一种用于吸塑成型的伺服阳模辅助机构的制作方法
1.本实用新型涉及吸塑成型设备领域,尤其涉及一种复合型的用于吸塑成型的伺服阳模辅助机构。
背景技术:
2.吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。但是在吸塑成型工艺中,由于塑料制品的形状和模具的限制,在一些多存储位的塑料盘的吸塑过程中,会出现真空吸塑不完全的现象,例如,一些塑料托盘上会设置若干个凹陷的产品位,用于放置产品,但是由于产品吸塑时,真空负压不及时或者设计的问题,会导致凹槽不到位,进而吸塑之后的塑料盘出现产品不合格的情况。
3.现有的技术中,针对此问题,一般是采用增加真空负压吸力或者增加加热温度,或者二者同时使用,但是这种解决方式,会造成资源的浪费,而且吸塑成型之后的脱模也比较困难。
4.因此本实用新型发明人,针对上述技术问题,旨在发明一种用于吸塑成型的伺服阳模辅助机构。
技术实现要素:
5.为克服上述缺点,本实用新型的目的在于提供一种用于吸塑成型的伺服阳模辅助机构。
6.为了达到以上目的,本实用新型采用的技术方案是:一种用于吸塑成型的伺服阳模辅助机构,包括安装架,所述安装架设置在吸塑模具上方,且所述安装架的下方通过驱动组件设置阳模组件,且在所述驱动组件的作用下,所述阳模组件能朝吸塑模具方向移动,并与所述吸塑模具配合,且塑料制品在所述吸塑模具与阳模组件之间成型,所述阳模组件包括阳模板,所述阳模板下方设置冲头,且所述冲头能与吸塑模具配合。
7.优选地,所述冲头设置多个,且所述冲头的数量与吸塑模具上的凹槽一一对应。即保证了吸附的顺利成型。
8.优选地,所述安装架的下方还设置有吸气盖板,所述吸气盖板设置四个,且围成矩形框,所述矩形框内供阳模组件设置。即保证了阳模组件与吸塑模具配合时,真空吸塑的顺利进行,防止杂质进入成型位置。
9.优选地,所述驱动组件包括驱动电机,所述驱动电机设置电机安装板上,所述电机安装板通过支撑柱设置在安装架上,且所述驱动电机的输出轴连接滚珠丝杆,所述滚珠丝杆穿过所述电机安装板与螺母连接,且所述螺母套设在滚珠丝杆上,并能沿所述滚珠丝杆方向移动,所述螺母还连接有驱动板,所述驱动板下方连接驱动轴,所述驱动轴穿过安装架与所述阳模组件的阳模板连接,并能驱动所述阳模板移动。即实现了阳模组件的移动,保证了阳模组件移动的稳定,提高吸塑成型的产品的合格率。
10.优选地,所述支撑柱设置四个,且分别位于所述电机安装板的四个边角处。即保证电机安装板的稳定安装,同时也保证了电机安装板的水平。
11.优选地,所述驱动板上还设置有第一法兰直线轴承,所述第一法兰直线轴承供支撑柱穿过,且所述第一法兰直线轴承与支撑柱数量相同。即保证了驱动板在螺母的驱动下,能稳定的沿竖直方向移动。
12.优选地,所述安装架上设置第二法兰直线轴承,且所述第二法兰直线轴承供驱动轴穿过,且所述第二法兰直线轴承与驱动轴的数量相同。保证了阳模组件驱动的稳定。
13.优选地,所述驱动轴设置四个,且对称设置在驱动板上。即保证了移动的稳定。
14.优选地,所述安装架上还设置有把手。即把手的设置,方便了伺服阳模辅助机构的取放和安装。
15.优选地,所述安装架与电机安装板之间还设置有防尘罩。保证驱动组件的安全运行。
16.本实用新型一种用于吸塑成型的伺服阳模辅助机构的有益效果是,通过阳模组件的设置,保证了与吸塑模具的配合,使得塑料制品在吸塑模具与阳模组件之间的快速成型,既能保证成型的品质,又能提供吸塑成型的效率,大大提供了工厂的收益。
附图说明
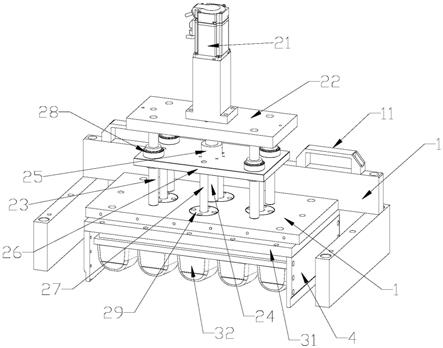
17.图1为用于吸塑成型的伺服阳模辅助机构的结构示意图。
18.图2为图1的内部结构示意图。
19.图3为图1的剖视图。
20.图4为图1的另一方向的剖视图。
21.图中:
[0022]1‑
安装架,2
‑
驱动组件,3
‑
阳模组件,4
‑
吸气盖板,5
‑
防尘罩,
[0023]
11
‑
把手,
[0024]
21
‑
驱动电机,22
‑
电机安装板,23
‑
支撑柱,24
‑
滚珠丝杆,25
‑
螺母,26
‑
驱动板,27
‑
驱动轴,28
‑
第一法兰直线轴承,29
‑
第二法兰直线轴承,
[0025]
31
‑
