一种三明治结构复合薄膜的加工生产线的制作方法
1.本实用新型属于薄膜生产技术领域,具体涉及一种三明治结构复合薄膜的加工生产线。
背景技术:
2.随着经济的发展,人民生活水平的提高,对塑料薄膜的需求越来越大,要求也越来越高。塑料薄膜及及其作为塑料包装产品在市场上所占的份额越来越大,特别是复合塑料软包装,已经广泛地应用于食品、医药、化工等领域,其中又以食品包装所占比例最大,比如饮料包装、速冻食品包装、蒸煮食品包装、快餐食品包装等,这些产品都给人们生活带来了极大的便利。
3.然而,目前市面上绝大多数塑料薄膜均为一种原料,结构单一,为一层均质材料的薄膜。因此,开发多层结构的复合薄膜具有重要的应用价值。
技术实现要素:
4.基于现有技术中存在的上述缺点和不足,本实用新型的目的之一是至少解决现有技术中存在的上述问题之一或多个,换言之,本实用新型的目的之一是提供满足前述需求之一或多个的一种三明治结构复合薄膜的加工生产线。
5.为了达到上述实用新型目的,本实用新型采用以下技术方案:
6.一种三明治结构复合薄膜的加工生产线,包括沿加工方向依次设置的定量进料桶、进料机构、加压机构、温控槽、压实机构和收料辊;进料机构包括位于定量进料桶下方的第一主动辊和第一从动辊,第一主动辊和第一从动辊之间安装有第一传送带,第一传送带的传动方向为顺时针方向,以传送定量进料桶的下料至加压机构;加压机构包括位于第一传送带上方的第二主动辊和第二从动辊,第二主动辊和第二从动辊之间安装有第二传送带,第二传送带的传动方向为逆时针方向;加压机构包括相对设置的第一加压辊和第二加压辊,第一加压辊上顶第一传送带的上部,第二加压辊下压第二传送带的下部,以使第一传送带与第二传送带在加压位置的间距达到目标间距,构成加压位;温控槽内安装有导向辊,导向辊位于温控槽中皮材溶液的液面以下;压实机构包括相对设置的上压主动辊和下压从动辊,上压主动辊与下压从动辊之间的间隙与复合薄膜的厚度匹配;经过加压位后的芯材牵引至导向辊以进行皮材的包覆,然后牵引至上压辊与下压辊之间,最后牵引至收料辊收卷。
7.作为优选方案,所述压实机构与收料辊之间还设有拉伸机构,包括相对设置的上拉伸主动辊和下拉伸从动辊,上拉伸主动辊与下拉伸从动辊之间的间隙与复合薄膜的厚度匹配;上拉伸主动辊的转速大于上压主动辊的转速。
8.作为优选方案,所述上拉伸主动辊与下拉伸从动辊之间的间隙可调。
9.作为优选方案,所述第一加压辊与第二加压辊在加压位置的间距可调。
10.作为优选方案,所述上压主动辊和下压从动辊之间的间隙可调。
11.作为优选方案,所述温控槽内安装的导向辊有数根,沿芯材的传动方向依次设置。
12.作为优选方案,所述定量进料桶内设有搅拌桨。
13.作为优选方案,所述定量进料桶配置有液位报警器。
14.本实用新型与现有技术相比,有益效果是:
15.本实用新型的三明治结构复合薄膜的加工生产线,能够实现三明治结构复合薄膜的连续化加工生产,生产效率高。
附图说明
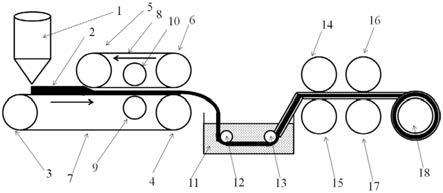
16.图1是本实用新型实施例1的三明治结构复合薄膜的加工生产线的构架示意图;
17.图2是本实用新型实施例1的三明治结构复合薄膜的截面示意图。
具体实施方式
18.为了更清楚地说明本实用新型实施例,下面将对照附图说明本实用新型的具体实施方式。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
19.实施例1:
20.如图1所示,本实施例的三明治结构复合薄膜的加工生产线,包括沿加工方向依次设置的定量进料桶1、进料机构、加压机构、温控槽11、压实机构、拉伸机构和收料辊18。
