提高,凸部在通孔内压制成型,凸部充分的填充于通孔内,降低凸部从通孔内脱离的可能性;先开孔后焊接挡片的方式,使得在外管上加工由外向内的缩口状的孔状结构更加容易,降低加工难度的同时降低加工成本。
[0037]
作为本实用新型的优选方案,所述步骤s2之后,还包括步骤s21,对工件进行打磨、去毛刺、内外抛丸处理;通过上述步骤的加工后,挡片与外管之间的焊接处更加美观,同时成型后的管件外观质量更好,成型后的外管和内管之间的贴合度更高。
[0038]
以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1