阳模板,32
‑
冲头。
具体实施方式
[0026]
下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
[0027]
参见附图1
‑
4所示,本实施例中的一种用于吸塑成型的伺服阳模辅助机构,包括安装架1,安装架1设置在吸塑模具上方,且安装架1的下方通过驱动组件2设置阳模组件3,且在驱动组件2的作用下,阳模组件3能朝吸塑模具方向移动,并与吸塑模具配合,且塑料制品在吸塑模具与阳模组件3之间成型,阳模组件3包括阳模板31,阳模板31下方设置冲头32,且冲头32能与吸塑模具配合。
[0028]
冲头32设置多个,且冲头32的数量与吸塑模具上的凹槽一一对应。即保证了吸附的顺利成型。
[0029]
安装架1的下方还设置有吸气盖板4,吸气盖板4设置四个,且围成矩形框,矩形框内供阳模组件3设置。即保证了阳模组件3与吸塑模具配合时,真空吸塑的顺利进行,防止杂质进入成型位置。
[0030]
驱动组件2包括驱动电机21,驱动电机21设置电机安装板22上,电机安装板22通过支撑柱23设置在安装架1上,且驱动电机21的输出轴连接滚珠丝杆24,滚珠丝杆24穿过电机安装板22与螺母25连接,且螺母25套设在滚珠丝杆24上,并能沿滚珠丝杆24方向移动,螺母25还连接有驱动板26,驱动板26下方连接驱动轴27,驱动轴27穿过安装架1与阳模组件3的阳模板31连接,并能驱动阳模板31移动。即实现了阳模组件3的移动,保证了阳模组件3移动的稳定,提高吸塑成型的产品的合格率。
[0031]
支撑柱23设置四个,且分别位于电机安装板22的四个边角处。即保证电机安装板22的稳定安装,同时也保证了电机安装板22的水平。
[0032]
驱动板26上还设置有第一法兰直线轴承28,第一法兰直线轴承28供支撑柱23穿过,且第一法兰直线轴承28与支撑柱23数量相同。即保证了驱动板26在螺母25的驱动下,能稳定的沿竖直方向移动。
[0033]
安装架1上设置第二法兰直线轴承29,且第二法兰直线轴承29供驱动轴27穿过,且第二法兰直线轴承29与驱动轴27的数量相同。保证了阳模组件3驱动的稳定。
[0034]
驱动轴27设置四个,且对称设置在驱动板26上。即保证了移动的稳定。
[0035]
安装架1上还设置有把手11。即把手11的设置,方便了伺服阳模辅助机构的取放和安装。
[0036]
安装架1与电机安装板22之间还设置有防尘罩5。保证驱动组件2的安全运行。
[0037]
一种用于吸塑成型的伺服阳模辅助机构的有益效果是,通过阳模组件3的设置,保证了与吸塑模具的配合,使得塑料制品在吸塑模具与阳模组件3之间的快速成型,既能保证成型的品质,又能提供吸塑成型的效率,大大提供了工厂的收益。
[0038]
本装置的基本使用方法:
[0039]
第一,通过把手11将整个装置放置在吸塑模具上方,且保证冲头32的位置与吸塑模具的匹配;
[0040]
第二,运行时,安装架1固定,同时支撑柱23、电机安装板22与驱动电机21也是固定不动的,驱动电机21启动,输出轴通过联轴器与滚珠丝杆24连接,并驱动滚珠丝杆24发生旋转,继而套设在滚珠丝杆24上的螺母25会上下移动,而螺母25与驱动板26又是固定连接的,驱动板26同时也会上下移动,驱动板26下方的驱动轴27,驱动轴27连接阳模板31,即螺母25、驱动板26、驱动轴27、阳模板31会同时上下移动,继而使冲头32与吸塑模具配合。
[0041]
在驱动组件2驱动时,需注意吸塑模具与冲头32之间应具有一定的间隙,而间隙的距离正好是吸塑成型的产品的厚度,或略大于产品的厚度,保证产品的快速成型和产品的合格。
[0042]
而且在整个机构上下驱动过程中,有第一法兰直线轴承28和第二法兰直线轴承29的配合下,会使得上下驱动更加的流畅,而且配合滚珠丝杆24,能实现吸塑模具与冲头32的距离的精准控制。
[0043]
同时,吸气盖板4与防尘罩5的设计,也是保护整个吸塑工艺顺利进行的。
[0044]
以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技
术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1