21.具体地,定量进料桶1内盛放有芯材原料2,定量进料桶1的底部具有出料口,通过出料口将芯材原料2出料至进料机构上。其中,定量进料桶内设有搅拌桨,保证芯材原料混合均匀。另外,定量进料桶配置有液位报警器,当芯材原料的液位低于报警液位时,进行报警,以便及时添加芯材原料。
22.本实施例的进料机构包括位于定量进料桶1下方的第一主动辊3和第一从动辊4,第一主动辊3和第一从动辊4之间安装有第一传送带7,构成循环传送带;第一传送带7的传动方向为顺时针方向,以向右传送定量进料桶的下料,即芯材原料,至加压机构。
23.本实施例的加压机构位于定量进料桶1的右侧,包括位于第一传送带7上方的第二主动辊5和第二从动辊6,第二主动辊5和第二从动辊6之间安装有第二传送带8,第二传送带8的传动方向为逆时针方向。
24.本实施例的加压机构还包括相对设置的第一加压辊9和第二加压辊10,第一加压辊9上顶第一传送带7的上部,第二加压辊10下压第二传送带8的下部,以使第一传送带7与第二传送带8在加压位置的间距达到目标间距,构成加压位;而且,第一传送带7和第二传送带8在加压位的前端构成缩口结构,有利于芯材原料的压实。通过加压位将芯材原料压缩压实,提高原料的密度,增强力学性能。
25.本实施例的温控槽11内安装有两根导向辊,分别为左导向辊12和右导向辊13,两根导向辊位于温控槽中皮材溶液的液面以下,以便芯材牵引至皮材溶液中进行充分包覆。
26.本实施例的压实机构包括相对设置的上压主动辊14和下压从动辊15,上压主动辊14与下压从动辊15之间的间隙与复合薄膜的厚度匹配。进一步将三明治结构的复合膜材进行压实,进一步提高膜材的密度。
27.本实施例的拉伸机构包括相对设置的上拉伸主动辊16和下拉伸从动辊17,上拉伸主动辊16与下拉伸从动辊17之间的间隙与复合薄膜的厚度匹配。上拉伸主动辊的转速大于上压主动辊的转速,形成一个转速差,可以对复合膜材进行超倍拉伸,提高复合薄膜内部的取向度,赋予复合薄膜高强力。
28.本实施例的三明治结构复合薄膜的加工生产线的加工流程如下:
29.定量进料桶下料至第一传送带,第一传送带传送芯材原料至加压位,经过加压后得到芯材薄膜,芯材薄膜牵引至温控槽内的左导向辊,接着由左导向辊牵引至右导向辊,然后由右导向辊牵引至上压主动辊与下压从动辊的间隙,通过上压主动辊转动牵引并压实复合膜材,接着复合膜材牵引至上拉伸主动辊与下拉伸从动辊的间隙,利用上拉伸主动辊与上压主动辊的转速差,对复合膜材进行超倍拉伸,最后通过收料辊进行收卷。
30.如图2所示,本实施例的加工得到的复合薄膜为芯层19及其上下两侧皮层20的三明治结构。其中,芯层可以为聚对苯二甲酸乙二醇酯pet,皮层可以为聚酰胺。
31.实施例2:
32.本实施例的三明治结构复合薄膜的加工生产线与实施例1的不同之处在于:
33.上拉伸主动辊与下拉伸从动辊之间的间隙可调,第一加压辊与第二加压辊在加压位置的间距可调,上压主动辊和下压从动辊之间的间隙可调,适应生产不同厚度的复合薄膜。上述转辊的位置调节可以通过安装在转辊两端的曲柄滑块机构或曲柄连杆机构同步调节即可,具体可以参考现有技术,在此不赘述。
34.其他结构可以参考实施例1。
35.实施例3:
36.本实施例的三明治结构复合薄膜的加工生产线与实施例1的不同之处在于:
37.温控槽内安装的导向辊还可以为一根、三根、四根等,具体沿芯材的传动方向依次设置,具体根据实际应用进行设置。
38.其他结构可以参考实施例1。
39.实施例4:
40.本实施例的三明治结构复合薄膜的加工生产线与实施例1的不同之处在于:
41.可以省略拉伸机构的设置,薄膜压实后直接进行收卷即可,满足不同应用的需求。
42.其他结构可以参考实施例1。
43.以上所述仅是对本实用新型的优选实施例及原理进行了详细说明,对本领域的普通技术人员而言,依据本实用新型提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1